中低碳锰铁技术操作规程.docx
《中低碳锰铁技术操作规程.docx》由会员分享,可在线阅读,更多相关《中低碳锰铁技术操作规程.docx(20页珍藏版)》请在冰豆网上搜索。
中低碳锰铁技术操作规程
中低碳锰铁技术操作规程
1成品规格
1.1牌号及化学成分
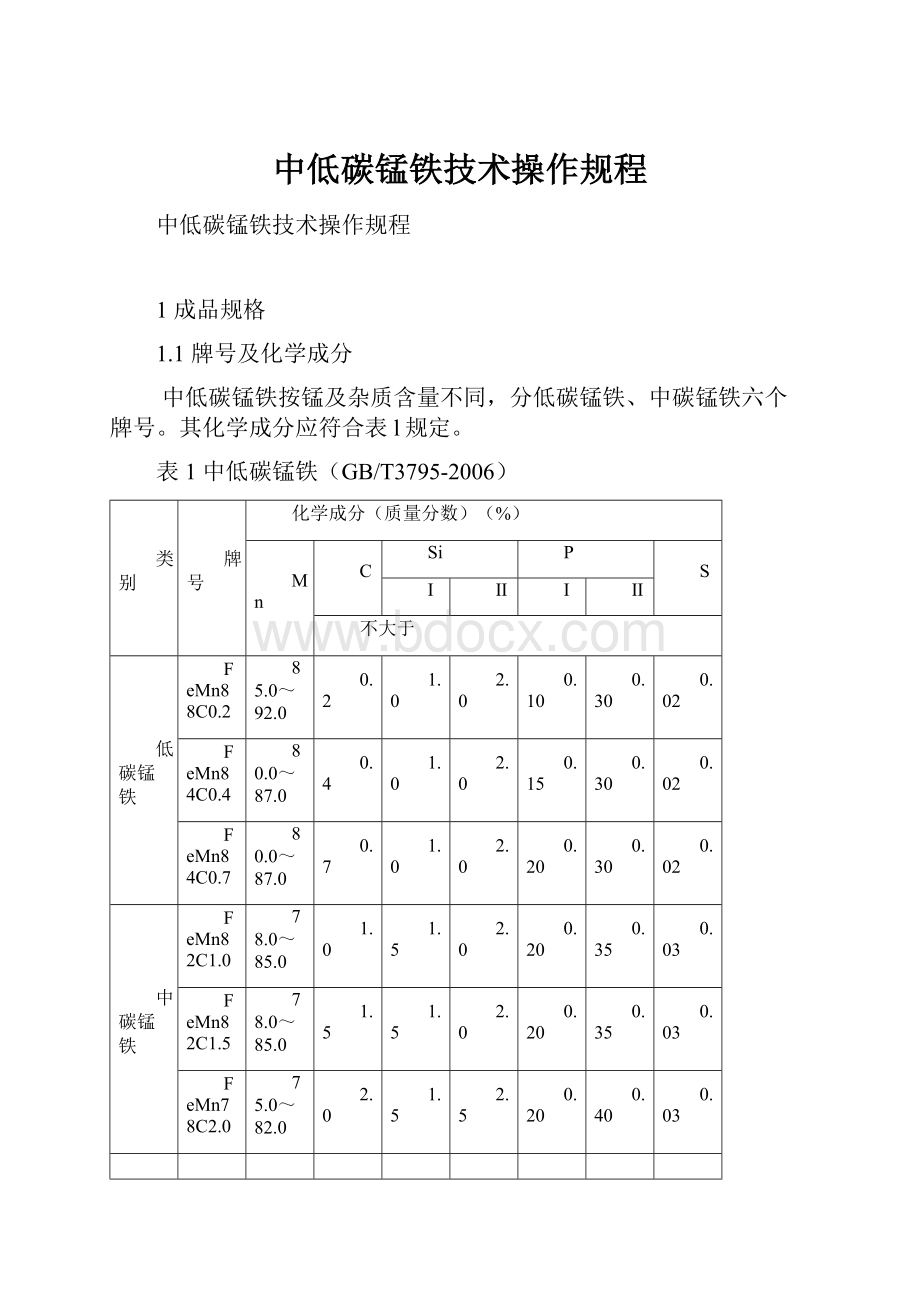
中低碳锰铁按锰及杂质含量不同,分低碳锰铁、中碳锰铁六个牌号。
其化学成分应符合表l规定。
表1中低碳锰铁(GB/T3795-2006)
类别
牌号
化学成分(质量分数)(%)
Mn
C
Si
P
S
Ⅰ
Ⅱ
Ⅰ
Ⅱ
不大于
低碳锰铁
FeMn88C0.2
85.0~92.0
0.2
1.0
2.0
0.10
0.30
0.02
FeMn84C0.4
80.0~87.0
0.4
1.0
2.0
0.15
0.30
0.02
FeMn84C0.7
80.0~87.0
0.7
1.0
2.0
0.20
0.30
0.02
中碳锰铁
FeMn82C1.0
78.0~85.0
1.0
1.5
2.0
0.20
0.35
0.03
FeMn82C1.5
78.0~85.0
1.5
1.5
2.0
0.20
0.35
0.03
FeMn78C2.0
75.0~82.0
2.0
1.5
2.5
0.20
0.40
0.03
高纯锰铁分为两个牌号,其化学成分应符合表2规定。
需方如对化学成分有特殊要求,可由供需双方另行商定。
表2高纯锰铁
牌号
化学成分(质量分数)(%)
Mn
C
Si
P
S
Ⅰ
Ⅱ
Ⅰ
Ⅱ
Ⅰ
Ⅱ
不小于
不大于
GCMn01
83.0
85.0
0.1
1.0
1.5
0.10
0.15
0.02
GCMn02
83.0
85.0
0.2
1.0
1.5
0.10
0.15
0.02
1.2物理状态
表3中低碳锰铁成品粒度范围
等级
粒度范围
(mm)
偏差(质量分数),%
筛上物
筛下物
不大于
1
20~250
10
2
50~150
5
5
3
10~50
5
5
4
-40目~+160目
5
30
1.2.1中低碳锰铁一般以块状交货,也可以粒状交货,其供货粒度应符合表3的规定。
1.2.2需方如对粒度有特殊要求,可与供方协商。
2原料技术条件
2.1锰矿
2.1.1对锰矿石的要求
根据所生产的中低碳锰铁牌号不同,入炉锰矿石也相应地分为七种牌号,其主要质量指
标应符合表4规定。
表4入炉锰矿技术要求
类别
牌号
锰矿石的质量指标(%)
Mn≥
Mn/Fe≥
P/Mn≤
1
GCMn
48
18
0.0005
2
FeMn88C0.2
48
18
0.0005
3
FeMn84C0.4
48
10
0.001
4
FeMn84C0.7
45
10
0.002
5
FeMn82Cl.0
45
9
0.002
6
FeMn82C1.5
45
9
0.002
7
FeMn78C2,0
45
8
0.002
