现在PLC控制系统综合设计实例.ppt
《现在PLC控制系统综合设计实例.ppt》由会员分享,可在线阅读,更多相关《现在PLC控制系统综合设计实例.ppt(37页珍藏版)》请在冰豆网上搜索。
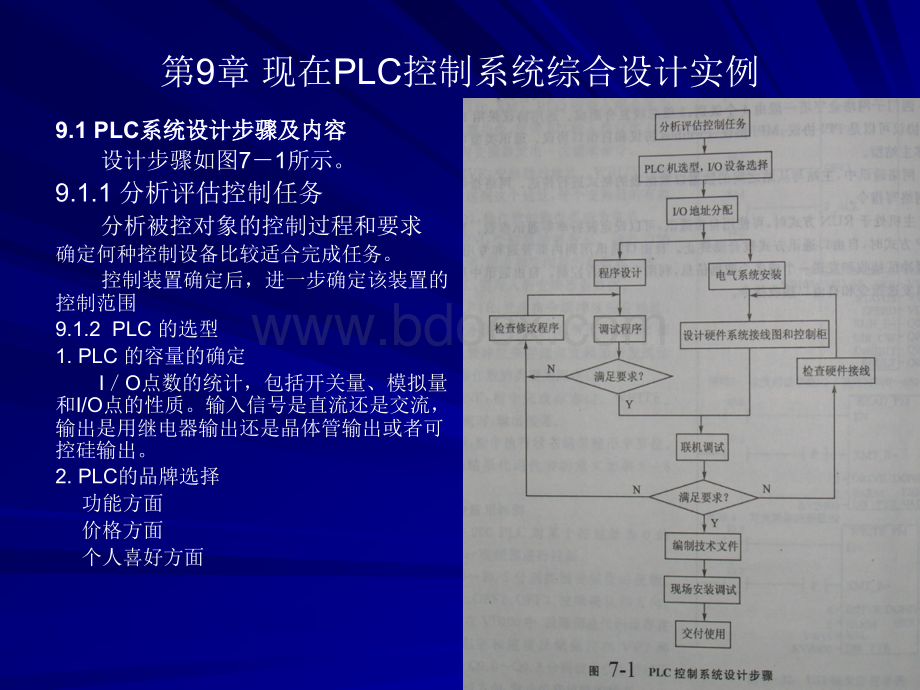
第第99章章现在现在PLCPLC控制系统综合设计实例控制系统综合设计实例9.1PLC9.1PLC系统设计步骤及内容系统设计步骤及内容系统设计步骤及内容系统设计步骤及内容设计步骤如图设计步骤如图7711所示。
所示。
9.1.19.1.1分析评估控制任务分析评估控制任务分析被控对象的控制过程和要求分析被控对象的控制过程和要求确定何种控制设备比较适合完成任务。
确定何种控制设备比较适合完成任务。
控制装置确定后,进一步确定该装置的控制装置确定后,进一步确定该装置的控制范围控制范围9.1.2PLC9.1.2PLC的选型的选型1.PLC1.PLC的容量的确定的容量的确定IIOO点数的统计,包括开关量、模拟量点数的统计,包括开关量、模拟量和和I/OI/O点的性质。
输入信号是直流还是交流,点的性质。
输入信号是直流还是交流,输出是用继电器输出还是晶体管输出或者可输出是用继电器输出还是晶体管输出或者可控硅输出。
控硅输出。
2.PLC2.PLC的品牌选择的品牌选择功能方面功能方面价格方面价格方面个人喜好方面个人喜好方面9.1.3I/O9.1.3I/O地址分配地址分配分配好I/O地址才能编程、绘制电气图、装配图。
9.1.49.1.4系统设计系统设计硬件设计:
硬件设计:
PLCPLC及外围线路的设计、电气线路的设计和抗干扰措施的设计等。
及外围线路的设计、电气线路的设计和抗干扰措施的设计等。
软件系统的设计:
编制软件系统的设计:
编制PLCPLC控制程序。
控制程序。
在程序设计时,除在程序设计时,除I/OI/O地址列表外,把程序中要用到的中间继电器地址列表外,把程序中要用到的中间继电器MM、定时器、定时器TT、计数器、计数器CC和存储单元和存储单元VV其作用和功能列写出来,以便编写程序和阅读程序。
其作用和功能列写出来,以便编写程序和阅读程序。
程序设计采用程序设计采用LADLAD还是还是STLSTL或者功能图根据需要灵活掌握。
或者功能图根据需要灵活掌握。
9.1.59.1.5系统调试系统调试模拟调试模拟调试模拟调试模拟调试:
硬件部分的模拟调试可在断开主电路的情况下,测试手动部分是:
硬件部分的模拟调试可在断开主电路的情况下,测试手动部分是否正确;软件部分的模拟调试借助于模拟开关和否正确;软件部分的模拟调试借助于模拟开关和PLCPLC的输出指示灯进行。
主的输出指示灯进行。
主流流PLCPLC产品都可在产品都可在PCPC机上直接进行模拟调试。
机上直接进行模拟调试。
联机调试:
联机调试:
联机调试:
联机调试:
通过现场联调信号的接入,修正软硬件设计中的问题。
通过现场联调信号的接入,修正软硬件设计中的问题。
系统完成后,及时整理技术材料并存档,养成好的工作习惯。
