107机械制造技术-第七章.pptx
《107机械制造技术-第七章.pptx》由会员分享,可在线阅读,更多相关《107机械制造技术-第七章.pptx(74页珍藏版)》请在冰豆网上搜索。
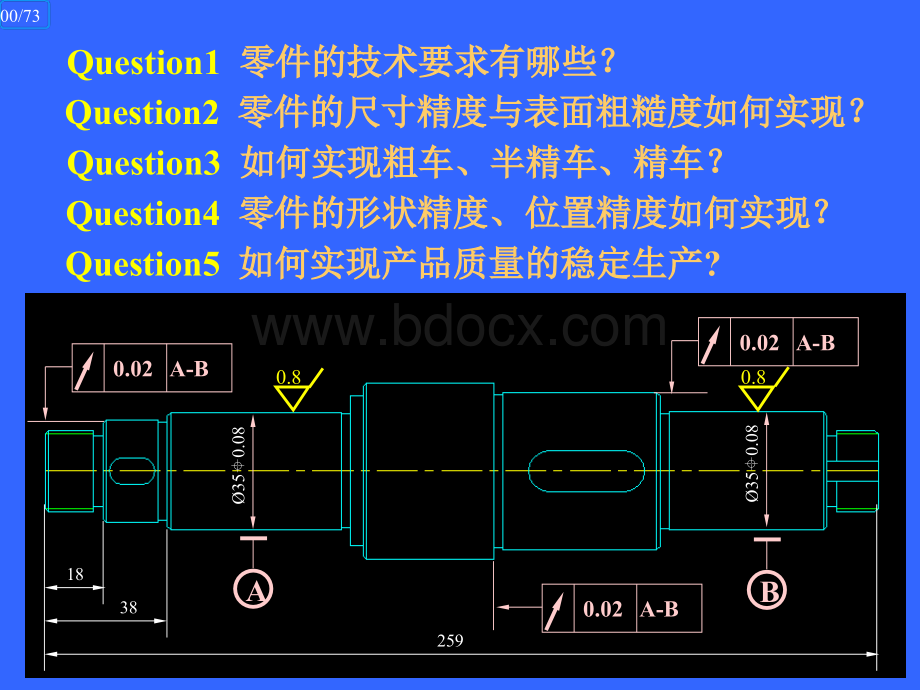
00/73Question2零件的尺寸精度与表面粗糙度如何实现?
零件的尺寸精度与表面粗糙度如何实现?
Question3如何实现粗车、半精车、精车?
如何实现粗车、半精车、精车?
Question4零件的形状精度、位置精度如何实现?
零件的形状精度、位置精度如何实现?
Question1零件的技术要求有哪些?
零件的技术要求有哪些?
Question5如何实现产品质量的稳定生产如何实现产品质量的稳定生产?
1838259350.080.02A-B350.08AB0.02A-B0.02A-B0.80.8第七章第七章机械加工工艺规程设计机械加工工艺规程设计1、生产过程与工艺过程生产过程与工艺过程2、工艺过程的组成工艺过程的组成3、生产类型生产类型4、工艺规程的作用与形式工艺规程的作用与形式5、工艺规程的制订工艺规程的制订第一节第一节第一节第一节基本概念基本概念基本概念基本概念第二节第二节第二节第二节零件的零件的零件的零件的结构结构结构结构工艺工艺工艺工艺性分析性分析性分析性分析第三节第三节第三节第三节机床夹具机床夹具机床夹具机床夹具与与与与工件工件工件工件定位定位定位定位1、工件的装夹工件的装夹2、机床夹具的组成与分类机床夹具的组成与分类3、工件的定位工件的定位1、加工余量的确定加工余量的确定2、工序尺寸与公差的确定工序尺寸与公差的确定1、尺寸链的定义及特点尺寸链的定义及特点2、尺寸链的组成尺寸链的组成3、尺寸链的计算尺寸链的计算4、尺寸链的应用尺寸链的应用第四节第四节第四节第四节定位基准的选择定位基准的选择定位基准的选择定位基准的选择1、基准的概念及分类基准的概念及分类2、定位基准的选择定位基准的选择第五节第五节第五节第五节工艺路线的制订工艺路线的制订工艺路线的制订工艺路线的制订第六节第六节第六节第六节加工余量加工余量加工余量加工余量与与与与工序工序工序工序尺寸尺寸尺寸尺寸的确定的确定的确定的确定第七节第七节第七节第七节工艺尺寸链工艺尺寸链工艺尺寸链工艺尺寸链第第第第八八八八节节节节典型零件加工典型零件加工典型零件加工典型零件加工工艺过程工艺过程工艺过程工艺过程轴轴/套筒套筒/箱体类零件的加工过程箱体类零件的加工过程01/73第七章第七章机械加工工艺规程设计机械加工工艺规程设计v什么是机械加工工艺什么是机械加工工艺规程规程procedure?
机械加工工艺规程是说明并规定机械加工工艺过程机械加工工艺规程是说明并规定机械加工工艺过程和操作方法,并以一定形式写成的工艺文件。
和操作方法,并以一定形式写成的工艺文件。
v为什么要制定机械加工工艺规程?
为什么要制定机械加工工艺规程?
