数控竞赛案例题材.docx
《数控竞赛案例题材.docx》由会员分享,可在线阅读,更多相关《数控竞赛案例题材.docx(19页珍藏版)》请在冰豆网上搜索。
数控竞赛案例题材
【加工工艺的分析】
工步
工步名称
工步分布图
夹件二右边毛
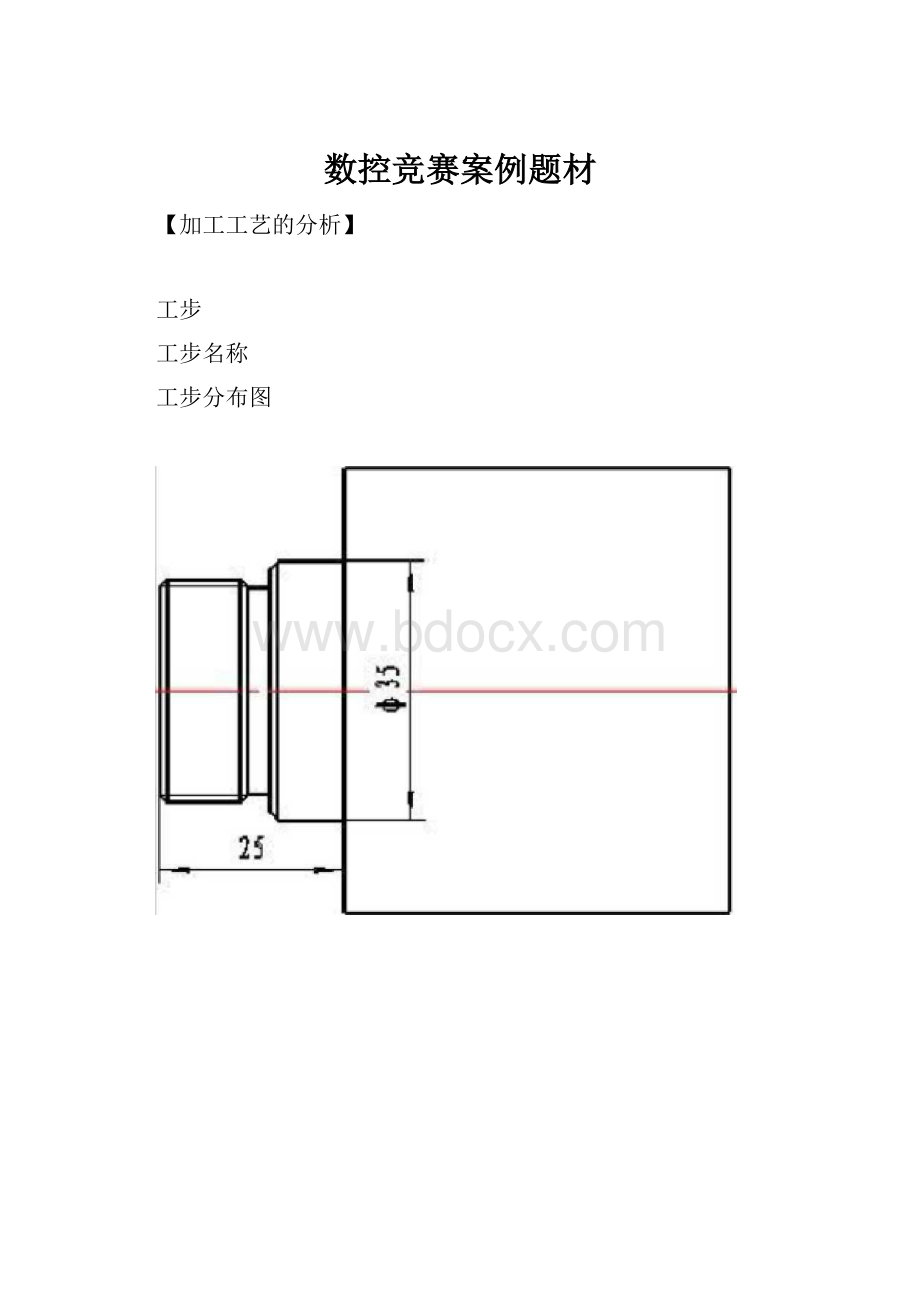
夹件一右边长约15毫米的位置,加工左边的螺纹、台阶直径
35mm长度截止
到25mm,保留
椭圆不加工。
夹件一左边直径35mm长25mm的台阶,与卡盘靠平贴近,加工右边外圆轮廓直径52mm长度
48mm截止,对
于保留的椭圆余量不加工。
坯,加工左边外
圆直径52mm长
度43mm的尺寸
及内孔尺寸。
夹件件二左边外圆,打表校正夹紧,加工件二右边内孔尺寸。
在加工件二右边内孔后,件一左端外螺纹与件二右端孔螺纹配合,加工外圆的椭圆尺寸。
6零件配合图
【图形的绘制操作】
1、打开CAXA数控车软件,按图纸件一所示图形进行绘图,将当前层设置为“0层”线性
设置为“BYLAYER单击下拉菜单“绘图”t“孔轴”(或单击工具栏中“孔轴”图标’打),
根据所给尺寸提示绘出件一主要轮廓线,如图
4-1(a)(b)所示。
1:
轴▼2:
起贈直径30b:
终止直径
30
4:
|有中忑线-
釉上一点咸轴的按置:
12
锥度的计算公式:
D=d+CL其中:
D(30)为锥度大端尺寸、d为锥度小端尺寸、C(1:
10)为锥度比、L(28)为锥度长度。
d=D-CL=30-28X(1:
10)=27.2
i:
:
輛「|玄起始直径国b:
终止直径l£7£有五甌二
轴上一点或轴的底度:
昶
;;'|TL"jJ2:
起始直径料(3:
銘止直径)4:
|有中出矗二]
孔上一点或孔的长度:
32
4-1(a)
4-1(b)
2、椭圆的绘制。
单击绘图命令中“椭圆「”进行参数设置,如图4-2(a)(b)所示。
1:
I苗定长短新-]2:
按半轴阿~|3:
短半轴匚]4:
疑转角匚]5:
起始角|0:
终止轴国匸|
基堆点:
1:
蘭丽“2:
桧度*卜倒角屮5|
图标),t二口*一工—「t分别根据状态栏提示拾取三条轴线。
如图4-2(c)所示。
【工件的造型】
1、根据软件的特点,只要画出图形的上半部分,注意把坐标系原点放在工件长度方向的中心处的轴线上,便于后面的操作,而且中间有些线也不要,只要外框线,及加工内轮廓线,
5-3(d)、5-3(e),所示。
2、生成加工轨迹及数控程序
(1)根据加工工艺要求先加工图5-1(a)件1的左端螺纹台阶,然后加工件1右端
