COG机台换线作业指导书.docx
《COG机台换线作业指导书.docx》由会员分享,可在线阅读,更多相关《COG机台换线作业指导书.docx(16页珍藏版)》请在冰豆网上搜索。
COG机台换线作业指导书
COG机台换线作业指导书
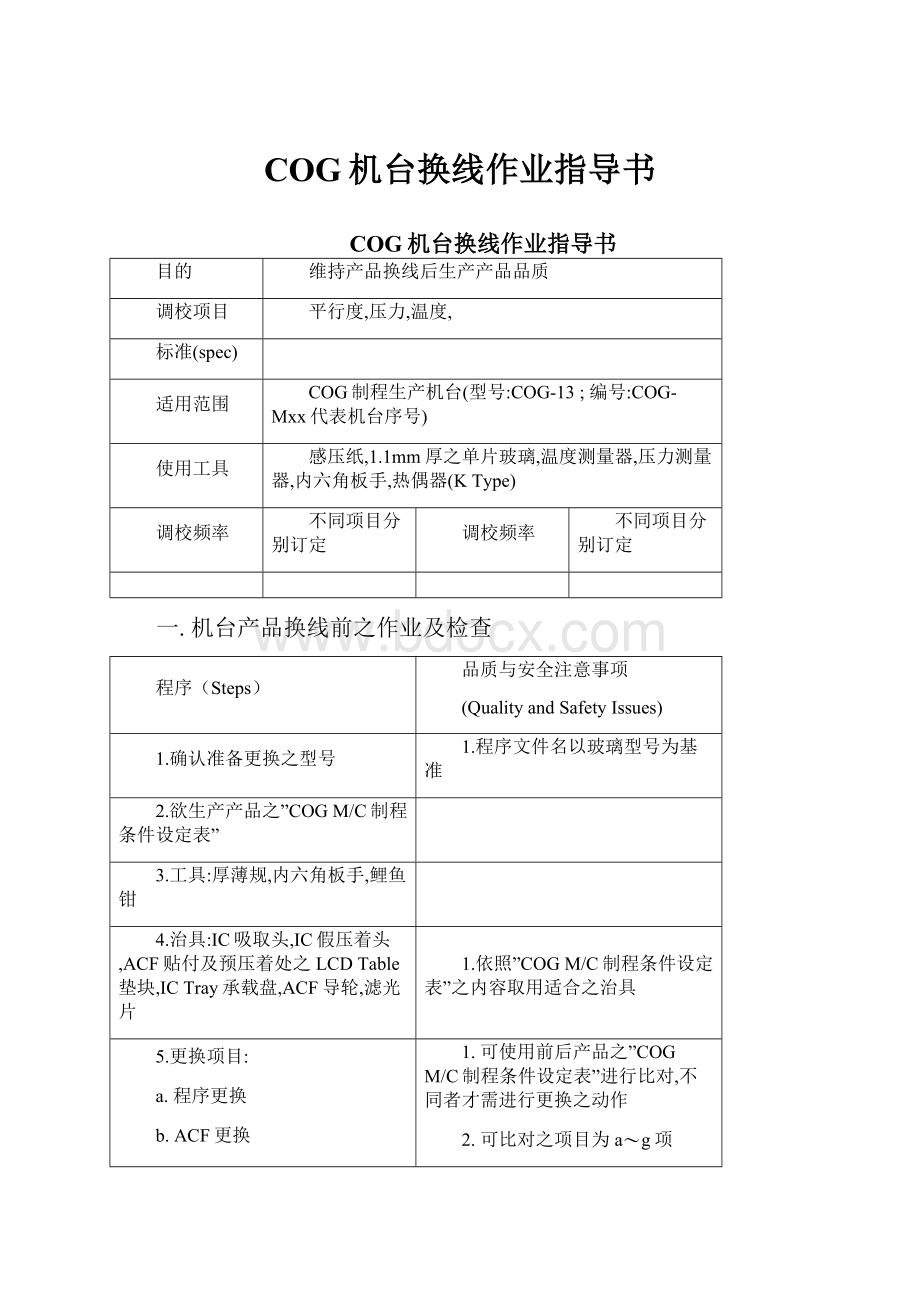
目的
维持产品换线后生产产品品质
调校项目
平行度,压力,温度,
标准(spec)
适用范围
COG制程生产机台(型号:
COG-13;编号:
COG-Mxx代表机台序号)
使用工具
感压纸,1.1mm厚之单片玻璃,温度测量器,压力测量器,内六角板手,热偶器(KType)
调校频率
不同项目分别订定
调校频率
不同项目分别订定
一.机台产品换线前之作业及检查
程序(Steps)
品质与安全注意事项
(QualityandSafetyIssues)
1.确认准备更换之型号
1.程序文件名以玻璃型号为基准
2.欲生产产品之”COGM/C制程条件设定表”
3.工具:
厚薄规,内六角板手,鲤鱼钳
4.治具:
IC吸取头,IC假压着头,ACF贴付及预压着处之LCDTable垫块,ICTray承载盘,ACF导轮,滤光片
1.依照”COGM/C制程条件设定表”之内容取用适合之治具
5.更换项目:
a.程序更换
b.ACF更换
c.IC吸取头更换及高度调整
d.IC假压着头更换及位置调整
e.ICTray承载盘更换及调整
f.ACF贴付及预压着处之LCDTable垫块
g.IC假压着处CCD之滤光片更换
h.本压着处LCDTable高度调整
i.玻璃传送系统调整
j.ICBOND位置调整
k.CCD光源强度调整
l.ACF缓冲材更换程序
1.可使用前后产品之”COGM/C制程条件设定表”进行比对,不同者才需进行更换之动作
2.可比对之项目为a〜g项
二.机台产品换线操作程序
程序(Steps)
品质与安全注意事项(QualityandSafetyIssues)
调校频率:
生产产品更换
调校工时:
未定
调校频率:
生产产品更换
1.程序更换
1.程序文件名以玻璃型号为基准
a.按”SET”(‘10’方形)
b.于触控屏幕中,按”F1”查询欲进行量产之玻璃型号所处之”WORKNO.”
c.修改”WORK”(‘11’方形)之数字
1.需与”F1”所查询之”WORKNO.”相同
d.按”READ”(‘12’方形)读取PLC内之程序资料
1.约等待1分钟
e.按”MANU”(‘9’方形),再按”ORIGIN”(‘17’方形),进行原点复归动作
1.进行原点复归前,须确认机台内无异物
f.“F1”查询如无量产玻璃型号,重新设定参数详见:
COG操作说明书
一.程序新设:
1.WORKNO:
按“SET”(‘10’方形),选择“F1”,WORKNOLIST----从00~15
2.选择更换LCDTYPE与LSITYPE,按“READ”(‘12’方形)
二.资料输入:
1.按“SET”(‘10’方形)选择“F2”,根据欲生产产品工程图已给出资料参数,输入LCDTYPE与LSITYPE相关数值