2.1.2锰矿的粒度5~80mm,水分小于3%。
2.1.3锰矿中不得混有硅石和碳质杂物。
2.2锰硅合金
2.2.1化学成分
生产不同牌号的中锰所用锰硅合金的化学成分如表5所示。
表5锰硅合金化学成分
牌号
化学成份(%)
Mn
Si
C
P
S
使用范围
Ⅰ
Ⅱ
不大于
MnSiZ1
60
30
0.05
0.05
0.10
0.04
C≤0.1
MnSiZ2
60
27
0.15
0.10
0.20
0.04
C≤0.2
MnSiZ3
60
25
0.3
0.10
0.20
0.04
C≤0.4
MnSiZ4
60
24
0.4
0.10
0.23
0.04
C≤0.5
MnSiZ5
60
22
0.7
0.13
0.23
0.04
C≤0.7
MnSiZ6
65
19
0.85
0.13
0.23
0.04
C≤1.0
MnSiZ7
65
17
1.4
0.13
0.23
0.04
C≤1.5
MnSiZ8
65
14
2.0
0.30
0.30
0.04
C≤2.0
2.2.2物理状态
正常情况下锰硅合金呈液态兑入中锰炉内,要求液态锰硅合金表面无渣。
2.3石灰
2.3.1化学成分:
石灰Ca0≥85cYo,Si0。
≤2.OcYo、P≤0.005%;粒度10~60mm;要求石灰粒度均匀,其中小于10mm的粉末不大于5%,生、过烧不超过总量的5%。
2.3.2物理状态:
粒度在10~50mm,生烧不超过5%,不得带有碳质夹杂物、煤渣。
3配料
3.1原料配比由电炉技术员计算,经分厂技术组审核,生产厂长同意后,共同确定实施。
当炉料化学成分、水分、炉渣碱度、炉况等有较大变化时,当班冶炼班长对料比可做适当调整。
3.2要求原料称量准确,料批中配料误差不超过±2kg。
3.3班长要经常检查原料变化情况,如有变化及时处理。
3.4配料工应经常观察原料变化情况,发现问题应及时向班长汇报。
3.5配料应按石灰、锰矿顺序进行,配料平台应有破碎好的锰硅合金,留作备用。
3.6原料配比及消耗数量要如实填写在冶炼卡片上。
4设备维护
4.1电炉设备参数(见表6)
表63.5MVA电炉设备参数
炉壳直径mm
6600
炉壳高度mm
3400
炉膛直径mm
3490
炉膛深度mm
1500
电极直径mm
450
极心圆直径mm
1250
极心圆功率密度kW/m2
2700
常用电压级V
178
电极电流A
11352A
妒衬材质
镁质
电极材质
自焙
下料管数
3~4个
电极行程mm
1600
4.2电炉变压器参数(见表7)
额定容量(kVA)
实际功率(kW)
高压则
电压级
低压侧
电极电流密度(A/cm2)
电流电压比
(V)
(A)
(V)
(A)
注:
常用电压级为l级。
4.3供电制度
中低碳锰铁采用间歇式生产,在加料后熔化期给满负荷,精炼期电流减弱,其电力负荷
曲线如图1所示。
4.4交接班制度
交接班实行对口交接制,介绍当班设备情况,发现问题及时找有关人员处理。
4.5巡检制度
