燃气轮机本体安装验评汇总.docx
《燃气轮机本体安装验评汇总.docx》由会员分享,可在线阅读,更多相关《燃气轮机本体安装验评汇总.docx(37页珍藏版)》请在冰豆网上搜索。
燃气轮机本体安装验评汇总
燃气轮机本体安装
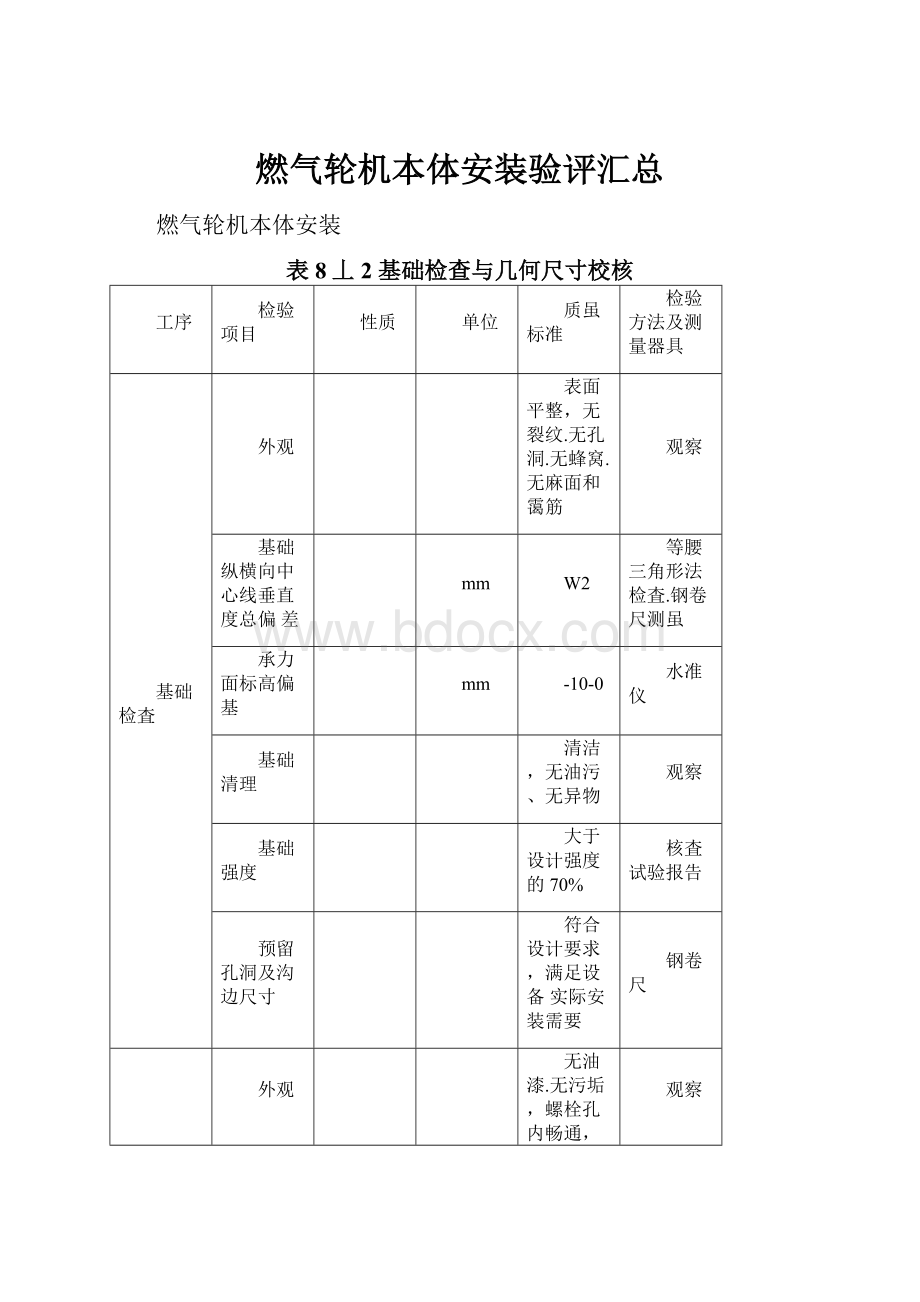
表8丄2基础检查与几何尺寸校核
工序
检验项目
性质
单位
质虽标准
检验方法及测量器具
基础检査
外观
表面平整,无裂纹.无孔洞.无蜂窝.无麻面和霭筋
观察
基础纵横向中心线垂直度总偏差
mm
W2
等腰三角形法检査.钢卷尺测虽
承力面标高偏基
mm
-10-0
水准仪
基础清理
清洁,无油污、无异物
观察
基础强度
大于设计强度的70%
核査试验报告
预留孔洞及沟边尺寸
符合设计要求,满足设备实际安装需要
钢卷尺
外观
无油漆.无污垢,螺栓孔内畅通,无横筋、无异物
观察
螺栓中心与基础纵横中心线偏基
mm
W2
钢卷尺
螺栓标高偏差
mm
+5〜+10
水准仪
地脚螺栓垂直度偏差
mm
3200(L为对应的地脚
螺栓长度),£5
线坠、钢直尺
螺栓孔壁垂直度偏差
mm
3200(L为地脚螺栓孔
长度),<10
线坠、钢直尺
螺栓与螺母配合
无卡涩
试拧
螺栓长度、直径
符合制造厂技术要求
钢卷尺
螺栓在螺栓孔内或螺栓套管内四周间隙
mm
>5
钢卷尺
螺栓拧紧后
露出螺母2扣〜3扣
观察
预埋的各锚固板
锚固板中心与基础纵横中心线偏鑿
mm
W2
钢卷尺
锚固板标高偏基
mm
W3
水准仪
表&1.9台板与支撑装置检查安装
工序
检验项目
性质
单位
质蛰标准
检验方法及测虽器具
安装前检査
台板与支撑装迓滑动面
平整、光洁,无毛刺
观察
放气孔、润滑注油孔
畅通
观察
垫片几何尺寸
符合制造厂技术要求
卷尺、外径T•分尺
台板与垫铁接触面
主控
mm
接触密实,四周间隙小于
0.05
塞尺
台板底而与固定器顶面接触面
主控
mm
接触严密,间隙小于0.05
塞尺
台板与支撑装置接触面
mm
接触严密,间隙小于0.03
塞尺
台板与支撑装置安装
标高偏差
主控
mm
£1
水准仪、连通器
中心偏差
主控
mm
W2
钢卷尺
水平偏差
主控
mm-m
W0.20
合像水平仪
表8丄10燃气轮机本体就位
工序
检验项目
性质
单位
质蛰标准
检验方法及测虽器具
就位前检査
外观
主控
无损伤痕迹
观察
底座
清洁,无毛刺、无锈蚀
观察
起吊就位
外观
主控
无损伤
观察
位逻
准确
钢卷尺
找平找正
中心与基础纵横中心线偏左
mm
W2
钢卷尺
标高偏差
mm
符合制造厂技术要求:
无要求时,W3
水准仪
就位后检査
支撑装置与燃气轮机木体接触面
主控
mm
接触严密,四周间隙小于
0.03
塞尺
垫片接触面
mm
接触严密,间隙小于0.03
塞尺
地脚螺栓紧固
符合制造厂技术要求
力矩扳手
表8丄11燃烧器安装
