模具基础知识培训教材YFBSJ10001.docx
《模具基础知识培训教材YFBSJ10001.docx》由会员分享,可在线阅读,更多相关《模具基础知识培训教材YFBSJ10001.docx(41页珍藏版)》请在冰豆网上搜索。
模具基础知识培训教材YFBSJ10001
第一章模具零件的描述
第一节模具零件
塑胶模具的结构由注塑机类型和啤件的结构特点所决定,大体上每套模具均由动模和定模两部分组成。
动模安装在注塑机的移动工作台面上,定模安装在注塑机的固定工作台面上。
根据模具中各个部件的作用,一套注塑模可分为以下几个部分:
1)成型件
赋予成型材料形状和尺寸的零件。
通常由内模、镶件、行位、斜顶等构成。
原身出时,出料位的模板如MA01、
MB02也属于成型件。
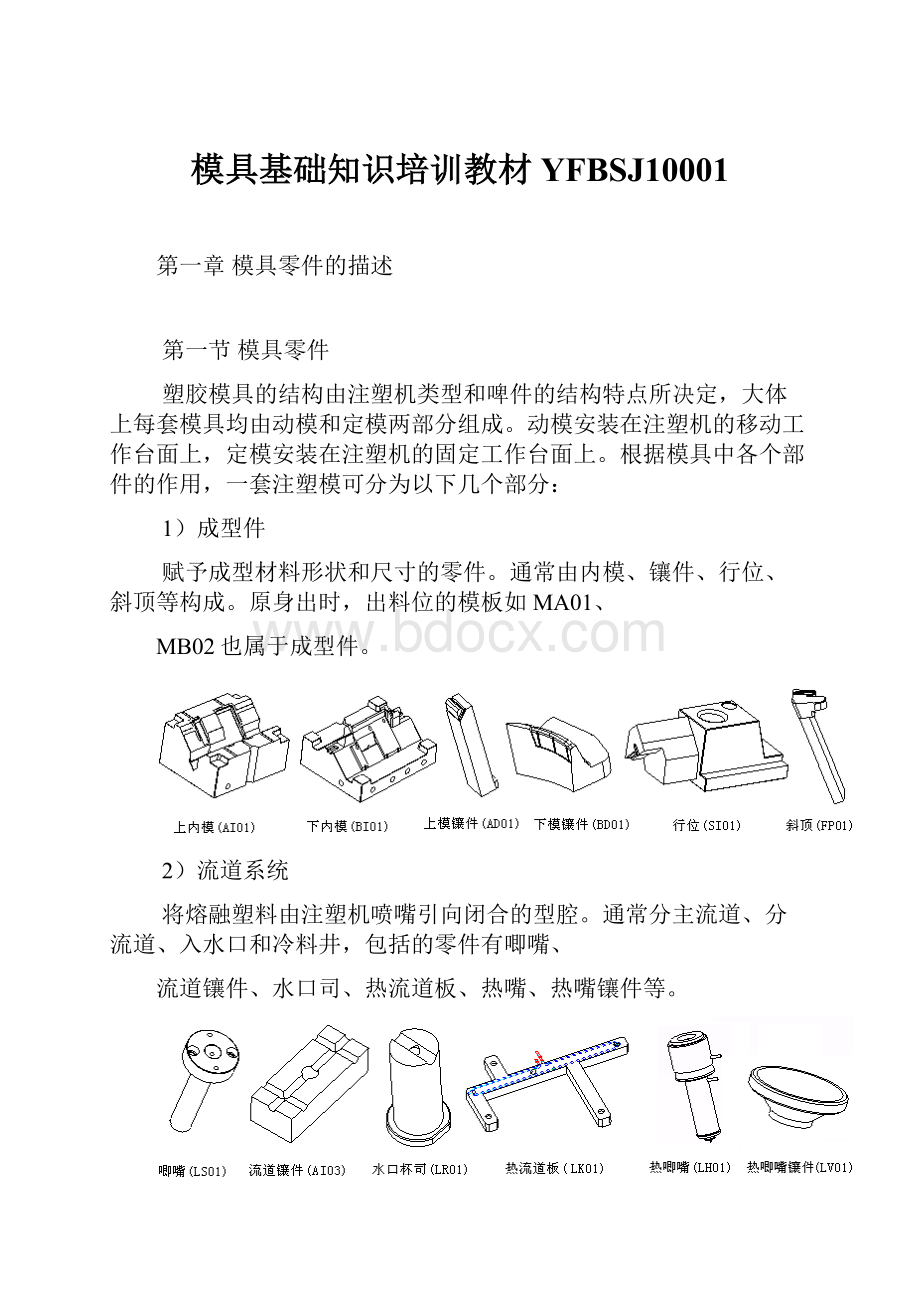
2)流道系统
将熔融塑料由注塑机喷嘴引向闭合的型腔。
通常分主流道、分流道、入水口和冷料井,包括的零件有唧嘴、
流道镶件、水口司、热流道板、热嘴、热嘴镶件等。
3)顶出机构
实现塑件脱模的装置。
最常用的有顶针、司筒、推块、推板等零件和面针板、底针板组成的机构。
4)导向部件
为保证动模与定模闭合准确或脱模顶出时机构运动灵活平稳而设置的部件。
通常由边钉、边司、中托边、中
托司等组成。
5)冷却系统
为了满足注射成形条件对温度的要求,需要冷却系统对模具温度进行控制。
包括管接头、喉塞、中间堵头、
隔片、喷管、集水器等零件。
6)结构件
用来固定、支承、限位以上各系统的零件。
各模板、撑头、限位块、定位圈、预复位机构、扣鸡等。
第二章模具材料的分类及其热处理
第一节模具材料
1、制造模具所使用的模具材料很多,通常使用碳钢、合金钢、合金铝、合金铜等。
1)、模具钢材的分类
A)、根据工作条件的不同,模具钢材分为冷作模具钢、热作模具钢、塑胶模具钢和高速钢。
冷作模具钢------此种钢材有良好切削性,高含碳量提供良好耐磨性,但韧性低。
热作模具钢------此种钢材的延伸性好,有较低的硬度,中度抗热软化阻力,能承受高工作温度。
多用于压铸模、挤
压模、塑胶模等。
注塑模具钢------此种钢材硬度低、易切削、尺寸稳定、抛光性佳、容易加工。
多用于注塑模內模。
高速模具钢------此种钢材主要用来切削其它钢材的刀具钢,能耐高温、耐磨耗、高温下不易软化。
B)、根据化学成分的不同,钢可分为碳素钢和合金钢。
碳素钢是铁和碳的合金,其中的硅和锰属于杂质,按其含碳量又可分为低碳钢、中碳钢、高碳钢;
合金钢是指为了改善碳素钢的性能,特意加入一些合金元素所构成的钢种。
C)、根据钢的用途不同,钢还可分为结构钢、工具钢、渗碳钢、不锈钢、弹簧钢、轴承钢、以及耐热钢等。
2)、合金铜
合金铜按其化学成分可分为青铜、黄铜和白铜。
A)、黄铜是以锌为主要合金元素的铜合金。
B)、青铜是以锡、铝、铍、锆、钛等为主的铜合金。
国内外多选择它并用铸造方法成形塑料模具,其中铍青铜是制造
塑料模具的优良材料,它是以铍为主要合金元素的铜合金,具有高强度、高硬度,还具有优异的导热性。
C)、白铜是以镍为主要合金元素的铜合金。
3)、合金铝
合金铝按成分和生产工艺分为形变铝合金和铸造铝合金两大类。
形变铝合金按其性能又分为防锈铝合金、硬铝、超硬铝和锻铝。
铸造铝合金按加入的合金元素分铸造硅铝合金、铸造铝铜合金、铸造铝镁合金、铸造铝锌合金。
第二节钢材的热处理
不论塑胶模、冲压模或压铸模,都有一定的材料要求来符合各自不同的工作条件及加工方法,热处理便是其中一