经常巡视出铁口、出铁流槽、炉眼及炉壳周围,以防跑眼、漏炉、漏包,烧坏包车、罐
车及其它设备。
4.6热兑流槽的维护
维护好热兑流槽,每班剃流槽两遍,在热兑前,一定要检查热兑小车各部件是否完好,以防损坏设备。
4.74.5m平台工作人员职责
4.7.1要有专人监视炉内化料情况及电极、水套、固定套等设备是否有打弧接地现象,发现问题要及时停电处理,以防损坏设备。
4.7.2每次出完炉后,要坚持做到修补热兑流槽并及时剔补炉墙。
4.7.3维护好电极、铜瓦,要经常检查电炉冷却水水温变化并及时调整。
4.7.4在启动炉体旋转机枸时,操作人员必须与4.5米工作人员联系好。
4.7.513m配料小车不得超载。
4.7.6冶炼班长或副班长负责监视炉上设备是否有往炉内漏水现象,发现漏水及时通知机械人员处理。
如果漏水严重,炉内有积水,要及时停电,严禁活动电极,以防发生爆炸事故,待漏水问题处理完毕,炉内积水完全蒸发后,方可正常操作。
4.8铁水包必须用中锰渣挂衬后方可使用,发现铁水包损坏必须立即找有关人员处理,严禁使用不合格铁水包,防止发生漏包事故。
5熔炼操作
5.1为防止弧光、炉渣侵蚀炉底,延长炉衬使用寿命,应采取留铁法操作,出炉后炉底应留有100mm厚的铁水层。
5.2出炉完毕应立即用镁砂包堵眼,深度应达到炉墙内壁,并认真观察炉衬侵蚀情况,侵蚀严重的地方要用J曰镁砖补炉。
5.3加料方法
5.3.1旋转炉体
5.3.1.1出炉结束后,转动炉体,将约1/3炉料加入炉内,加料结束停止旋转炉体。
5.3.1.2加料速度应和炉体旋转速度相适应,防止局部堆积过高或缺料,炉料纵截面应呈双峰型。
5.3.1.3炉料预热熔化时间约为20分钟左右,然后将液态锰硅合金兑入熔池。
5.3.1.4热兑结束后,送电并加入剩余炉料。
5.3.1.5热兑必须停电操作,同时要控制好流速,防止喷溅和铁流直接冲击电极。
5.3.2固定炉体
5.3.2.1出炉结束后,送电并加入约1/3炉料进行预热熔炼,时间约为20分钟左右。
5.3.2.2预热结束后,兑入液态锰硅合金,然后送电,并加入剩余炉料。
5.3.2.3热兑必须停电操作,同时要控制好流速,防止喷溅和铁流直接冲击电极。
5.4当炉料大部分熔化后,应剔去炉墙周围的挂渣,并把未熔化的炉料推向高温区,加快脱硅速度。
5.5精炼末期及时取样判断合金含硅,认定成分合格立即抬超电极,出铁口对准钢包,开眼出炉。
5.6炉渣碱度CaO/Si02控制在1.1-1.3范围内。
5.6.1碱度过高
电极弧光在渣面裸露较长,响声大,化料速度慢,炉墙挂渣多,炉口棕色烟气浓,渣子粘稠,凝固快,渣铁难分,炉眼不好堵,易跑眼。
5.6.2碱度过低电极不露弧,响声小,化料速度快,渣稀流动性好,炉衬侵蚀严重,渣中跑锰高。
5.7取样判硅方法
5.7.1硅低(Si<0.8%)
液体试样粘稠,流动性不好,上花快且密,表面皱纹多,断口暗,晶粒细,易打碎。
5.7.2硅高(Si>2.0%)
