钎焊对TZM合金与ZrCpW复合材料接头界面组织及性能的影响.docx
《钎焊对TZM合金与ZrCpW复合材料接头界面组织及性能的影响.docx》由会员分享,可在线阅读,更多相关《钎焊对TZM合金与ZrCpW复合材料接头界面组织及性能的影响.docx(10页珍藏版)》请在冰豆网上搜索。
钎焊对TZM合金与ZrCpW复合材料接头界面组织及性能的影响
钎焊时间对TZM合金与ZrCp-W复合材料接头界面组织及性能的影响
摘要:
采用Ti-28Ni(质量分数,%)钎料在1040℃实现了TZM合金与ZrCp-W复合材料的真空钎焊连接,分析了钎焊时间对TZM合金与ZrCp-W复合材料接头界面组织及力学性能的影响.结果表明,钎焊接头的典型界面结构为TZM/Ti(s,s)/Ti2Ni/(Ti,Zr)C+W(s,s)/ZrCp-W,钎缝宽度随保温时间的延长而增大,其中Ti(s,s)层的厚度没有变化,Ti2Ni层厚度略有降低,而扩散层厚度随保温时间的延长稍有增加.当保温时间为10min时,接头获得最大抗剪强度值120MPa,接头断裂发生在TZM母材.
关键词:
钎焊;TZM钼合金;ZrCp-W复合材料;界面组织;力学性能
0序言
TZM合金(Mo-0.5Ti-0.08Zr-0.02C,质量分数,%)是含有微量Ti,Zr,C等元素的钼合金,具有熔点高、高温力学性能良好等特点,被广泛应用于火箭喷嘴、燃气管道、喷管喉衬及核能源设备的辐射罩、支撑架、热交换器、轨条等[1].ZrCp-W是在钨合金中加入一定比例的ZrC颗粒,通过热压烧结、原位反应、熔融浸渗法等方法制成的ZrC颗粒增强钨基复合材料,具有优异的高温力学性能和热震烧蚀性能,在航天防热部件、耐高温模具和卡具及热阴极发射材料等领域有广阔的应用前景[2].
实现TZM合金与ZrCp-W复合材料的连接,有望拓展两种材料在核能、航空、航天等领域的应用.钎焊是连接异种材料最常用的方法之一,但是目前,尚未发现对TZM合金与ZrCp-W复合材料进行钎焊连接的公开报道.在相关研究中,研究人员分别采用银基、钛基、金基及Ti-Ni基钎料对钼或钼合金、乌或ZrC等材料进行钎焊分析[3-8].
文中利用自制的Ti-28Ni(质量分数,%)钎料对TZM与ZrCp-W进行了真空钎焊试验,分析了钎焊时间对接头界面组织和反应产物及其力学性能的影响.