2.按“MENU”,选择“F2”,根据欲生产产品之COGM/C制程条件设定表,输入压着时间相关数值
3.按“MENU”,选择“F7”,将ACFSUPPLYUNIT与LSISUPPLYUNIT与ACTSUPPLYUNIT关闭
三.ACFSUPPLY--LCD对位MACK设定
1~a将鼠标的插座INTO机台下方之“面像处理装置“ACF1”上,按下鼠标左键,将光标移至“ALIGNMENTMARKTRAINING”,按下鼠标左键
1~b.选择“MARKSEL”,选择“ACF—R”,按下鼠标左键,
1~c.选择“TYREA*”,对照“WORKNO00—A”,“WORKNO01—B”,“WORKNO02—C”,依次例推
1~d.选择“AREASET”,选择对位MARK(“ACF—R”),按下鼠标左键
1~e.选择“TRAINING”,选择“YES”,按下鼠标左键
1~f.选择“DISPIAY”,按下鼠标左键,确认先前选取的MARK
1~g.选择“QUIT”,按下鼠标左键,退出
2~a.将鼠标光标移至“ALIGNMENTMARMATCHINGOPTION”,按下鼠标左键
2~b.选择“LCD--R”,选择相似度为“0.90~0.80”,辨视度为“4”,SUBPIXEL为“ON”
3~a.将鼠标光标移至“PRODUCTDATA”,按下鼠标左键
3~b.选择“MARKSEL”,选择“ACF—R”,按下鼠标左键,
3~c.选择“WINDOWSETTING”,按下鼠标左键,设定MARK搜寻范围
3~d.选择“SEARCH”,按下鼠标左键
3~e.选择“MARKCENT”,修改特殊辨识记号高OR低适当数值,按下鼠标左键
3~f.选择“SETPOSITION”,,设定MARK之中心点
3~g.再次选择“SEARCH”,按下鼠标左键,确认先前选取的MARK抓取效果(重复几次)
3~h.选择“QUIT”,按下鼠标左键,退出
3~i.选择“MENU”(‘9’方形)模式,按“ORIGN”(‘17’方形)原点回复
4~a.选择“MARKSEL”,选择“ACF—L”,按下鼠标左键,
4~b.重复1~c至3~I程序,完成设定“ACF—L”设定程序
四.LSISUPPLY--LCD对位MACK设定
1.将鼠标的插座INTO机台下方之“面像处理装置“LSI”上,按下鼠标左键,将光标移至“ALIGNMENTMARKTRAINING”,鼠标左键
2.程序“LSI/LCD—R”,“LSI/LCD—L”,设定步骤同ACFSUPPLY--LCD对位MACK设定程序
五.LSISUPPLY--LSI对位MACK设定
1.程序“LSI/LSI—R”,“LSI/LSI—L”,设定步骤同ACFSUPPLY--LCD对位MACK设定程序.
六.ROBOTCHUCK设定
1.选择“MENU”(‘9’方形)模式,按下“ROBOT”之“F1”(EDIT),按下“F2”(PNT)
2.按下“STOP”,叫机台将控制权交出给操作者,按下“ESC”
3.按下“F1”(PNT),按下“F2”(TCH),按下“F1”(CHG)