液体试样流动性好,试样表面光滑,冷凝后表面黑皮全部脱落。
断口有光泽,不易打碎。
5.7.3正常硅量f0.8%~1.5%)
液体试样较粘稠,流动性不好,上花快且密,表面邹纹较多,断口较暗,晶粒细,较易打碎。
5.8电极压放
5.8.1每班根据使用电极消耗情况压放电极。
5.8.2压放电极应利用精炼期,每次压放电极长度为不得超过300mm。
5.8.3电极压放前,必须用铁棍敲打铜瓦内及铜瓦上方部位的电极壳,确认是否悬糊,发现悬糊应及时处理,敲打电极时,必须停电操作。
5.8.4一切正常后送电。
5.8.5压放电极后,送电必须缓慢升负荷,防止电流过大发生电极事故。
6热兑锰硅合金工艺
6.1热兑设备
6.1.1装备有电子称的天车一台。
6.1.2龙门吊钩一付。
6.1.3热兑溜槽一架。
6.2热兑操作工艺
6.2.1自用锰硅合金出炉后,扒净炉渣吊运至精炼电炉。
6.2.2使用装备有电子称的天车将液态锰硅合金沿热兑溜槽缓慢注入电炉。
6.2.3热兑时,电炉必须停电操作,同时,严格控制热兑速度,防止铁水喷溅烧坏设备或伤人,避免铁流直接冲击电极。
热兑中期可允许取液态锰硅样。
6.2.4铁水全部注入炉内后,检斤锰硅合金热兑重量。
6.3精心使用、维护热兑设备,发现问题及时处理
7出铁浇注
7.1出铁前必须仔细检查包衬、渣罐及小车等所用工具和设备是否完好。
7.2出铁口在正常情况下用堵耙和铁棍打开,必要时可用电烧穿器或氧气烧眼。
7.3出铁完毕立即用镁砂包堵眼,堵深、堵实。
7.4铁包里的渣铁由天车注入铁罐内,盖渣浇注,铁罐冷却至次日由本班精整入库,残渣装入铁罐,倒入富渣车皮内。
7.5铁水包每班第三炉定期挂衬,轮换使用,发现破损及时修补。
7.6混渣合金及精整屑圆炉重熔。
8出铁口维护
8.1堵眼时,先用镁砂截流,再根据炉衬侵蚀情况,用旧镁砖、镁砂、石灰补炉,炉前用镁砂包将炉眼堵深、堵实。
8.2在没有得到有关领导允许的情况下,禁止用压料、电烧眼等方式降炉眼。
8.3出铁口轮换使用,每班轮换一次,特殊情况下由技术员做出决定。
8.4不用的炉眼要封死,封眼时使用镁质捣打料封堵,用堵耙捣实,以防跑眼。
8.5当流槽被侵蚀时,出炉完毕后用镁质捣打料热修流槽,如侵蚀严重应拆掉重砌。
9停炉与拆炉
9.1停炉前认真检查设备并做好停炉准备工作。
9.2停炉前的最后一炉应低碱度操作,剔净炉墙周围残料,将炉内尽量放空。
9.3拆炉
9.3.1停炉后需换衬时,应在停电后立即向炉内浇适量水冷却炉体。
9.3.2拆炉应按顺序自上往下拆,拆到炉底完整为止,拆完最后一层镁砖,应立即砌上一层新砖。
9.3.3拆炉期间应对机电设备进行维修。
10炉衬砌筑与开炉
中低碳锰铁捣打料砌筑规程。
10.1耐火材料性能见表8。
10.1.1常用耐火材料的理化指标及主要性能
名
称
表示方法
执行标准
外形尺寸(mm)
砖号
a
b
c
粘
土
砖
T-3
GB/T2992-1998
230
114
65
镁
砖
M-1