1试验方法
1.1试验材料
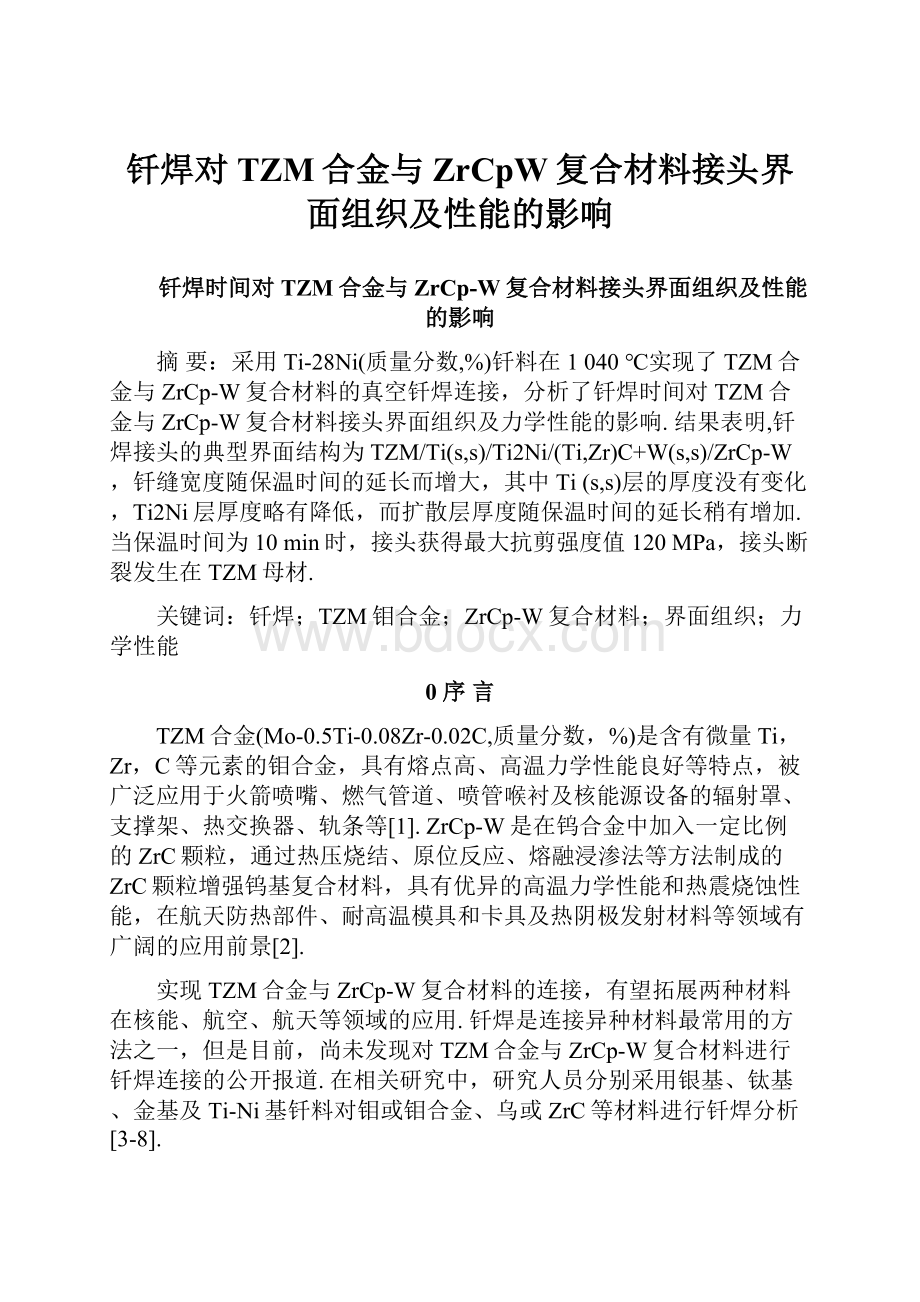
试验所用母材为TZM合金与ZrCp-W复合材料.其中TZM合金为商用轧制钼板;ZrCp-W复合材料为哈尔滨工业大学研制,由30%(体积分数)的ZrC与W经热等静压所得,其微观组织形貌如图1所示,白色相为钨颗粒,灰色相为ZrC,EDS数据显示,黑色相中C含量95%左右,推断为分解后聚集的石墨.
图1ZrCp-W复合材料的微观组织形貌
Fig.1MicrostructureofZrCp-Wcomposite
试验所用钎料由钛丝(牌号TA1,≥99.6%)和镍丝(牌号N6,≥99.5%)按照72∶28(质量数分,%)的比例经真空电弧熔炼所得.
1.2钎焊试验
将TZM和ZrCp-W母材分别加工成尺寸为20×10mm×3mm和5mm×4mm×4mm的试件.将TZM和ZrCp-W试件的待焊表面分别用500目、800目、1200目的砂纸和金刚石砂盘逐次打磨.将Ti-28Ni钎料加工成薄片,用砂纸双面打磨至厚度为100μm的箔片,将试件与钎料放入丙酮中超声清洗15min,风干后,依自下而上的顺序将TZM,Ti-28Ni,ZrCp-W进行装配,再对试件施加3kPa的垂直压力,放入真空度为5×10-3Pa的真空钎焊炉中进行钎焊.
