离心压缩机两侧密封区空间双斜孔加工方法的改进.docx
《离心压缩机两侧密封区空间双斜孔加工方法的改进.docx》由会员分享,可在线阅读,更多相关《离心压缩机两侧密封区空间双斜孔加工方法的改进.docx(6页珍藏版)》请在冰豆网上搜索。
离心压缩机两侧密封区空间双斜孔加工方法的改进
离心压缩机两侧密封区空间双斜孔加工方法的改进
0引言
对于MCL水平剖分压缩机,机壳两侧密封区空间双斜孔的加工,一直是加工过程中极其重要的一环,而以往的加工方法是:
利用万向钻床由机壳密封区内孔槽底向外加工出一个小孔,后将机壳翻转180°,根据引出的小孔再由外向内进行孔的加工。
这样的加工方法对于内孔槽相对比较宽且比较浅、而且当空间斜孔的角度不是很大、位置精度要求不是很严格的情况下是完全适用的,但如果遇到空间斜孔的角度大、位置精度高的情况时,将无法完成孔的加工(原因是内孔槽边与钻杆干涉),本文介绍了在数控镗床上利用万向铣头对空间双斜孔进行加工的新方法,通过对数控镗床的万向铣头的转角进行分析,确定其转角与空间双斜孔投影角之间的函数关系,从而利用万向铣头完成空间双斜孔的加工,在实际应用中收到了很好的效果。
1 万向铣头的结构及原理
空间双斜孔,指的是其轴线不在空间直角坐标系中三个平面内(XOY,XOZ,YOZ)。
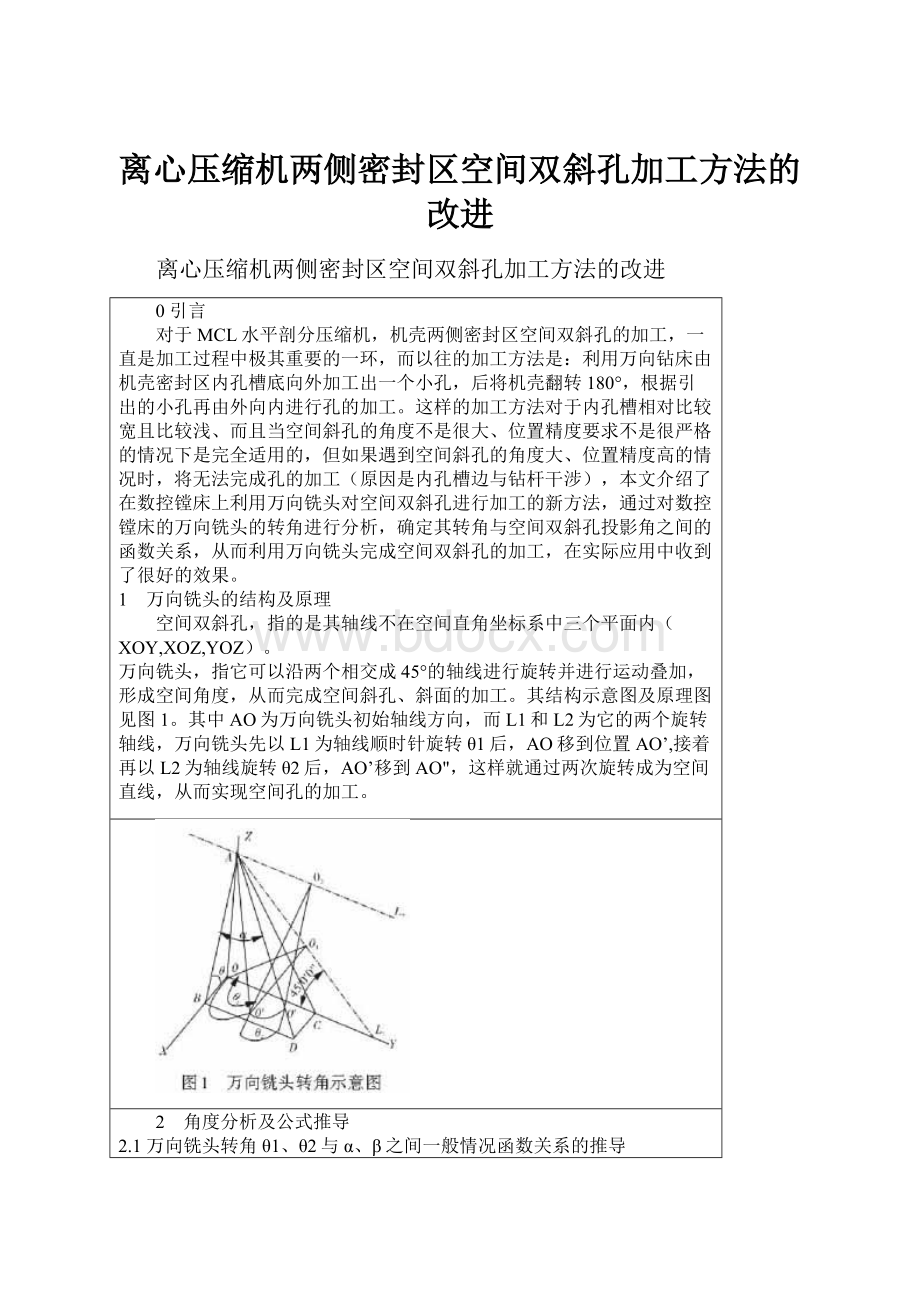
万向铣头,指它可以沿两个相交成45°的轴线进行旋转并进行运动叠加,形成空间角度,从而完成空间斜孔、斜面的加工。
其结构示意图及原理图见图1。
其中AO为万向铣头初始轴线方向,而L1和L2为它的两个旋转轴线,万向铣头先以L1为轴线顺时针旋转θ1后,AO移到位置AO’,接着再以L2为轴线旋转θ2后,AO’移到AO",这样就通过两次旋转成为空间直线,从而实现空间孔的加工。
2 角度分析及公式推导
2.1万向铣头转角θ1、θ2与α、β之间一般情况函数关系的推导
2.1.1步骤1
建立几何数学模型见图2。
设万向铣头的初始方向与Z轴重合为AA’,现将其以A为端点,使其以AE为轴线,从E向A看顺时针旋转θ1角,此时AA’变为AD,过C点作AE垂线交AE于F,连线DF,则可证明∠DFC=θ1,而空间直线AD在YOZ平面和XOZ平面的投影与Z轴所成的夹角分别为a1和a2。
根据几何关系可得:
DF=CD/sinθ1
CF=CD/tanθ1DF=AF;
又在直角三角形ACF中,tan∠CAF=CF/AF=cosθ1推出a1=45°-atan(cosθ1)
AC=CF/sin∠CAF=CD/{tanθ1×sin[atan(cosθ1)]}
AO=AC×cosa1
从而推出:
tana2=OB/OA=CD/OA=sinθ1×cos[atan(cosθ1)]/{cos[45°-atan(cosθ1)]}
(1)
步骤2
当以AE为轴线转过θ1角后,又以AG为轴线转过θ2角,这时的情况见图3。
此时铣头轴线位置由AD移动到AD’,过D’分别做XOZ面和YOZ面的垂线D’B’和D’C’,同时做D’O’垂直于Z轴,此时新的坐标系是O’B’为X轴,O’C’为Y轴,则铣头轴线AD’在YOZ面和XOZ面上的投影与Z轴所成的夹角分别为a1’和a2’,过D做AL2的垂线DG交AL2于G,连接D’G,此时∠D’GD为第二次的铣头转角θ2。
很容易求出:
a2’=a2+θ2
(2)
由图2可得如下结果:
OC=OA×tana1