工序
检验项目
性质
单位
质蛰标准
检验方法及测虽器具
安装前检査
合金钢部件材质
符合制造厂技术要求
光谱
燃烧室内部清洁度
主控
清洁,无锈蚀、无异物
观察
木体接口内部清洁度
主控
清洁,无锈蚀、无异物
观察
燃烧器和木体接口法兰面
淸洁,无毛刺、无锈蚀和辐向沟槽
观察
过渡段内涂层
完好
观察
续表8丄11
工序
检验项目
性质
单位
质虽标准
检验方法及测虽器具
燃烧器安装
联焰管安装
正确
观察
天然气软管
不与支架.基础及其他相邻部件接触.并固定牢固
观察
燃料喷嘴孔板
主控
型号、尺寸、方向与设备图纸一致
观察
燃烧器弹赞板
无损伤,各部件装配尺寸符合制造厂技术要求
观察
安装位遇
主控
编号与设备图纸一致
观察
螺栓紧固
主控
符合制造厂技术要求
力矩扳手
火花塞安装
外观
完好并试验合格
观察
中心电极与两侧电极之间间隙
符合制造厂技术要求
钢卷尺
固定螺母扭矩
符合制造厂技术要求
力矩扳手
表8丄12燃气轮机负荷分配
工序
检验项目
性质
单位
质虽标准
检验方法及测虽器具
负荷分配前
检査
垫片检査
平整、光洁,无卷边、无锈蚀
观察
进气室、燃烧室、排气扩散器
己安装
观察
运输临时销
己更换
观察
支撑装遇
己锁紧
观察
燃气轮机本体
防倾覆措施可靠
观察
负荷分配
负荷分配
主控
符合制造厂技术要求
百分表
燃气轮机转子扬度
主控
符合制造厂技术要求
合像水平仪
表8.1.13轴系调整及连接
工序
检验项目
性质
单位
质虽标准
检验方法及测虽器具
餃孔前检査
外观
清洁,无毛刺、无损伤
观察
联轴器螺栓、螺母材质
符合制造厂技术要求
光谱
联轴器螺栓、螺母硬度
符合制造厂技术要求
硬度仪
其他合金钢部件材质
符合制造厂技术要求
光谱
转子轴向定位
主控
符合制造厂技术要求
专用工具
联轴器中心圆周偏差
刚性与刚性
主控
mm
符合制造厂技术要求;无要求时,W0.04
塞尺、塞块或百分表测虽
刚性与半挠性
主控
mm
符合制造厂技术要求;无要求时,W0.05
塞尺、塞块或百分表测虽
工序
检验项目
性质
单位
质虽标准
检验方法及测虽器具
较孔前检査
联轴器中心端而偏差
刚性与刚性
主控
mm
符合制造厂技术要求:
无要求时,W0.02
塞尺、塞块或百分表测量
刚性与半挠性
主控
mm
符合制造厂技术要求:
无要求时,£0.04
塞尺、塞块或百分表测量
联轴器垫片
外观
无毛刺、无裂纹、无油污
观察
厚度偏筮
mm
W0.02
外径T•分尺测虽
表面粗糙度
J.lm
£3.2
观察
螺栓孔
与联轴器同时狡孔
观察
较孔后检査
螺栓销孔表而粗糙度
J.lm
£3.2
观察
螺栓销柱表面粗糙度
J.lm
W6.3
观察
螺栓与螺孔配合
H7、h6
观察
中间轴、联轴器
连接
联轴器止口尺寸
符合制造厂技术要求
千分尺
联轴器相对位且
按制造厂标志点高低配合,无标记时,宜使瓢偏相互抵消