4.选择PN**,输入A点的位置
5.移动“NOZZLE”至A点的位置,记录X/Y坐标
6.按下“STEPUP”,移动“NOZZLE”至B点的位置,记录X/Y坐标
7.重复5~6程序,分别输入C/D/E-A/F-A/Z点的位置,记录X/Y坐标
8.按下“ESC”,回到起始画面,按下“F1”(EDIT),按下“F1”(PGM)
9.按下“STOP”,叫机台将控制权交出给操作者,按下“ESC”
10.按下“F1”(PGM),按“下F1”(CHG)
11.选择“PROGRAMNO**”,输入WORKNO**+1点的位置
12.“STEPN0:
2”,输入ICTRAY之/X/Y/WORKNO的相应数值
13.按下“STEPUP”,至“006”模式,输入IC总数值
14.按下“STEPUP”,至“018”模式,输入ICTRAY尺寸数值
15.按下“ESC”,回到起始画面
16.选择“SET”(‘10’方形)模式,按“REGISTER”,记录储存
17.选择“MENU”(‘9’方形)模式,按“ORIGIN”,原点回复
2.ACF更换
1.ACF尺寸不同时,才需要更换
a.准备适用之ACF及相对应尺寸之ACF宽度导轮
1.ACF须回温完成才可开封
b.卸下原有之ACF及ACF宽度导轮
1.卸下之ACF须放入塑料袋并将切口密封
2.卸下之ACF宽度导轮,归回制具区
c.装上ACF宽度导轮
d.依照附图二之方式,架设ACF
e.架设完成后进入”SIGNLE”(‘8’方形)模式,按”ACFSUPPLYtapeready”3~4次,如图三所示,保留第一段ACF,其余以胶带黏除,即完成ACF架设之动作
3.IC吸取头更换及高度调整
1.依照ACF尺寸时,选择相对应之吸取头
a.准备适用之IC吸取头
1.准备1.5mm内六角板手及鲤鱼钳
b.机台进入”MANU”(‘9’方形)模式,按”ORIGIN”(‘17’方形),进行原点复归
1.令IC吸取头回到原点,以利IC吸取头之
更换作业
c.以内六角板手卸下IC吸取头之固定螺丝
1.螺丝注意,不可遗失
d.以鲤鱼钳夹住IC吸取头,施以向下并左右转动,缓慢地
将IC吸取头拆下
1.鲤鱼钳夹住IC吸取头之部位,如图标
夹住处吸取面
2.吸取面不得碰触
e.取预备之吸取头装入连接器,先用手指将吸取头顶入
连接器,至无法推入为止IC吸取头装设前须先贴付缓冲材,并保留真空吸孔,吸取孔寸法:
约5.0mm长*1.0mm宽(记录于”COG机台调校记录表”)
连接器
接合处须密闭
贴付缓冲材
1.缓冲材材料:
中兴化工铁氟龙胶带(附背
胶)TYPE:
ASF-110厚度:
0.08mm
2.更换周期:
连续生产48小时+12小时(宽放)
g.以鲤鱼钳夹住IC吸取头,施以向上并左右转动,缓慢地
将IC吸取头顶入连接器
h.以内六角板手锁紧IC吸取头之固定螺丝,并以无尘布
沾酒精轻轻擦拭吸取面,即告完成
1.IC吸取头须平行于IC方向
2.IC吸取头装设(力求垂直)(下视图)
连接器吸取头
吸取面