GB/T2275-2001
230
115
65
碳
砖
TkD
YB/T2805-1997
1200
400
400
名
称
理化指标及性能
MgO
(%)
CaO
(%)
灰分
(%)
耐火
度(℃)
0.2MPa荷
重软化
开始温
度(℃)
显气
孔率
(%)
常温耐压
强度
(MPa)
重绕线变化
2h(%)
抗渣性
耐
急
冷
急
热
性
1400℃
1650℃
酸
碱
粘
土
砖
≥1730
≥1350
≤24
≥24.5
+0.1,-0.5
合
格
坏
合
格
镁
砖
≥91
≤3
2000
≥1550
≤18
≥58.8
≤0.5
坏
好
坏
碳
砖
≤8
≤25
≥30
10.1.2镁质捣打炉料理化指标要求(见表9)
表9镁质捣打炉料理化指标要求
化学成分(%)
SiO2
Fe2O3
CaO
Al2O3
MgO
<1.5
4~6
6~8
<0.5
≥85
铬系
<1.5
6~8
7~9
<0.5
≥83
锰系
粒度(mm)
0~5
体积密度
(g/cm3)及强度变化
松装密度
(g/cm3)
烧后密度
(1600Co/3h)
重烧线变化(%)1600Co/3h
烧后抗压强度(MPa)1600Co/3h
>2.3
>2.8
<2.5
>35
矿物组成
主晶相
次晶相
M(方镁石)
以C2F为主,C2S.C4AF等次之,不应有游离F、C
10.2砌炉材料用量见表10。
表103500kVA电炉砌炉材料用量表t
捣打料
标准型镁砖(M-l)
粘土粒
卤水
石棉板
镁砂粉
镁砂
粘土砖
异型镁砖
10.3工具准备和砌筑要求
10.3.1平板振动器一台,其它工具如下:
a.砌砖工具:
大铲、刨锛、木锤、泥槽、泥桶、扫帚、水平尺、木杆、小线。
b.安全灯、探照灯。
10.3.2捣打炉料应保持干燥,如砌筑结束后,暂不送电运行,应做好防水防潮工作。
10.3.3每层捣打炉料用平板振动器均匀振捣捣实,每层捣打结束后,表面进行麻面处理(用锯齿刮成麻面),以使两层之间结合紧密。
10.4砌筑程序
10.4.1炉底砌筑
①首先铺10mm石棉板,上面平铺100mm厚粘土粒做弹性层,在弹性层上平砌2层(65×2mm),侧砌3层(115×3咖)粘土砖。
②粘土砖上侧砌5层普通镁砖(115×5mm)。
10.4.2捣打料砌筑:
采用干打法。
打结炉底和出铁口:
每次平铺150~200mm左右,用振打器打实后,把表面处理成麻面,继续平铺150~200mm,打实,到打结至950mm时,开始炉墙盘圆,用异型镁砖按炉膛直径盘出115mm宽的圆,炉壳与砖之间用捣打料铺平、振实,炉墙第一层砌完后,其它部分
按梯形收缩至炉口为止(图2)。
10.4.3电炉停炉换衬有条件时,炉内不浇水或少浇水,以保证捣打料的完整性,炉内渣、铁清除干净,再进行新炉衬的砌筑。
表11电烘炉进度表
送电时间
停电时间
经过(h)
间歇(min)
一次电流(A)
二次电流(A)
计划耗电
(KWh)
时间电耗
(KWh)