种使材料改变机械性质的处理方式。
即使是同一样成分的钢材,热处理方法不同,所出现的性质也有显著的差异。
热
处理方法很多,常用有以下几种:
A)、退火------加热至适当温度,保持一段时间后,在炉中或在隔热材料内慢慢冷却。
目的是将钢材软化,除去残留
应力,增加可切削性。
B)、淬火-----将钢材在高温度之下急速冷却至室温。
此一过程使钢料内的组织结构变得很硬和很脆。
C)、回火-----它是淬火后必需的操作。
目的是除去钢料的内应力、预防淬火后会出现的裂纹、调整硬度及增加韧性,
使钢料不会在受轻微的碰撞时开裂。
D)、渗碳-----将低碳钢(0.1—0.3%C)加热至850—930℃使活化的碳原子渗入钢材表面。
经淬火及回火后得到表面
层坚硬,内部具有韧性的工件。
E)、氮化------将充满氮气的炉加热至500—550℃使氨气分解所得的氮气渗入钢料表层。
冷却之后钢材上得到一层氮
化层。
该氮化层具有高硬度、高耐磨性、抗腐蚀等特点。
第三节常用钢材对照表
以下为我们公司常用钢材对照表;
序号
使用场合
注射材料
配件名称
美国钢材统一编号
AISI
日本钢材统一编号
JIS
备注
编号
备注
编号
备注
1
内模型腔部分
ABS、PS、PP、PE
P20
塑胶模具钢
SCM(改)
718S、718H、PX5
TS2311、738、738H
2
POM、PC+ABS
290-330HB
3
4
GPPS、K、PMMA、SAN
420
塑胶模具钢
SUS420J2
S136H、HPM38
TS2316、GS083H
5
PC、ABS透明、PA
290-330HB
6
PVC等腐蚀性塑胶模
淬火48-52HRC
S136、TS2083、GS-083
7
Zn合金模、AL合金模
H13
热作模具钢
SKD61
AL合金模
日本压铸模
DHA1、DAC
8
产量大的非腐蚀性塑胶模
淬火48-52HRC
GS-344ESR、TS2344ESR
9
ABS、ABS+PC
P21
塑胶模具钢
NAK80、NAK55、HPM50
CENA1
10
PC等需晒纹模具
370-420HB
11
产量大的塑胶模(美国)
S7
淬火54-58HRC
ASSABS7、GS-307
12
M2
高速模具钢
SKH51
59-61HRC
MH51
14
日本大型原身出塑胶模具
SC系列
PXZ
15
结构钢
DME1﹟钢材
1030
用于各模板(170-220HB)
16
DME2﹟钢材
P20
用于固定内模的各模板,码模板,支撑板(预硬28-34HRC)
17
DME7﹟钢材
420
改良
用于非原身出料位的各模板,耐腐蚀,不锈钢(预硬29-36HRC)
18
成型钢
DME3﹟钢材
P20
改良
用于各模板,硬度高,易切削,抛光性好(预硬29-36HRC)
19
DME5﹟钢材
H13
用于原身出料位的A/B板等,硬度高,抛光性好,要淬火(48-52HRC)
20
DME6﹟钢材
420
用于原身出料位的A/B板等,硬度高,耐腐蚀,要淬火(48-52HRC)
第三章塑胶材料种类
第一节塑胶分类
塑胶是以高聚物(树脂)为主要成分,大多含有添加剂(如增塑剂、填充剂、润滑剂、防紫外线剂以及颜料等)、且在加工过程中能流动成型的一类高分子材料。
通常有以下几种分类方法。
1)按物理化学性能分:
A)、热塑性塑料(Thermoplastics)在特定的温度范围内能反复加热溶融和冷却硬化的一类塑料。
如聚乙烯塑料、ABS塑料、聚碳酸酯塑料、聚酰胺塑料和聚甲醛塑料等。