i.在”MANU”状态下,于触碰屏幕点选”LSISUPPLY”
”POINTMOVEMENT”“ROBOTLSISUPPLYPOS.”“SOLENOIDVALVE””ROBOTCHUCKUP&DOWN”
1.注意ROBOT移动路径中,有无异物
f.放置该程序所用之IC于IC吸取头及LSITable间,于
触碰屏幕点选”ROBOTCHUCKVACUUM”,使IC吸附于
IC吸取头上,如右图
1.图面
IC吸取头
IC
LISTable
1.间隙值:
0.13±0.05mm
微调尺=MicroMeter
1.用手旋转微调尺,确认微调尺已被锁紧
k.旋松微调尺(forIC吸取头高度调整用)之内六角
螺丝(2.5mm),旋转微调尺,并以厚薄规量测IC与LSI
Table之间隙
l.完成调整后,将内六角螺丝(2.5mm)旋紧,于触碰屏幕点选”LSITABLEVACUUM””ROBOTCHUCKVACUUM””ROBOTCHUCKUP&DOWN”,并以镊子取出IC
m.完成后,进行”原点复归”
4.IC假压着头更换及位置调整
1.依照IC尺寸,选择相对应之IC假压着头
a.准备适用之IC假压着头
b.以内六角板手(1.5mm),卸下IC假压着头之固定螺丝(共3颗),并取下IC假压着头
1.螺丝注意,不可遗失
c.换上适用之IC假压着头,并旋紧螺丝
1.装设IC假压着头前,先以无尘布沾酒精清洁IC假压着头承载座,及IC假压着头
d.于触碰屏幕点选“SOLENOIDVALVE””LSITABLE
REVERSE”,使LSITABLE作反转动作(向下)
e.点选”POINTMENT”“LSIALIGNMENTPOS.1”,使LSITABLE移到CCD处,可于”TEMPORARU(32)”屏幕,检视LSITABLE之位置,如右图,LSITABLE边缘与屏幕中心线偏移量,上下左右≦8mm(用尺在屏幕上量测)
LSITABLE
吸孔
屏幕
中心线
g.若LSITABLE之位置不符合右图,需作调整时,点选”LSITABLERECEIVEPOS.”“SOLENOIDVALVE””LSITABLEREVERSE”,使LSITABLE作天地反转动作(向上),松开螺丝并修正LSITABLE之位置,再重复”d.”,”e.”之流程
h.g.完成后,进行”原点复归”
5.ICTray承载盘更换及调整
1.ICTray相同时,不需拆换承载盘
2.但需做导角定位Pin及X,Y方向定位Pin之修正
a.依ICTray之尺寸,选用ICTray承载盘
b.旋出承载盘之固定螺丝(3.0mm内六角),各3颗,并将
承载盘取出,换上适用之承载盘
IC承载盘
导角定位Pin
IC出力端
ICTray
c.依照ICTray导角之方位,修正承载盘上之导角定位Pin
d.修正X,Y方向定位Pin与ICTray之间隙,可用锡箔纸置
于定位Pin与ICTray之间,将定位Pin顶紧ICTray后,
并将定位Pin固定,其间隙约0.1±0.05mm,
e.定位Pin与ICTray之图面,如右图,导角定位Pin之方位
依照IC出力端而定