钎焊时,首先升温至920℃,保温5min,然后以5℃/min的速率升温至1040℃,保温一定时间,最后以5℃/min的速率降温至200℃,随炉冷却至室温.5组试验的保温时间分别为0,5,10,20,40min.
1.3接头组织分析与力学性能测试
采用扫描电镜(Quanta200FEG)、能谱仪(HitachiTN-4700)以及X射线衍射仪(XRD)对接头的界面组织、反应产物和尺寸等进行了观察和分析,推断反应产物种类;利用万能试验机(Instron1186)对焊后试样进行剪切强度测试,压头下压速度为0.5mm/min,每组焊接试样测试5件,取其平均值.
2试验结果与分析
2.1钎焊接头界面组织
图2所示为钎焊温度1040℃,保温5min时获得的钎焊接头典型界面BSE照片.从图2中可以看出,Ti-28Ni钎料与两侧母材均发生反应,生成了多种反应产物(层),为了叙述方便,将接头界面组织分为Ⅰ、Ⅱ、Ⅲ三个反应层区,毗邻TZM合金的反应区Ⅰ,靠近ZrCp-W母材的反应区Ⅲ,以及介于两者之间的反应区Ⅱ.
图2TZM/Ti-28Ni/ZrCp-W钎焊接头典型界面结构
Fig.2TypicalmicrostructureofTZM/Ti-28Ni/ZrCp-Wjoint
根据图2可以看出,钎缝主要包括4种不同的相,分别标记为A,B,C,D四点.其中,浅灰色相(A点)主要分布于I区,深灰色相(B点)主要分布于II区,白色颗粒状相(D点)遍布点于III区,同时,在III区的白色相中间,还散布着一些黑色相(C点).
表1为图2中各点的EDS结果,根据化学成分分析了各点对应的反应产物:
A点主要由Ti,Mo两种元素组成,推断其为钛基固溶体;B点主要由Ti,Ni元素组成,两者原子比约为2∶1,推断其为Ti2Ni,推断B点为Ti2Ni与ZrC形成固溶体;C点所含主要元素为Ti,C,Zr,根据其比例,认为其为TiC和ZrC的固溶体;D点成分组成与ZrCp-W母材相一致,推断其为钨基固溶体.
表1图2中钎焊接头各点成分分析结果(原子分数,%)
Table1EDSresultofeachspotasmarkedinFig.2
区域MoTiNiWZrC可能相A24.7760.043.634.497.07—Ti(s,s)B0.8637.2919.980.129.0732.68Ti2NiC0.3537.810.980.945.0754.85(Ti,Zr)CD0.782.643.4187.245.93—W(s,s)
2.2保温时间对钎焊接头界面组织的影响
图3为钎焊温度1040℃,保温时间分别为0,5,10,20,40min的接头界面组织的BSE照片.由图可见,整个钎焊接头的宽度随保温时间的延长而增大,但各区变化各有不同,Ⅰ区宽度基本没有变化,Ⅱ区宽度变化较小,Ⅲ区宽度在保温时间较小时,增加比较明显,随着保温时间的延长,宽度增加幅度逐渐降低.同时,随着保温时间的延长,越来越多的白色W颗粒以及黑色(Ti,Zr)C颗粒进入II区,并逐渐靠近I区,这些颗粒散布于深灰色Ti2Ni相中.
分别对不同保温时间获得的接头I区进行EDS分析,结果显示,随着保温时间的延长,Mo元素含量逐渐升高,Ti元素含量则逐渐降低,说明越来越多的Mo元素溶解到钎缝组织中.