B)、热固性塑料(TherosettingPlastics)在热或其它条件作用下能固化成不溶、不熔性物料的一类塑料。
如酚醛塑料、环氧塑料、DHA塑料、氨基塑料以及不饱和聚酯塑料等。
2)按用途分:
A)、通用塑料(GeneralPlastics)一般指产量大、用途广、成形性好、价廉的一类塑料。
如聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯和酚醛塑料等皆属此列。
B)、工程塑料(EngineeringPlastics)一般指能承受一定的外力作用、且有良好的力学性能和尺寸稳定性、并在高低温下仍能保持优良性能、可作为工程结构件的一类塑料。
如尼龙、聚砜、聚甲醛、聚苯硫醚和耐热环氧等。
C)、特种塑料(SpecialPlastics)一般指具有特种功能(如耐热、自润滑等)、应用于特殊领域的一类塑料。
如氟塑料、有机硅塑料、聚酰亚氨塑料等。
3)、按半成品和制品分:
A)、模塑粉(MoldingPowder)俗称塑料粉,、主要由热固性树脂(如酚醛等)和填料(如木粉等),经充分混合、滚压、粉碎而得的一类塑料。
如酚醛塑料粉等。
B)、增强塑料(ReinforcedPlastics)加有增强剂、使其某些力学性能比原树脂有较大提高的一类塑料。
如玻璃纤维增强塑料和硅纤维增强塑料等。
C)、泡沫塑料(FoamedPlastics)整体内含有无数微孔的一类塑料。
如聚氨酯泡沫塑料、聚苯乙烯泡沫塑料等。
D)、薄膜(Film)一般指厚度在0.25mm以下的平整而柔软的一类塑料制品。
如聚乙烯薄膜、聚氯乙烯薄膜等。
第二节塑胶的可模塑性
可模塑性是指塑料在温度和压力作用下形变、并模塑成塑料制品的能力,它主要取决于塑料的流动性、热性能、物理力学性能等。
1)流动性
塑料在一定温度与压力下填充模腔的能力称为流动性。
影响流动性的因素有:
A、温度的影响---------温度高则流动性增大,不同材料影响程度不同;
B、压力的影响---------压力增加则塑料受剪作用增大,熔体的表观粘度下降,流动性增大;
C、模具的影响---------浇注系统形式、尺寸、布置,冷却系统设计、流道阻力等均会影响塑料在模腔内的流动性;
D、塑料品种的影响------不同的塑料品种,其流动性有很大差异;
2)收缩性
塑料自熔融状态充满模腔至冷却后取出达到室温下的稳定状态,这一过程其尺寸发生缩小的性能称为收缩性。
它不仅是树脂本身热胀冷缩的结果,还与各成形因素有关。
A、塑料品种的影响-------塑料品种不同,其收缩值不同;同一品种塑料,由于分子量、填料及其配比不同,其收缩值也不同;
B、啤件特性的影响------啤件形状、尺寸、数量及其布局对收缩值均有影响;
C、模具的影响------------模具结构、分型面的选择、浇口位置、数量、截面尺寸等对收缩值有很大影响;
D、成形条件的影响------模温高,收缩值大,反之收缩值小;注射压力高,保压时间长,收缩值小,反之收缩值大;
第三节常用塑胶材料的注塑参数
以下为我们公司常用塑胶材料注塑参数(仅供参考,尤其注意缩水率会根据不同的塑胶供应商以及不同填料比例有变化);
材料
缩水率
熔点
(℃)
前部温度
(℃)
中部温度
(℃)
尾部温度
(℃)
模温
(℃)
有无
腐蚀
是否
透明
干燥条件
注射压力
(BAR)
备注
ABS+PC
5‰
250-255
245-255
230-240
210-230
75-90
NO
NO