外圆轮廓。
在是件2左端的外圆及内孔轮廓,然后是件2右端的内孔,在是件1左边螺纹与件2的内孔螺纹配合加工外圆的椭圆轮廓。
(2)根据毛坯尺寸,绘制毛坯线及一些辅助线,如图件三5-3(a)、5-3(b)、5-3(c)
5-3(c)件二左端的外圆及内孔轮廓毛坯线的绘制
5-3(e)外圆椭圆毛坯线的绘制
(3)刀具的设置,根据图上图5-3(a)(b)(c)(d)(e)(f)所示,加工这个三件套
我们需要7把刀,分别是,外圆粗车刀、外圆精车刀、切断刀、外螺纹刀、内孔车刀、内螺纹车刀、内切槽车刀、等7把。
单击下拉菜单“数控车”t“刀
具库管理”,弹出“刀具库管理”对话框,有四种刀具,分别是轮廓车刀、切槽刀具、钻孔刀具和螺纹车刀,如图5-4所示,由于90度粗加工轮廓车刀系统里
有,故先增加一把精车轮廓车刀,先选择刀的类型,单击“轮廓车刀”f“增加刀具”,弹出“增加轮廓车刀”对话框,根据要求填写参数,单击“确定”按钮,这样就增加了一把新的刀具,如图5-4(a)、5-4(b)、5-4(c)所示。
同
上步骤添加其他所需刀具。
图5-4
图5-4(a)
增加轮痴车IFx
叮具琴数示意图
刀員名:
I
刀貝号:
|ou柄长度l[T
刀柄宽度MP
刀角长度H日_:
刀尖半径Rp
IJ具前角卩0「
刀具后角B|0~
轮廓车刀类型:
金外轮琳车刀「内轮摩车刀「端面车刀e具傭置方向:
狂匾厂对中「右傭
■■■■■■■■■■■
确走[Q]|取消[G
图5-4(b)
图5-4(c)
(4)生成粗加工轮廓线的加工轨迹。
1、单击下拉菜单“数控车”轮廓粗车”(或单击工具栏中“轮廓粗车”图标)
弹出“粗车参数表”对话框,有4个方面的参数需要填写,分别是加工参数、
进退刀方式、切削用量和轮廓车刀,分别填写各参数,如图5-6(a)、图5-6
(b)图5-6(c)、图5-6(d)所示。
(5)、拾取轮廓线
参数表设置完后点击"确定”
,根据状态栏提示“拾取被加工工件表面轮廓”
1;|限制链抬取二1巳搭始取精度
0.05
始职被加工工件表面轮廊:
1:
1限制捱丽二
抬取限制曲銭:
1:
限制链抬取-
T.I仁屮;■;■■:
t
其他零件的轮廓线的生成步骤同上,件一右端轮廓线如图
5-6-2、件二右端内孔轮廓线如图5-6-3、件一、二的配合轮廓线如图5-6-4,所示。
1、单击下拉菜单“数控车”t“轮廓精车车”(或单击工具栏中“轮廓粗车”图标•』)弹出“精车参数表”对话框,有4个方面的参数需要填写,分别是加工参数、进退刀方式、切削用量和轮廓车刀,分别填写各参数,然后单击“确定”按钮,如下图所示。