操作工
合计
10.5烘炉制度
所有捣打料炉衬电烘炉时,要求电烘炉时间略长于镁砖衬,间歇时间适当延长。
电烘炉方案:
10.5.1送电前通知机电值班人员到炉上检查机电设备,冶炼班长检查电炉水冷设备回水情况、悬挂、卷扬等设备,确认设备无误后,方可由冶炼班长指挥送电。
10.5.2清扫炉内杂物,平铺2吨石灰,再铺回炉铁两小斗,铺平后在上面加铺2吨锰硅合金铺平、沟通三相电极。
10.5.3料仓中预先准备锰矿10吨,石灰3吨、4吨锰硅,锰硅引弧送电后,然后加小面料压弧,并逐步加入烘炉料。
10.5.4操纵工严格按送电表给负荷,准确记录送、停电时间及实际耗电量。
10.5.5耗电完成95%时取样,合金成分合格后开眼放渣。
10.5.6烘炉期间,冶炼操作人员及时巡视设备运行情况和烘炉情况,发现问题及时找有关人员处理。
10.5.7电烘炉时间一定要有专人看护。
10.5.8烘炉电不准超过预耗电(见表11)。
11生产过程中的化验分析制度
11.1锰矿
11.1.1锰矿每月做两次全分析,分析内容包括Mn、Si02、Al203、Ca0、Mg0、Fe0、P、S等。
11.1.2倒运时每批取样分析Mn、Fe0、P、和H20。
11.1.3进口锰矿倒运时每批分析H20,其它成分以大样为准。
11.2白灰
11.2.1按白灰产地每月做两次全分析,分析Ca0、Si02、Al203、Mg0、Fe0、P、S等。
11.2.2每月随机抽查Ca0和P4~6次。
11.3锰硅合金
兑入中锰炉的自用锰硅合金,每炉取一个样,化验分析Mn、Si、C、P等元素。
11.4中低碳锰铁
每炉合金取样一个,化验分析Mn、Si、c、P、s等元素;每月取两个全分析样,分析Mn、Si、C、P、S、Fe。
11.5炉渣
中锰渣每天取一个渣样做全分析,允析Mn、Si02、Ca0、Mg0、Al203、Fe0、P、S等。
附录A配料计算
A.1合金、原料
A.1.1合金拟定成分(见表12)
表12合金化学成分(%)
名称
Mn
si
c
P
Fe
中低碳锰铁
80
1.5
1,5
0,20
16.8
锰硅合金
68
18
1.3
0.13
12
A.1.2锰矿成分(见表13)
表13锰矿化学成分(%)
成分
Mn
Si02
CaO
Mg0
Fe0
Al203
P
Mn/Fe
含量
48.50
5.32
2.54
0.66
3.29
3.50
0.056
19.48
A.1.3石灰成分(见表14)
表14石灰成分(%)
CaO
Si02
Mg0
P
85
2.5
0.8
0.02
A.2配料计算
A.2.1计算依据
A.2.1.1锰矿中各元素的分配(见表15)
表15锰矿元素分配
元素
入合金
入渣
挥发
Mn
30
50
20
Fe
90
10
P
70
5
25
A.2.1.2锰硅合金各元素分配
Mn入合金100%,Si入合金8%,Si反应利用率70%。
A.2.2以100kg锰矿为基础进行计算,炉渣碱度1.2。