观察
对称处孔径一致时,螺栓和螺母总质虽差
主控
a
<10
天平或电子秤称重
连接前后径向晃度变化
mm
W0.02
百分表
联轴器连接后同心度
主控
mm
W0.02
百分表
螺栓紧固
主控
紧固顺序正确,紧固程度符合制造厂技术要求
T•分尺.力矩扳手或液压拉伸专用工具
联轴器螺栓的螺母、盖板
锁紧并符合制造厂技术要求
观察
表&1.14滑销系统间隙测量、调整
工序
检验项目
性质
单位
质虽标准
检验方法及测虽器具
纵横销安装
导向块支撑座灌浆前检查
螺栓锁紧,间隙符合制造厂技术要求
观察.塞尺
导向块组件接触面
mm
接触严密,<0.03
塞尺
滑动面
主控
光洁,无损伤、无毛刺
观察
滑销和滑销槽配合间隙
主控
mm
符合制造厂技术要求
塞尺、千分尺
推拉杆安装
外观
清洁,丝•扣完整,无伤痕、无毛刺
观察
螺栓与螺母配合检査
无卡涩
试拧
垫片安装
无卡涩、无松旷
观察
螺栓紧固力矩
符合制造厂技术要求,防松措施可靠
力矩扳手
DL/T5210.3—2018
表8丄拶表督砌咼步装置安装
工序
检验项目
性质
单位
质虽标准
检验方法及测虽器具
安装前检査
外观
主控
无损伤,油路畅通
观察
门动同步装置安装
安装方向
正确
观察
定位尺寸
符合制造厂技术要求
卷尺
啮合和脱开指示状态
符合制造厂技术要求
观察
脱开时纵横间距
主控
符合制造厂技术要求
千分尺
螺栓紧固力矩
符合制造厂技术要求
力矩扳手
表&1.17进气、排气系统钢结构安装
工序
检验项目
性质
单位
质虽标准
检验方法及测虽器具
地脚螺栓检査
中心线備差
主控
mm
W3
钢卷尺
标高偏差
mm
0〜+5
水准仪
钢结构检査
外观
无裂纹.无重皮、无锈蚀.无损伤
观察
高强螺栓复检
符合制造厂技术要求
核査复检报告
钢架组合件.立柱安装
立柱标高偏差
mm
£10
水准仪
同一水平面立柱标高偏差
mm
W5
水准仪
各立柱间距偏基
mm
不大于间距的1/1000,£10
弹赞秤、钢卷尺
立柱垂直度偏基
mm
不大于立柱长度的1/
1000,£10
经纬仪、钢直尺
立柱对角线偏基
主控
mm
不大于对角线长度的1.5/
1000,£15
弹赞秤、钢卷尺
连接板安装
平整,与构件紧贴
观察
螺栓紧固
主控
符合制造厂技术要求
力矩扳手
焊缝
焊缝尺寸符合制造厂技术要求.焊接无夹渣、无咬边.无气孔、未焊透等缺陷,焊缝成型良好
观察,焊接检验尺
表&1.18进气设备安装
工序
检验项目
性质
单位
质虽标准
检验方法及测虽器具
检査
外观
清洁,无老化、无变形
观察
进气室组合
安装
进气道法兰
密封垫片接头采用迷宫式连接,螺栓紧固后结合面不透光
观察
续験艮B』820
工序
检验项目
性质
单位
质虽标准
检验方法及测虽器具
进气室组合
安装
挡板门
驱动灵活并关闭严密
观察
防爆门安装
符合制造厂技术要求
观察