i;|限制链抬取rh催抬取精度
005
1:
限制锤抬取〒1:
限制链拾取二
抬职被加工工件表面轮廓:
t请抬取所需方向:
T拾取限制曲钱:
t
1:
限制链抬取〒
1;限制笹抢取-j:
_■
皓职毛逐轮廊:
t
输入进退刀点:
tJ
其他零件的轮廓线的生成步骤同上。
4、后置处理的设置。
单击下拉菜单“数控车”t“后置设置”,(或单击工具栏中“后置设置”图标_A弹出“后置处理设置”对话框,填写各个参数,然后单击“确定”按钮,完成后置处理设置,如图5-7所示。
图5-7后置处理设置
图标口),
然后单击下拉菜单“数控车”t“机床设置”(或单击工具栏中“机床设置”弹出“机床类型设置”对话框,填写各个参数,然后单击“确定”按钮,完成机床类型设置,如图5-8所示。
机:
GSK980TD
门呆荐更改”増加机床
删除机床
行号世址:
莎快遠移动:
丽厂
行结束符:
速度指令:
F
换打指會:
顺圆飆插补:
|G03逆圆弧插补:
G02
直线插补:
|goi
主轴转速:
[s—
主轴正转:
M03主釉反转:
M04
主轴停:
jlMOS
冷却液开:
m
冷却液关:
丽—绝对指令:
刚
相对指令:
机味类翌设置
恒线速度:
恒箱速度:
两厂摄高转速限制:
两—螺纹切削:
殛—半径左补偿:
汇半径右补偿;「血半徑补偿关闭;瓯。
长度补偿:
】丽—坐标系设置:
延时扌齢:
軻_延时表示:
—分进给:
徳
程序停止:
阿程序起始符号:
!
程序结束符豊:
i*~转进给:
阪—
據纹节距:
厂.摞纹切入相位:
归—
刀員号和补偿号输出位数;厂一位fT补足两位
说明:
|0$POST_CODE8($FOST_1IANIE,®POST_DATEz$POST_TIME}程序头:
$面$ssHTfimaFsfOpeeT@goo^siFjcoiisFvr-jjspitjscons7换刀:
mcie'SGsoTssphIfjmATspiTsmTifpjcoHSTjc™$jsSjs(
程序尾:
iCOOLj6FF0$PM_STOP
确定[Q]职消世]
图5-8机床类型设置
(7)、生成编程代码。
抬职刀具戟还?
左键生成G代码,其余工件代码的生成同上,如图5-10所示。
打开©
取消
图5-9
査找范圉d):
|OCut_*_宵神闊▼
文件名0):
|01234
文件类型①:
|后置文件3一cuD
图5-10生成的程序
(8)、修改程序并保存程序
直接在程序当中添加或删除多余不要的程序,然后保存,修改程序格式以CNC的程序格
式命名。
 升级会员
升级会员 