2.3钎焊接头形成机理
通过对典型钎焊接头界面结构的分析,可将TZM/Ti-28Ni/ZrCp-W钎焊接头形成过程划分为以下3个阶段.
(1)当温度达到钎料熔点,钎料开始熔化,形成液相,熔融的钎料在TZM和ZrCp-W母材表面润湿并铺展.
(2)TZM中的Mo元素通过母材与钎料的界面,溶解到液相钎料中.由Ti-Mo二元相图可知,钼与钛可互溶,Ti-Mo合金的熔点在1670℃以上,且随着钼含量增多,熔点越来越高.随着钎焊时间的延长,钎料中钼含量越来越多,钼与钛形成的固溶体开始在界面处凝固,并形成一层凝固层.该凝固层的存在,既阻碍了钼继续溶解,也阻碍了钎缝中其它元素向TZM母材中扩散[5].这也是I区宽度随保温时间没有变化的原因.
图3钎焊保温时间对接头微观组织的影响/1040℃
Fig.3EffectofbrazingtimeoninterfacialmicrostructureofTZM/Ti-28Ni/ZrCp-Wbrazedjoints
由于试验用的ZrCp-W复合材料是采用热等静压所获得,ZrC颗粒与钨颗粒之间会存在一些微小间隙.当钎料熔化后,熔融的钎料在毛细作用下进入到ZrC与钨颗粒之间的间隙.钎料中的Ti原子与Ni原子会替代W原子,形成钨基固溶体.ZrC虽然性质相对稳定,由于ZrC是一种非化学计量化合物,在高温状态下碳会分解出来,与钛发生反应,其反应式为
ZrCx=ZrCx-1+C1
C+Ti=TiC
根据C-Ti-Zr三元相图,TiC在ZrC中有一定的固溶度,相互扩散而形成固溶体,用(Ti,Zr)C来表示[9].
钨颗粒、ZrC颗粒与液相钎料的反应,导致ZrCp-W母材溶解解体,大量进入钎料溶液中,加速了钎料与母材的反应及钎料向ZrCp-W母材的扩散.
(3)钎焊冷却过程中,随着温度降低,剩余钎料被约束在Ti-Mo固溶体层(Ⅰ区)与扩散层(Ⅲ区)中间,形成Ti2Ni层.
TZM母材为轧制片状结构,且钼易于钛互溶,当钎料熔化后,部分钼以片状形式从母材脱落进入钎料,其留下空隙被熔化的钎料填充,冷却后,在TZM靠近钎缝侧形成许多条纹状组织.
2.4钎焊接头的抗剪强度及断口分析
在室温条件下,对TZM/Ti-28Ni/ZrCp-W钎焊接头进行剪切试验,其结果如图4所示.从图中可以看出,随着保温时间的延长,抗剪强度先升高后降低,当保温10min时获得最大抗剪强度120MPa.
图4钎焊保温时间对接头抗剪强度的影响
Fig.4Shearstrengthofbrazedjoints
图5为钎焊接头的断裂路径照片,当保温时间为0min时,断裂主要发生在Ⅱ区,如图5a所示.其它保温时间所获得试件,断裂主要发生在TZM母材一侧,如图5b所示.
图5钎焊接头断裂路径(1040℃)
Fig.5Fracturepathsofbrazedjoints(1040℃)
对于保温时间为0min时,由于反应时间短,钛,镍钎料的消耗少,得到了连续的Ti2Ni层,该脆性金属间化合物层降低了钎缝的抗剪强度.随着钎焊时间的延长,反应区II的厚度降低,同时,部分钨颗粒以及(Ti,Zr)C颗粒散布在Ti2Ni层内部,对该层起到强化作用,从而使抗剪强度逐渐升高.
温度高于1000℃时,TZM合金存在晶粒长大现象,导致其强度降低.在钎焊条件下随着保温时间的延长,晶粒长大现象越来越严重,TZM成为接头的薄弱环节,其抗剪强度逐渐降低,试件断裂于TZM处.