80℃-100℃
2-4H
含30%
PBT
4‰
260-276
254-276
249-271
243-265.5
65-87
YES
NO
110℃
4-8H
PEEK
14‰
324-344
324-344
314-330
294-320
165-190
YES
NO
手册熔点
350℃-400℃
PC+玻纤
根据玻纤所占比例变化
300-310
300-310
208-290
260-280
90-100
NO
NO
120℃6H
600-1400
10-40%玻纤
注射P=60-140MPA
SAN
5‰
230-260
233-260
220-250
210-240
60-80
YES
NO
80℃2-4H
380-1300
模具不低于60℃
380-1300BAR
PPO
5‰
290-320
290-320
280-310
260-290
100-150
YES
NO
800-1000
800-2000BAR
ABS
5‰
200-280
(230)
200-280
190-270
185-260
25-80
NO
YES/NO
80℃-90℃
至少2H
560-1760
500-1000BAR
PC
5‰
260-340
260-340
250-300
240-320
70-120
NO
YES/NO
100-120℃
3-4H
560-1400
小的边水口慢注射
其它水口高速注射
HDPE
25‰
180-280
180-280
175-275
165-265
20-90
NO
NO
不用烘
840-1050
冷却必须充分
LDPE
25‰
180-280
180-280
175-275
165-265
20-70
NO
NO
不用烘
350-1050
PET
6‰
206-280
275-290
265-280
275-290
265-280
265-280
245-260
255-270
100-110
NO
NO
120-165℃
4H
高速注射
PCTG
5‰
220-290
220-290
210-280
200-270
10-30
YES
NO
65℃左右4H
高速注射
PMMA
5‰
240-280
240-280
230-270
220-260
35-80
NO
YES
90℃2-4H
350-1400
POM
22‰
190-230
190-230
180-220
175-210
80-105
YES
NO
560-1400
通常不用烘,但储存在干燥处
PP
20‰
220-280
220-280
210-270
200-260
20-80
NO
NO
700-1400
PS
5‰
180-280
180-280
170-270
160-250
20-70
NO
YES
200-600
PVC
15‰
160-220
160-220
155-210
150-200
20-70
YES
NO
70-1760
PA12
15‰
230-300
230-300
220-290
240-280
30-40
NO
NO
85℃4-5H
材料
缩水率
熔点
(℃)
前部温度
(℃)
中部温度
(℃)
尾部温度
(℃)
模温
(℃)
有无
腐蚀
是否
透明
干燥条件
注射压力
(BAR)
备注
PA6
15‰
230-280
230-280
220-290
210-280
80-90
NO
NO
80℃16H
70-1400
PA66
15‰
260-290
260-290
250-280
240-270