A.2.2.1锰硅合金用量计算(见表16)
表16锰硅合金用量(Kg)
氧化物
反应式
还原需硅量
Mn304
2Mn304+Si=6MnO+Si02
lOO×0.485×28/330=4.12
Mn0
2MnO+Si=2Mn+Si02
lOO×0.485×(0.3+0.2)×2.8/110=6.17
Fe203
2Fe203+Si=4FeO+Si02
lOO×56/72×28×0.0329/224=0.32
Fe0
2FeO+Si=2Fe+SiO2
100×56/72×0.9×28×0.0329/112=0.58
合计
11.19
故需锰硅合金量:
11.19÷(70%×0.18)=88.81kg
A.2.2.2石灰用量计算(见表17)
表17石灰用量(kg)
锰矿带入量
锰硅氧化生成Si02量
合计
100×5.32%=5.32
88.81×0.18×0.92×60÷28=31.51
36.83
表18合金重量及成分
成分
来源
重量Kg
合计
含量(%)
Mn
锰矿
lOO×0.485×0.3=14.55
74.94
82.82
锰硅合金
88.81×0.68=60.39
P
锰矿
0.056×0.7=0.0392
0.1547
0.17
锰硅合金
88.81×0.0013=0.1155
C
锰矿
0
1.15
1.27
锰硅合金
88.81×0.013=1.15
Si
锰矿
0
1.28
1.41
锰硅合金
88.81×0.08×0.18=1.28
Fe
锰矿
3.29×56÷72×0.9=2.303
12.96
14.32
锰硅合金
88.81×0.12=10.66
合计
90.48
99.99
锰矿带入Ca0量:
100×2.54%=2.54kg
需加Ca0量:
1.2×36.83-2.54=41.66kg
故需石灰总量:
41.66÷(0.85-1.2×0.025)=50.8kg
炉料配比:
锰矿100kg
锰硅合金88.81kg
石灰50.80kg
A.3合金重量及合金成分见(表18)
A.4炉渣重量及成分(见表19)
表19炉渣重量及成分
成分
来自锰矿(kg)
来自锰硅合金(kg)
来自石灰(kg)
共计(kg)
含量(%)
Mn0
100×0.485×0.5×71÷55=31.3
31.3
26.2
Si02
100×0.0532=5.32
31.51
50.80×0.025
38.1
31.8
Ca0
100×0.0254=2.54
45.72
38.2
Mg0
100×0.0066=0.66
50.80×0.85
0.66
0.55
Al203
100×0.035=3.5
3.5
2.93
Fe0
100×3.29%×0.1=0.329
0.329
0.28
P205
100×0.00056×0.05×142÷
62=0.0064
0.0064
0.005
合计
43.65
31.51
44.45
119.615
99.9
 升级会员
升级会员 