1.依产品不同作适度调高
6.ACF贴付及预压着处之LCDTable垫块
旋紧前,须将LCDTABLE及BACKUP用力向下压紧,并同时旋紧内六角螺丝
a.准备适用之LCDTable垫块
b.将LCDTABLE上之4颗2.5mm内六角螺丝旋松
显示区出Pin端
IC压着区
厚薄规
A
W
1.厚薄规插入深度检测规范
0c.取出LCDTable垫块,并换入适用之LCDTable垫块
d.将LCDTABLE上之4颗2.5mm内六角螺丝旋紧
e.放置欲生产之玻璃于LCDTABLE(真空孔上),于触碰萤幕中点选”ACFSUPPLY”(LSISUPPLY)”LCDTABLEVACUUM”(LCDTABLEVACUUM),再用厚薄规(0.03mm)测试玻璃与BACKUP之间隙
i.玻璃与BACKUP之间隙测试方法,如右所示,若有需要
调整时,可用锡箔纸作殿衬
7.IC假压着处CCD之滤光片更换
a.放置欲生产之玻璃于LCDTABLE(真空孔上),于触碰萤幕中点选”LSISUPPLY””LCDTABLEVACUUM””POINTMOVEMENT””LCDALIGNMENTPOS.1”
1.滤光片现有之颜色:
红,绿,深蓝
2.滤光片基本选择法:
ITO呈”淡蓝白””淡黄”者红or绿色,ITO呈”深蓝””深蓝紫””深紫红”者蓝色
b.更换适用之滤光片,并调整CCD光源强度,以玻璃之
对位记号最易用肉眼辨识为准则
8.本压着处LCDTable高度调整
1.凡更换型号均须调整
a.在”MANU”状态下,于触碰屏幕点选”ACTUALBOND””POINTMOVEMENT””ACTUALBONDPOSITION1””LCDTABLEBACK&FORTH”LCDTABLEUP&DOWN”,使LCDTABLE靠近BACKUP
b.旋松LCDTABLE下降高度之定位微调尺的固定螺丝
(2.5mm内六角),顺时针旋转微调尺之旋转钮,使LCD
TABLE下降
1.若为逆时针旋转微调尺之旋转钮,则使
LCDTABLE上升
2.定位微调尺位于LCDTABLE之右下方
c.取准备生产之玻璃,置于LCDTABLE上,出Pin端朝向
BACKUP,轻压该片玻璃,并向BACKUP方向来回推
1.调整示意图
玻璃来回轻推
本压着LCDTABLE
定位微调尺BACKUP
2.用手旋转微调尺,确认微调尺已被锁紧
d.当玻璃出Pin端会顶住BACKUP时,逆时针旋转微调尺之旋转钮,使LCDTABLE缓慢上升,同时来回轻推玻璃至感觉玻璃出Pin端轻微碰触BACKUP为止
e.旋紧LCDTABLE下降高度之定位微调尺的固定螺丝,再次进行来回轻推玻璃之动作,若同样感觉玻璃出Pin端轻微碰触BACKUP,则表示调整完成
f.若感觉异常,则须重复”b.”~”e.”之动作
g.取出玻璃并进行”原点复归”
9.玻璃传送系统调整
a.依实际玻璃,调整玻璃输入CONVEYOR之宽度
1.凡更换型号均须调整
b.依实际玻璃,调整玻璃传送吸嘴之位置
10.ICBOND位置调整
IC须预先放置完成,如图一