80
NO
NO
70-1760
GPPS
5‰
160-250
170-270
180-280
180-280
NO
YES
60℃-80℃
2-3H
HIPS
4‰
170-240
180-260
180-270
180-280
NO
NO
60℃-80℃
2-3H
KR
5‰
150-200
150-210
160-220
170-240
NO
YES
不用烘
TPE
17‰
140-200
150-210
160-220
170-240
YES
NO
不用烘
TPR
15‰
140-200
150-210
160-220
170-240
YES
NO
不用烘
PPU
12‰
170-190
180-200
190-210
160-170
YES
NO
不用烘
PPA
6‰
170-190
180-200
190-210
160-170
YES
NO
不用烘
PE
20‰
220-270
240-290
260-300
270-300
NO
NO
不用烘
EVA
20‰
150-200
160-210
170-220
180-240
NO
NO
不用烘
第四章加工工序表
工序名
所用设备
部门
经济精度(mm)
最高精度(mm)
应用情形
加工限制
工序描述
相关夹具
可能前面工序
可能后面工序
普通车
普通车床
车床
0.05
0.02
车圆镶件,形状规则没有曲面的工件,加工外圆和内孔
直径800以下的圆形工件,普通车床不可以加工淬火件
能保证圆度和同心度要求
三抓盘
四抓盘
法兰盘
同心顶
铣床
钻孔
磨床
CNC
数控车
数控车床
车床
0.02
0.01
车圆镶件,形状不规则有曲面的工件,加工外圆和内孔
直径200以下的圆形工件,小于直径8的工件也难加工
能保证圆度和同心度,高精度要求
三抓盘
同心顶
车床
磨床
CNC
铣
台式铣床
铣床
0.06
0.02
下料开粗,铣正方料,锣基准角,倒R,管位开粗
长不能超过1米,前后宽度500以下,厚度500以下
适合平面加工
磁盘
批士
压块
车床
磨床
磨床
钻孔
磨
卧式磨床
万圆磨床
磨床
0.01
0.005
磨正方料打直角,磨平面模分型面,磨轴外圆,孔内圆,磨配镶件,内模入框
只能磨规则的平面或者圆形工件,异形工件不能加工
能保证光洁度,平面度,圆度要求
磁盘
批士
铣床
车床
钻孔
CNC
铣床
钻孔
台式铣床
立式钻床
钻床
0.1
0.02
钻攻螺丝孔,穿丝孔,钻铰各类针孔,司筒孔,钻铰入水孔,精镗直身唧嘴孔或开粗唧嘴孔
模具长度不能超过1米,钻孔深度不能超过150,模具材料是非淬火料
垂直方向,一般深度的加工
批士
压块
铣床
磨床
车床
线割
CNC
钻运水
摇臂钻
深孔钻
钻运水
0.1
0.05
钻运水孔,钻攻运水喉塞螺丝孔
模具长度超过1米,钻孔深度超过150,摇臂钻孔直径小于2",深孔钻孔直径小于1",模具材料是非淬火料
垂直方向,长深孔位的加工
批士
压块
铣床
磨床
车床
线割
CNC
热处理
//
外协
//
//
高精度工业模,精品玩具维京模,合金模具
//
淬火至HRC***,氮化至HV***
//
车床
铣磨
钻孔
CNC
磨床
车床
大CNC
加工中心
CNC
0.02
0.01
各管位,枕位,分型面,料位的开粗和精锣,精镗唧嘴孔,镶件孔,精锣流道,排气槽,加工铜公,胶样
超出刀具极限长度,和有斜角曲面或者R小于0.5的内斜面无法加工,行程超过1.2米,高度800
根据3D文件编写加工程式,来加工各种曲面
批士
压块
3R