进气加热管、进气道及支撑件之间膨胀间隙
符合制造厂技术要求
观察
空气净化及消声系统安装
消声器安装
尺寸符合制造厂技术要求并防松措施可靠
观察
滤网安装
粗滤网
固定牢靠
观察
緒滤网
固定牢靠,濾芯底部不透光
透光法.观察
防雨罩安装
与过濾室之间连接严密
观察
紧固件安装
螺栓
紧固、锁紧
观察
膨胀节安装
外观
完好
观察
尺寸
符合制造厂技术要求
钢卷尺
结合而
密封而与刚性部件之间连接紧密
观察
:
s:
y
外观尺寸
平整,牢固,不影响设备及管道膨胀
观察
表8丄19进气系统封闭检查
工序
检验项目
性质
单位
质量标准
检验方法及测呈器具
封闭前检査
清洁度
主控
系统内部清洁,无异物
观察
垫片
主控
垫片安装正确,无伸入通道部分
观察
滤网
主控
齐全、清洁,无破损
观察
螺栓、定位销安装
主控
齐全,防松措施可靠
观察
燃气轮机进气道油漆
主控
符合制造厂技术要求
观察
表8丄20排气设备安装
工序
检验项目
性质
单位
质虽标准
检验方法及测虽器具
安装前检査
外观
清洁,无毛刺、无锈蚀和径向沟槽
观察
地脚螺栓
中心线偏差
主控
mm
W3
钢卷尺
标高偏差
主控
mm
0〜+5
水准仪
DL/T5210.3—2018
工序
检验项目
性质
单位
质虽标准
检验方法及测虽器具
排气设备安装
法兰密封垫
无缺口,内侧尺寸略大于通道尺寸,两面涂抹耐高温密封涂料
观察
紧固件
牢靠并锁紧
观察
膨胀节安装
外观
完好
观察
尺寸
符合制造厂技术要求
钢卷尺
结合面
密封面与刚性部件之间连接紧密
观察
排气扩散段与排气框架连接法兰安装
结合面
无错口,涂抹耐高温密封涂料
观察
螺栓安装
螺纹涂抹耐高温抗咬合剂,紧固力矩符合制造厂技术要求,防松措施可靠
观察
排气支架安装
支架滑动而垫
片安装
符合制造厂技术要求
观察
表8丄21排气系统封闭检查
工序
检验项目
性质
单位
质蚩标准
检验方法及测量器具
封闭前检査
内部清洁度
主控
清洁、无异物
观察
内部保温
主控
密实,压板搭接顺气流方向,压板螺栓防松措施可靠,膨胀间隙符合设计要求
观察
内部螺栓安装
主控
正确、齐全,防松措施可靠
观察
垫片安装
主控
正确,无伸入通道部分
观察
表8丄24罩壳安装
工序
检验项目
性质
单位
质蚩标准
检验方法及测量器具
检査
外观
无锈垢.无损伤,骨架平宜,接缝严密
观察
安装
罩壳尺寸
不妨碍设备、管道热膨胀
观察
罩壳开孔
规则,穿孔处密封严密
观察
风机和风门
牢靠,动作灵活
观察
罩売与地面接缝
密封严密,采用防火材料封堵
观察
罩壳严密性
密封严密
透光、观察
平台、楼梯、栏杆安装
平整,不影响设备及管道膨胀
观察
表8丄25二餐嵐炎臾系统试验
工序
检验项目
性质
单位
质筮标准
检验方法及测虽器具
检查
设备及管路
安装完毕,管路吹扫洁净,强度试验及严密性试验符合制造厂技术要求
观察、核査签证