1.玻璃放置方式显微镜
CCDIC
显微镜基座
a.在”SET”状态下,于触碰屏幕点选”F7”LSI-1(ACFSUPPLYUNIT)LSI-1(LSISUPPLYUNIT)使之反白
b.在”SIGNAL”状态下,完成玻璃之ACF贴付及IC预压着,但不进行本压着
c.将该片玻璃置于显微镜下,观察其偏移量
d.在”SET”状态下,于触碰屏幕点选”F3””13”(可进行
第一颗IC预压着位置之修改),若有第二颗,第三颗
IC,则分别点选”14”,”15”,以此类推
1.IC预压着位置之修改计算方法(依照显微镜下所观察者)
←X→
↗
θ偏移量
↙↑
Y
ITOIC
e.如欲修改X值,点选X于数字按键上,按出设定值,再按”ENTER”,则原值会变成设定值,Y及θ值之输入方式欲相同
2.
f.修改计算方法,如右图所示
※X轴:
ITO在BUMP右侧设定值=原值+偏移量
※X轴:
ITO在BUMP左侧设定值=原值-偏移量
※Y轴:
ITO在BUMP上侧设定值=原值+偏移量
※Y轴:
ITO在BUMP下侧设定值=原值-偏移量
※θ轴:
顺时钟方向旋转设定值=原值+偏移量
※θ轴:
逆时钟方向旋转设定值=原值-偏移量
3.
11.CCD光源强度调整
1.凡更换型号均须调整
a.将玻璃放置于LCDTABLE上(ACFSUPPLYUNIT)
b.在”MANU”状态,点选”ACFSUPPLY””POINTMOVEMENT””LCDALIGNMENTPOS.1”,移动玻璃,使玻璃之对位记号出现在”ACFUNIT”屏幕(27)”SOLENOIDVALVE””LCDTABLEVACUUM”
1.屏幕及旋钮部份,参考附件之图面
c.调整”ADJUSTMENTLCD”旋钮(25),至玻璃之对位记号清楚地显示于”ACFUNIT”屏幕(27)上
1.屏幕及旋钮部份,参考附件之图面
d.将玻璃放置于LCDTABLE上(LSISUPPLYUNITfor玻璃)
1.屏幕及旋钮部份,参考附件之图面
d.在”MANU”状态,点选”LSISUPPLY””POINTMOVEMENT””LCDALIGNMENTPOS.1”,移动玻璃,使玻璃之对位记号出现在”TEMPORARY”屏幕(32)”SOLENOIDVALVE””LCDTABLEVACUUM”
e.调整”ADJUSTMENTLCD”旋钮(30),至玻璃之对位记号清楚地显示于”ACFUNIT”屏幕(32)上
1.屏幕及旋钮部份,参考附件之图面
f.将IC放置于LSITABLE上(LSISUPPLYUNITforIC)
g.在”MANU”状态,点选”LSISUPPLY””SOLENOIDVALVE””LSITABLEVACUUM””LSITABLEREVERSE””POINTMOVEMENT””LSIALIGNMENTPOS.1”,移动IC,使IC出现在”TEMPORARY”屏幕(32)
1.屏幕及旋钮部份,参考附件之图面
h.按”LSI”(29),开启LSICCD之灯源,调整”ADJUSTMENTLSI”旋钮(31),至IC清楚地显示于”ACFUNIT”屏幕(32)上