3结论
(1)采用Ti-28Ni钎料在1040℃实现了TZM合金与ZrCp-W复合材料的真空钎焊,接头典型界面组织为TZM/TiMo/Ti2Ni/W(s,s)+(Ti,Zr)C/ZrCp-W.
(2)钎焊接头宽度随保温时间的延长而增大,其中钛固溶体层的宽度基本不变,Ti2Ni层宽度略有降低,扩散层的宽度增加较多.
(3)钎焊接头抗剪强度随保温时间的延长,先上升,再降低,保温时间10min时,接头获得最大抗剪强度值120MPa,接头断裂于TZM母材.
参考文献:
[1]付静波,杨秦莉,庄飞,等.TZM合金与纯Mo性能对比研究[J].中国钼业,2013,37(4):
30-33.FuJingbo,YangQinli,ZhuangFei,etal.StudyofthepropertyofTZMalloycomparedwithpureMo[J].ChinaMolybdenumIndustry,2013,37(4):
30-33.
[2]ZhaoYW,WangYJ,ChenL,etal.MicrostructureandmechanicalpropertiesofZrC-Wmatrixcompositepreparedbyreactiveinfiltrationat1300℃[J].InternationalJournalofRefractoryMetalsandHardMaterials,2013,37:
40-44.
[3]ChanHY,ShiueRK.StudyofbrazingTi-6Al-4VandTZMalloyusingpuresilver[J].JournalofMaterialsScienceLetters,2003,22(23):
1659-1663.
[4]ChanHY,LiawDW,ShiueRK.ThemicrostructuralobservationofbrazingTi-6Al-4VandTZMusingtheBAg-8brazealloy[J].InternationalJournalofRefractoryMetalsandHardMaterials,2004,22
(1):
27-33.
[5]徐庆元,李宁,熊国刚,等.钎焊工艺对钛钎焊石墨与TZM合金接头组织性能的影响[J].焊接学报,2006,27(7):
37-40.XuQingyuan,LiNing,XiongGuogang,etal.EffectofbrazingtechnologyonstructureandpropertyofbrazedjointbetweengraphiteandTZMalloyswithTifiller[J].TransactionoftheChinaWeldingInstitution,2006,27(7):
37-40.
[6]邹贵生,赵文庆,吴爱萍,等.Ti和Ti/Ni/Ti连接钨与铜及其合金的界面结合机制与接头强度[J].航空材料学报,2004,24(3):
36-42.ZouGuisheng,ZhaoWenqing,WuAiping,etal.InterfacialbondingandstrengthoftungstentocopperoritsalloyjointswithTifoilandTi/Ni/Timultipleinterlayers[J].JournalofAeronauticalMaterials,2004,24(3):
36-42.
[7]王娟,郑德双,李亚江.Mo-Cu合金与1Cr18Ni9Ti不锈钢真空钎焊接头的组织性能[J].焊接学报,2013,34
(1):
13-16.WangJuan,ZhengDeshuang,LiYajiang.MicrostructurecharacteristicsofvacuumbrazedjointforMo-Cualloywith1Cr18Ni9Tistainlesssteel[J].TransactionoftheChinaWeldingInstitution,2013,34
(1):
13-16.
[8]SongChangbao,HePeng,LinTiesong,etal.InterfacialreactionevolutionoftheZrCceramicjointdiffusionbondedwithNiinterlayer[J].CeramicsInternational,2014,40(8):
12999-13007.
[9]陈磊,王玉金,周玉,等.Ti对ZrC-W复合材料烧结行为和力学性能的影响[J].稀有金属材料与工程,2008,37(A01):
556-559.ChenLei,WangYujin,ZhouYu,etal.EffectofTiadditivesonthesinteringbehaviorandmechanicalpropertiesofZrC-Wcomposite[J].RareMetalMaterialsandEngineering,2008,37(A01):
556-559.
 升级会员
升级会员 