DG=OA/cosa2
tan∠DAG=DG/AG=1/{cosa2×tan[45°-atan(cosθ1)]}(3)
又D’G=C’G/cosa2’
所以AG=D’G/tan∠DAG
由以上可得:
tana1’=O’C’/O’A=cosa2×tan[45°-atan(cosθ1)]/cos(a2+θ2)(4)
步骤3
根据以上各公式,可推导出a1’和a2’与a、b之间的函数关系如下:
tana1’=tana/sinb(5)
a2’=90°-b(6)
将式
(1)、
(2)、(4)代入式(5)、(6)中,就可求得a(θ1,θ2)和b(θ1,θ2):
90°-b=atan{sinθ1×cos[atan(cosθ1)]/cos[45°-atan(cosθ1)]}+θ2
tana/sinb=cos(atan{sinθ1×cos[atan(cosθ1)]/cos[45°-atan(cosθ1)]})×tan[45°-atan(cosθ1)]/cos(atan{sinθ1×cos[atan(cosθ1)]/cos[45°-atan(cosθ1)]}+θ2)
设a=sinθ1×cos[atan(cosθ1)]
b=45°-atan(cosθ1)
则有90°-b=atan(a/cosb)+θ2(7)
tana/sinb=cos[atan(a/cosb)]×tanb/cos[atan(a/cosb)2+θ2](8)
2.2对万向铣头转角特殊情况函数关系的推导
所谓特殊情况,指的是经过两次旋转后,最终铣头轴线平行于XOY平面,即轴线在XOZ面和YOZ面内的投影与Z轴的夹角为90°,见图4。
图中说明铣头在完成第一次旋转到AD后,第二次转到AD’,而此时平面AB’D’平行于平面OBDC。
而g为AD’于X轴所成的角。
2.2.1 步骤1同前
2.2.2 步骤2
根据其特殊情况,有如下公式成立:
a2+θ2=90°(9)
g+∠DAG=90°(10)
将式(3)代入式(10),得
g=90°-atan[1/(sinθ2)×tanb](11)
3 角度计算
3.1一般情况
由于以上公式推导中有三角函数,所以先对式(7)和式(8)进行化简,其过程如下:
可设x=atan(cosθ1);tanx=cosθ1;sinθ1=sqrt(1-tanx×tanx)。
设t=tan(x/2),根据式
(1)和式(4),将式
(1)代入式(4)并两边平方,得:
设tana1’×tana1’×cosa2’×cosa2’=a(常数,设a1’和a2’已知)
代入式(4)并整理后,得:
t×{t×{t×[(3a-1)×t-(4a+4)]-(10a+2)}+4a+4}+3a-1=0(方程1)
可见,对式(4)的求解转化为对方程1式的求解。
3.2特殊情况
同样设(1/tang)×(1/tang)=a,对式(11)两边平方并代入a,得:
t×{t×{t×[t×(a-3)+4a+4]+2a+10}-4a-4}+a-3=0(方程2)
3.3方程求解
对于方程1和方程2的求解,可采用编程求解的方法,主要采用弦截法(近似逼近)解方程的根。
可定义t变量区间为(t1,t2)=(-22.5,22.5),并构造函数如下:
ft=t×{t×{t×[(3a-1)×t-(4a+4)]-(10a+2)}+4a+4}+3a-1(对方程1)
ft=t×{t×{t×[t(a-3)+4a+4]+2a+10}-4a-4}+a-3(对方程2)