系统完成后,及时整理技术材料并存档,养成好的工作习惯。
9.2双恒压无塔供水控制系统设计9.2.1工艺过程恒压供水包括生活用水的恒压控制和消防用水的恒压控制。
见图恒压供水包括生活用水的恒压控制和消防用水的恒压控制。
见图7722所示。
所示。
市网来水用高低水位控制器市网来水用高低水位控制器EQEQ来控制注水阀来控制注水阀YV1YV1,它们自动把水注满储水池,它们自动把水注满储水池,只要水位低于高水位,则自动往水箱中注水。
水池的高低水位信号也及接送给只要水位低于高水位,则自动往水箱中注水。
水池的高低水位信号也及接送给PLCPLC,作为进行低水位报警用。
生活用水和消防用水公用三台泵,平时电磁阀,作为进行低水位报警用。
生活用水和消防用水公用三台泵,平时电磁阀YV2YV2处于失电状态,关闭消防管网,三台泵根据生活用水的多少,按一定的控制处于失电状态,关闭消防管网,三台泵根据生活用水的多少,按一定的控制逻辑运行,使生活用水在恒压状态下运行,当有火灾发生时,电磁阀逻辑运行,使生活用水在恒压状态下运行,当有火灾发生时,电磁阀YV2YV2得点,得点,关闭生活用水管网,三台泵供消防用水使用,并根据用水量的大小,使消防用水关闭生活用水管网,三台泵供消防用水使用,并根据用水量的大小,使消防用水也在恒压(高恒压值)下进行。
火灾结束后,三台泵再改为生活用水使用。
也在恒压(高恒压值)下进行。
火灾结束后,三台泵再改为生活用水使用。
9.2.29.2.2系统控制要求系统控制要求11生活供水时系统是低恒压值运行,消防供水时系统高恒压值运行;生活供水时系统是低恒压值运行,消防供水时系统高恒压值运行;22三台泵根据恒压的需要,采取三台泵根据恒压的需要,采取“先开先停先开先停”的原则接入和退出;的原则接入和退出;33在用水量小的情况下,如果一台泵连续运行时间超过在用水量小的情况下,如果一台泵连续运行时间超过33小时,则要切换到小时,则要切换到下一台泵,即系统具有下一台泵,即系统具有“倒泵功能倒泵功能”,避免某一个泵,避免某一个泵工作时间过长;工作时间过长;44三台泵在启动时要有软启动功能;三台泵在启动时要有软启动功能;55要有完善的报警功能;要有完善的报警功能;66对泵的操作要有手动控制功能。
手动只在应急或检修时临时使用。
对泵的操作要有手动控制功能。
手动只在应急或检修时临时使用。
9.2.39.2.3控制系统的控制系统的I/OI/O点及地址分配点及地址分配见表见表9911输出信号及代码、地址编号如表92主机单元CPU222AC/DC继电器扩展单元EM2228点继电器模拟量单元EM2354AI1AO图73PLC系统组成9.2.4PLC选型系统共有开关量输入点6个、开关量输出点12个、模拟量输入点1个、模拟量输出点1个。
比较经济的PLC配置方案为:
9.2.59.2.5控制系统原理图控制系统原理图1.1.主电路图主电路图2.2.控制电路图控制电路图3PLC3PLC外围接线图外围接线图9.2.69.2.6系统程序设计系统程序设计主程序:
包含逻辑运算和报警处理程序子程序:
包含系统初始化程序中断子程序:
定时采样子程序和PID控制输出程序参数整定:
生活供水时系统设定值为70,消防供水时系统设定值为90PID参数的Kc=0.25,采样时间Ts=0.2s,积分时间Ti=30Min程序中用到的PLC元件及功能如表93,程序如图77所示。
9.3薄刀式分切压痕机控制系统9.3.19.3.1生产线的工艺过程生产线的工艺过程薄刀式分切压痕机是生产保装纸箱所用的瓦楞纸生产线中的重要设备,薄刀式分切压痕机是生产保装纸箱所用的瓦楞纸生产线中的重要设备,其生产流程如图其生产流程如图7788所示。
整个工艺过程分为开卷、压痕、涂胶、粘所示。
整个工艺过程分为开卷、压痕、涂胶、粘合、烘干、分切和磨刀七部分。
合、烘干、分切和磨刀七部分。
9.3.29.3.2控制系统的工艺要求控制系统的工艺要求11压痕辊的线速度要求与送来纸板速度一致,即与主轴开卷机轴的线速度相等,压痕辊的线速度要求与送来纸板速度一致,即与主轴开卷机轴的线速度相等,由于开卷机的速度是可调的,所以压痕辊由变频驱动控制。
根据开卷机的速度由于开卷机的速度是可调的,所以压痕辊由变频驱动控制。
根据开卷机的速度调整范围,要求压痕轴的速度范围为调整范围,要求压痕轴的速度范围为001500r/s,1500r/s,主轴的速度用测速机检测,输主轴的速度用测速机检测,输出的电压范围为出的电压范围为0010V10V。
22分切装置上有四片分切刀片,如图分切装置上有四片分切刀片,如图7799所示,刀片位置可根据要求进行调整,所示,刀片位置可根据要求进行调整,刀片的速度应根据纸板的速度变化而变化,所以分切装置轴的驱动也采用变频刀片的速度应根据纸板的速度变化而变化,所以分切装置轴的驱动也采用变频器驱动,但有最低转速和最高转速的限制,根据主轴速度和上、下限的要求确器驱动,但有最低转速和最高转速的限制,根据主轴速度和上、下限的要求确定刀片速度范围为定刀片速度范围为3003001200r/s1200r/s。
33分切装置上的分切刀片在分切一段时间变钝后,磨刀装置应对刀分切装置上的分切刀片在分切一段时间变钝后,磨刀装置应对刀片磨削锐化,以保持分切刀片刀刃的锐利。
分切刀片由锐利变钝的时片磨削锐化,以保持分切刀片刀刃的锐利。
分切刀片由锐利变钝的时间与分切装置的转速及切削纸板的多少有关,因此每次磨刀时间间隔间与分切装置的转速及切削纸板的多少有关,因此每次磨刀时间间隔应与分切装置的速度保持一致。
磨刀时间与初设的磨刀间隔应与分切装置的速度保持一致。
磨刀时间与初设的磨刀间隔由由PLCPLC上上的模拟电位器设定,设定刀片每次磨削时间的范围为的模拟电位器设定,设定刀片每次磨削时间的范围为5005001000MS1000MS磨刀时间间隔为磨刀时间间隔为5000500010000MS10000MS。
磨刀装置上的四片磨刀砂轮由不同的电磁阀控制,分别对四片刀片进磨刀装置上的四片磨刀砂轮由不同的电磁阀控制,分别对四片刀片进行磨削,磨刀要求有手动和自动两种控制方式。