铣床
钻孔
线割
车床
EDM
雕刻
FIT模
小CNC
加工中心
CNC
0.02
0.01
各管位,枕位,分型面,料位的开粗和精锣,精镗唧嘴孔,镶件孔,精锣流道,排气槽,加工铜公,胶样
超出刀具极限长度,和有斜角曲面或者R小于0.5的内斜面无法加工,行程小于500,高度300
根据3D文件编写加工程式,来加工各种曲面
批士
压块
3R
铣床
钻孔
线割
车床
EDM
雕刻
FIT模
高速CNC
加工中心
CNC
0.02
0.005
各管位,枕位,分型面,料位的开粗和精锣,精镗唧嘴孔,镶件孔,精锣流道,排气槽,高光洁度,高精度模具加工
超出刀具极限长度,和有斜角曲面或者R小于0.5的内斜面无法加工,行程小于300,料位粗糙度达到Ra0.2以上,枕位粗糙度Ra0.4以上
根据3D文件编写加工程式,来加工各种曲面
批士
压块
3R
铣床
钻孔
线割
车床
EDM
雕刻
FIT模
大EDM
普通火花机
EDM
0.05
0.02
夹口要求在0.05的料位,封料位的枕位,EDM过针孔位,唧嘴孔,很深的啤把孔
长不超过1.5米,高度800以下,放电面积300*300以上
火花放电的电腐蚀加工
磁盘
批士
压块
铣磨
车
CNC
FIT模
执模
抛光
小EDM
普通火花机
EDM
0.05
0.02
夹口要求在0.05的料位,封料位的枕位,EDM过针孔位,唧嘴孔,很深的啤把孔
长小于400,高度300以下,放电面积小于100*100
火花放电的电腐蚀加工
磁盘
批士
压块
铣磨
车
CNC
FIT模
执模
抛光
精密EDM
精密火花机
EDM
0.01
0.005
夹口要求在0.02的料位,封料位的枕位,EDM过精密模针孔位,唧嘴孔,精度要求高的花纹和料位
长小于400,高度300以下,放电面积小于100*100,粗糙度Ra0.2
火花放电的电腐蚀加工
磁盘
批士
压块
3R
铣磨
车
CNC
FIT模
执模
抛光
雕刻
成形雕刻机
雕刻
0.1
0.02
清角和跟顺很深的R位,精雕花纹,加工手板倒胶样的玩具模,精度在0.05左右的加工
长.宽.高均不超过500的中小模具,高度300,不适合有公差要求的工业模
成形缩放比例,跟样来精雕料位
批士
压块
CNC
铣
线割
车床
执模
抛光
FIT模
打磨机
FIT模机
FIT模
//
//
为了试模的时候不跑披风,合模上下模分型面间隙小于0.02
枕位FIT模余量小于0.2,插穿位FIT模余量小于0.1
通过上下模合模互配来完成
弓形
夹具
EDM
CNC
EDM
执模
抛光
执模
打磨机
油石
执模
//
//
保证试模时啤件不出夹口
玩具模夹口要求小于0.05,工业精密模夹口要求小于0.02
上下模的料位边要重合
//
FIT模
FIT模
抛光
抛光
打磨机
油石
砂纸
抛光
Ra0.4
Ra0.2以上
使料位能达到比较高的光洁度
对内模材料,硬度有一定的要求
先去毛刺,再用油石砂纸,钻石膏抛光,
//
执模
装配
第五章软件说明
序号
客供文件格式
文件来源于
转为PRO/E文件的方法
可接收性
1
*.prt(PRO/E)
PRO/E
直接用PRO/E软件打开;
优
2
*.prt(UG)
UG
UG软件PRO/E软件
*.prt——————→*.stp——————→*.prt
一般
UG软件PRO/E软件
*.prt——————→*.igs——————→*.prt
3
*.model
CATIA
PRO/E软件
*.model——————→*.prt
一
 升级会员
升级会员 