则求解方程1的子函数如下:
do
{printf("pleaseenterthet1,t2:
-22.5,22.5\n");
scanf("%f,%f",&t1,&t2);
t1=tan(t1*3.1415926/180.0);
t2=tan(t2*3.1415926/180.0);
ft1=t1*(t1*(t1*((3*a-1)*t1-(4*a+4))-(10*a+2))+4*a+4)+3*a-1;
ft2=t2*(t2*(t2*((3*a-1)*t2-(4*a+4))-(10*a+2))+4*a+4)+3*a-1;
}
while((ft1*ft2)>0);
do
{
t0=(t1+t2)/2.0;
ft0=t0*(t0*(t0*((3*a-1)*t0-(4*a+4))-(10*a+2))+4*a+4)+3*a-1;
if((ft0*ft1)<0)
{
t2=t0;
ft2=ft0;
}
else
{
t1=t0;
ft1=ft0;
}
}
while(fabs(ft0)>=1e-5);
求解方程2的子函数如下:
do
{printf("pleaseenter:
t1,t2(-22.5,22.5)\n");
scanf("%f,%f",&t1,&t2);
t1=tan(t1*3.1415926/180.0);
t2=tan(t2*3.1415926/180.0);
ft1=t1*(t1*(t1*(t1*(a-3)+4*a+4)+2*a+10)-4*a-4)+a-3;
ft2=t2*(t2*(t2*(t2*(a-3)+4*a+4)+2*a+10)-4*a-4)+a-3;
}
while((ft1*ft2)>0);
do
{t0=(t1+t2)/2.0;
ft0=t0*(t0*(t0*(t0*(a-3)+4*a+4)+2*a+10)-4*a-4)+a-3;
if((ft0*ft1)<0)
{t2=t0;
ft2=ft0;
}
else
{t1=t0;
ft1=ft0;
}
}
while(fabs(ft0)>=1e-5);
4实际应用
在我厂的产品H556机壳加工过程中,采用上述方法加工机壳两侧进气孔收到了很好的效果。
其中万向铣头转角和图纸中斜孔角度见图5,AD为空间双斜孔,图纸设计的角度为a=30°;b=75°,将a、b输入程序,可计算出t值,从而可求出万向铣头的转角θ1、θ2。
计算结果如下:
pleaseenterthestyle:
210t,210t-tl;
210t;
pleaseenter:
qtyjorqzhj;
qzhj;
pleaseenteralpha,beta:
30,75;
pleaseenterthet1,t2:
-22.5,22.5;
-22.5,22.5;
t0=0.000000;
ft0=0.000000;
seta1=90.000004;seta2=-39.735610
5 结论
用此种方法加工压缩机两侧密封区双斜孔,不但解决了过去用钻床有时无法加工的难题,而且加工简便,省时、省力,只须对工件进行一次装夹就可完成钻孔、扩孔、攻丝及划沉孔操作,并能够保证孔的位置精度,在我厂压缩机加工中得到了广泛的采用。
参 考 文 献
[1]谭浩强.C程序设计[M].清华大学出版社,1999.
[2]王保平.AutoCAD2000实用教程[M].人民邮电出版社,1999.
 升级会员
升级会员 