手动时,按一次磨刀行磨削,磨刀要求有手动和自动两种控制方式。
手动时,按一次磨刀按纽进行一次磨刀操作;自动时,分切只要运行,按纽进行一次磨刀操作;自动时,分切只要运行,PLCPLC就根据初设的就根据初设的磨刀间隔时间和根据刀片的速度微调间隔时间,自动地进行磨刀操作。
磨刀间隔时间和根据刀片的速度微调间隔时间,自动地进行磨刀操作。
每个刀片的磨刀装置可以人为地设定为工作和停止两种状态。
每个刀片的磨刀装置可以人为地设定为工作和停止两种状态。
nn44生产过程中会发生纸板跑偏的现象,恒向移动装置应随时自动地生产过程中会发生纸板跑偏的现象,恒向移动装置应随时自动地进行跟踪纠偏,也可手动恒向移动进行纠偏,用两个光电开关作为纠进行跟踪纠偏,也可手动恒向移动进行纠偏,用两个光电开关作为纠偏的位置检测,用两个行程开关进行限制恒向移动的行程范围偏的位置检测,用两个行程开关进行限制恒向移动的行程范围9.3.39.3.3控制系统的控制系统的I/OI/O点及地址分配点及地址分配控制系统的输入、输出信号及代码、地址编号如表控制系统的输入、输出信号及代码、地址编号如表9944所示。
所示。
9.3.4PLC9.3.4PLC的选型的选型系统共有开关量输入点系统共有开关量输入点1414个,开关量输出点个,开关量输出点88个,个,11路模拟量输入,路模拟量输入,22路路模拟量输出。
其中的一种配置为:
模拟量输出。
其中的一种配置为:
主机单元CPU224AC/DC继电器模拟量单元EM2314AI模拟量单元EM2322AOPLC系统的组成9.3.5系统原理图系统控制原理图如图1010所示。
9.3.6系统程序设计按功能分为:
1.两个变频器的速度控制2自动纠偏3磨刀控制4磨刀时间和间隔时间的设定系统梯形图如图711所示9.4PLC在工程应用中要注意的一些实际问题9.4.1PLC9.4.1PLC的安装的安装可利用模块上的安装孔固定,也可把模块固定在一可利用模块上的安装孔固定,也可把模块固定在一个标准的个标准的DINDIN导轨上,水平安装和垂直安装都可导轨上,水平安装和垂直安装都可以。
以。
注意事项:
注意事项:
nn为防止高电子噪声对模块的干扰,应将模块与为防止高电子噪声对模块的干扰,应将模块与产生高电子噪声的设备分开产生高电子噪声的设备分开nnS7S7200200模块是采用自然对流方式散热的,安装模块是采用自然对流方式散热的,安装时应尽可能不与产生高热量设备安装在一起。
时应尽可能不与产生高热量设备安装在一起。
9.4.2电源的设计1供电电源对于输入电源为市电的后者使用开关电源提供24V直流电源的PLC,一般采用隔离变压器隔离掉供电电源中的各种干扰信号,从而提高了系统的看干扰能力。
对实时性控制系统,为避免突然断电造成严重的后果,在供电系统中增加UPS不停电电源,是生产设备处于安全状态。
2.S7200CPU内部直流电源提供了一个24V传感器电源和一个5V直流电源。
24V直流传感器电源可作为CPU
 升级会员
升级会员 