试验前准备
二氧化碳罐
己充入足够的二氧化碳,储量.压力、温度等指示明确
观察
声光报警系统
调试合格
观察、核査签证
喷放区域严密性
检査完成
观察
系统逻辑
回路检査合格,手动和自动控制具备投运条件
观察、核査签证
通风系统
安装完毕,具备投运条件
观察
系统试验
火警指令后
停机程序激活,火警区域通风机立即停运,风机风门及时关闭
观察
火警声光设备
动作正常
观察
初放与续放延时
符合制造厂技术要求
观察
喷嘴
喷放正常
观察
二氧化碳浓度
符合制造厂技术要求
观察
燃气轮机本体管道安装
表822燃气轮机本体管道安装
工序
检验项目
性质
单位
质筮标准
检验方法及测虽器具
管道连接
管逍
内部清洁、无异物,预制
管道编号齐全
观察
外观
无胀口,内部清洁无异物
观察
与刚性管逍连接
牢固、可靠
观察
与设备连接
无扭曲.无过度弯曲或拉伸
观察
阀门安装
阀门
方向正确,动作灵活,严密性检査合格
观察
法兰连接
紧固件力矩
符合制造厂技术要求
力矩扳手
垫片安装
燃油系统
材质符合设计要求
观察
燃气系统
材质、规格符合设计要求,垫片内径略大丁•管道法兰内径
观察
续表8.2.2
工序
检验项目
性质
单位
质虽标准
检验方法及测虽器具
静电接地安装
法兰导线跨接电阻值
主控
Q
£0.03
绝缘电阻表
材料或零件
主控
导电接触面不得涂漆,无锈蚀、接触严密
观察
不锈钢和有色金屈管道接地线连接
主控
用同材质连接板过渡连接
观察
管道系统对地电阻值
主控
符合制造厂技术要求
绝缘电阻表
表8・2・3燃料供应系统管道严密性试验
工序
检验项目
性质
单位
质虽标准
检验方法及测虽器具
强度试验
水压试验
水质
洁净水,奥氏体不锈钢管试验用水氯离子浓度不超过25mgL
观察、核查报告
水温
主控
水温不低于59
温度计
试验压力
主控
MPa
1.5倍管道系统设计压力
压力表
稳压时间
主控
h
0.5
计时
试验检查
主控
无变形、无渗漏,压降不大于试验压力的1%
观察
试验后排水
主控
及时排尽、系统干燥处理
观察
气压试验
介质
空气
观察
试验压力
主控
MPa
1.15倍管道系统设计压力
压力表
稳压时间
主控
h
0.5
计时
试验检查
主控
表计指示无变化,管道无变形,系统无异声,发泡剂检査无池漏
观察
严密性试验
水压试验
水质
洁净水,奥氏体不锈钢管试验用水氯离子浓度不超过25mgL
观察、核查报告
水温
主控
水温不低于59
温度计
试验压力
主控
管道系统设计压力
压力表
稳压时间
主控
h
24
计时
试验检查
主控
压降不大于试验压力的1%
观察
气压试验
介质
空气
观察
试验压力
主控
管道系统设计压力
压力表
稳压时间
主控
h
24
计时
试验检查
主控
发泡剂检查无泄漏
观察
DL/T5210.3—2018
表824燃料供应系统管道吹扫
贡
□
n
蹄zhl5?