1.屏幕及旋钮部份,参考附件之图面
i点选”LSITABLERECEIVEPOS.””LSITABLEREVERSE”,再取下IC
j.取出玻璃及IC并进行”原点复归”
12.ACF贴付头缓冲材更换程序:
1.本更换作业须由助理工程师或组长执行
2.缓冲材更换条件:
2.1连续生产48小时后更新
2.2ACF宽度变更时更换
a.机台进入”MANU”(方形”9”)状态,再按ACFHeater开
关”H1”(方形”33”),令ACF贴付头降温
1.注意高温烫手,更换前须确认ACF贴付头之温度,低于50℃(检视ACF贴付头温度显示表方形”34”)再进行更换作业
b.预先准备ACF贴付头备品(已贴附缓冲材),ACF贴付头之缓冲材贴付说明,如下页之项次3,4
1.缓冲材材料:
中兴化工铁氟龙胶带(附背胶)TYPE:
ASF-110厚度:
0.23mm
c.COG机台Type:
COG-13(M1~M8)ACF贴付头之外型示意图
侧视正视
内六角螺丝孔
螺丝
缓冲材贴付面
下视
1.缓冲材贴付说明
1.1缓冲材贴付于缓冲材贴付面时,须力求平整,不可有气泡存在
1.2贴付缓冲材前,需先清洁缓冲材贴付面
1.3超出缓冲材贴付面之缓冲材须用刀片
切除
2.拆装ACF贴付头之步骤说明
2.1手扶ACF贴付头,并用内六角板手
(2.5mm)将内六角螺丝(4颗)拆下
2.2换上新ACF贴付头(已贴付缓冲材),并用内六角板手(2.5mm)将内六角螺丝(4
颗)逐一锁回
2.3固定ACF贴付头前,须同时将ACF贴付头推向固定方向,并旋紧内六角螺丝,
方向如下图
ACF贴付头
推向方向
机台正面
d.COG机台Type:
COG-13N(M9~M17)ACF贴付头之外型示意图
内六角螺丝
缓冲材贴付面
1.缓冲材贴付说明
1.1缓冲材贴付于缓冲材贴付面时,须力求平整,不可有气泡存在
1.2贴付缓冲材前,需先清洁缓冲材贴付面
1.3超出缓冲材贴付面之缓冲材须用刀片
切除
2.拆装ACF贴付头之步骤说明
2.1手扶ACF贴付头,并用内六角板手
(2.5mm)将内六角螺丝(2颗)拆下
2.2换上新ACF贴付头(已贴付缓冲材),并用内六角板手(2.5mm)将内六角螺丝(2
颗)逐一锁回
2.3固定ACF贴付头前,须同时将ACF贴付头推向固定方向,并旋紧内六角螺丝,
方向如下图
ACF贴付头
推向方向
机台正面
e.ACF贴付头装设完成后,按ACFHeater开关”H1”(方
形”33”),令ACF贴付头升温
1.须待温度回升至工作温度才可进行试产测试
2.生产前须先试贴ACF确认贴付状况是否稳定
f.更换完成后,于”COG/TABOLB首件检验记录表”之备注栏登记更换时间
九.使用表單(Form)
1.COG机台制程条件记录表
2.COG机台产品换线点检表
附件一:
操作图面3
(33)(35)(37)(39)
ACFLSIACTUAL
H1H2H3H4ATTACHATTACHATTACH
ACFUNITTEMPORARYACTUAL
 升级会员
升级会员 