2
流
Sm/
□
n
鬻常
流
□
s
□
n
铁无
mm,
5扫吹物续杂连'
锈
天然气管道吹扫
力压
表力压
燃气轮机辅助设备及附属机械安装
表8・3・4燃气轮机集装式设备安装
工序
检验项目
性质
单位
质虽标准
检验方法及测虽器具
基础准备
纵、横中心线偏基
mm
W10
钢卷尺
基础标高偏差
mm
-10-0
水准仪
预埋地脚螺栓
标高偏差
mm
0〜+10
水准仪
中心距偏差
mm
W2
钢卷尺
地脚螺栓孔
中心偏差
mm
W10
钢卷尺
深度偏湼
mm
0〜+20
钢卷尺
垂直度偏差
mm
小于螺栓孔深度的10%。
线坠、钢卷尺
设备检査
设备外观
清洁、无损伤,组件齐全
观察
箱罐设备
外观
无损伤,焊缝无开裂或漏焊
观察
法兰
内外口与箱体密封焊,栽丝孔不穿透箱壁
观察
滤网
淸洁无破损,与框架结合严密
观察
灌水试验
24h无渗漏
观察
续表8.4.2
工序
检验项目
性质
单位
质虽标准
检验方法及测虽器具
设备检査
箱罐设备
内部
淸洁,无异物,内壁防腐符合设计要求.无起皮或脱落
观察
自动上水、上油阀
动作正确,关闭严密
观察
接口
符合制造厂技术要求
观察
阀门
操作机构灵活准确
观察
设备安装
框架模块
标高偏差
mm
W10
水准仪
纵、横中心线
mm
W10
钢卷尺
箱罐
标高偏基
mm
W5
水准仪
纵、横中心线偏差
mm
W5
钢卷尺
水平
水泡居中
水平尺
箱罐液位计
牢固可靠,动作灵活,指示正确,无渗漏
观察
防挣电设施
接地装置可靠,接地电阻符合设计要求
观察,绝缘电阻表
表8.3・5燃气轮机通风、密封冷却系统设备安装
工序
检验项目
性质
单位
质筮标准
检验方法及测量器具
风机检査
机壳
无损伤.无裂纹,卧式机壳卸油孔畅通
观察
叶片
完好,与外壳无摩擦且转动平稳
观察
传动装置外篦部位及直通大气的进、出口
有防护罩或防护网
观察
风机安装
标高偏差
mm
W10
水准仪
水平度偏差
mm'm
W2
水平尺
疏水管出口与机壳底部垂立距离
mm
勿500
钢卷尺
疏水管出口处水封高度
mm
比风机风压高50±20
钢卷尺
排气管安装坡度
主控
>0.5%,方向与气流相反
水平尺、钢直尺
8.4厂区燃气管道安装
DL/T5210.3—2018
表8・4・4厂区燃气管道安装
工序
检验项目
性质
单位
质虽标准
检验方法及测虽器具
定位尺寸检査
管道标高偏基
架空
mm
W10
水准仪
地沟
mm
-10—4-15
水准仪
埋地
mm
-10—4-20
水准仪
立管垂直度
mm
£21/1000(厶为立管长度),S
线坠,钢卷尺
管逍坡向坡度
符合设计要求
水平仪
管道对口及
焊缝
检査
坡口外观检査
坡口表而及两侧20mm内母材(内、外壁)霜出金屈光泽,无毛刺、油垢、油漆、锈蚀、重皮、裂纹.破损等缺陷
观察
对口错口值
单面焊
mm
局部错口值不超过壁厚的
10%,口小于1
焊接检验尺
双面焊
mm
局部错口值不超过焊件厚度的10%,且小于3
焊接检验尺
对口平宜度
DN<100mm
mm
钢直尺距焊口中心200mm处测虽
DNM100mm
mm
W2
钢直尺距焊口中心200mm处测虽
焊缝与弯管弯曲点的间距
主控
mm
大于管子外径,>100
钢卷尺
焊缝与开孔的间距
主控
mm
>50
钢卷尺
直管段两个焊缝的间距
DN^500mm
主控
mm
大于管子外径,>150
钢卷尺
DN>500mm
主控
大于管子外径
钢卷尺
焊缝与支吊架边缘的间距
主控
mm
>50
钢卷尺
焊缝检査
主控
100%外观检查后进行无损探伤,符合设计要求
观察
螺纹连接
接管内部检査
清洁、无异物
观察
管逍对接
螺纹无断齿、无毛刺,涂料使用符合制造厂技术要求,外露2
 升级会员
升级会员 