工艺规程是工艺规程是指导、组织和管理生产指导、组织和管理生产的主要工艺文件的主要工艺文件工艺规程是工艺规程是加工、检验验收、生产调度加工、检验验收、生产调度的主要依据的主要依据工艺规程是工艺规程是新建或扩建工厂或车间新建或扩建工厂或车间的基本资料的基本资料02/73第一节第一节基本概念基本概念一、生产过程与机加工工艺过程一、生产过程与机加工工艺过程v生产生产过程过程productionprocess由由原材料制成各种零件,并装配成机器的的全部劳动原材料制成各种零件,并装配成机器的的全部劳动过程称为生产过程。
过程称为生产过程。
在在全球经济一体化步伐日益加快的今天,生产过程的全球经济一体化步伐日益加快的今天,生产过程的全球一体化全球一体化也随之而来。
也随之而来。
v机加工工艺机加工工艺过程过程machiningprocess生产生产过程中,直接改变原材料或毛坯的形状、尺寸、过程中,直接改变原材料或毛坯的形状、尺寸、表面粗糙度以及力学性能使之变为成品的过程,称为机加表面粗糙度以及力学性能使之变为成品的过程,称为机加工工艺过程。
工工艺过程。
03/73第一节第一节第一节第一节基本概念基本概念基本概念基本概念单件小单件小批生产批生产大批大大批大量生产量生产工工序序号号工序内容工序内容设备设备1车端面,钻中心孔,粗车各外圆,车端面,钻中心孔,粗车各外圆,半精车各外圆,切槽,倒角半精车各外圆,切槽,倒角车床车床2铣键槽铣键槽,去毛刺,去毛刺铣床铣床3磨各外圆磨各外圆磨床磨床工序号工序号工序内容工序内容设备设备1同同时时铣铣两两端端面面,钻中心孔钻中心孔铣端面钻中心铣端面钻中心孔机床孔机床2粗车各外圆粗车各外圆车床车床3半半精精车车各各外外圆圆,切槽,倒角切槽,倒角车床车床4铣键槽铣键槽铣床铣床5去毛刺去毛刺钳工台钳工台6磨外圆磨外圆磨床磨床二、机加工工艺过程的组成二、机加工工艺过程的组成04/73毛坯毛坯20865零件零件铣端面钻中心孔机床铣端面钻中心孔机床05/73第一节第一节第一节第一节基本概念基本概念基本概念基本概念2、安装安装setup:
工件在一次装工件在一次装夹夹后后所所完成的那部分工序。
完成的那部分工序。
如何确如何确定安装定安装次数?
次数?
3、工位工位position:
在一次装在一次装夹夹后后,工件在机床上占据的每工件在机床上占据的每一一个个位置位置所完成所完成的工序内容。
的工序内容。
4、工、工步步step:
在加工表面、加工刀具、切削速度和进给量都在加工表面、加工刀具、切削速度和进给量都不不变的条件变的条件下,所连续完成的那部分下,所连续完成的那部分工作。
工作。
5、走刀:
、走刀:
在一个工步(或工序、工位)中,有时因加工余量太在一个工步(或工序、工位)中,有时因加工余量太大而需分几次切除,每切去一层余量称为一次走刀。
大而需分几次切除,每切去一层余量称为一次走刀。
工序、安装、工位、工步与走刀之间的关系?
工序、安装、工位、工步与走刀之间的关系?
1、工序工序operation:
一个一个(或一组或一组)工人工人在在一个工作一个工作地点地点对一对一个个或或一组工件所一组工件所连续连续完成的完成的那一部分那一部分工艺过程。
工艺过程。
二、机加工工艺过程的组成二、机加工工艺过程的组成铣端面、钻中心孔铣端面、钻中心孔2工位工位6工步视为工步视为1工步工步钻钻-扩扩-锪复合工步视为锪复合工步视为1工步工步铣端面钻中心孔机床铣端面钻中心孔机床第一节第一节第一节第一节基本概念基本概念基本概念基本概念三、生产类型三、生产类型v生产生产类型类型typesofproduction生产生产类型类型是指企业是指企业生产专业化程度生产专业化程度的分类。
根据产品零的分类。
根据产品零件的件的大小大小和和生产生产纲领纲领productionprogram(即年产量)的不即年产量)的不同,一般分为同,一般分为单件生产、成批生产和大量生产单件生产、成批生产和大量生产三种类型。
其三种类型。
其中,成批生产又分为小批生产、中批生产、大批生产。
中,成批生产又分为小批生产、中批生产、大批生产。
生产类型生产类型零件的年生产纲领(件零件的年生产纲领(件/年)年)重型重型零件零件中型中型零件零件小小型型零件零件单件生产单件生产552020100100小批生产小批生产551001002020200200100100500500中批生产中批生产10010030030020020050050050050050005000大批生产大批生产3003001000100050050050005000500050005000050000大量生产大量生产1000100050005000500005000006/73v各种生产类型的传统工艺特征各种生产类型的传统工艺特征第一节第一节第一节第一节基本概念基本概念基本概念基本概念工艺特征工艺特征生产类型生产类型单件小批单件小批中批中批大批大量大批大量加工对象加工对象经常变化经常变化周期性变化周期性变化固定不变固定不变毛坯毛坯木模砂型铸件木模砂型铸件和自由锻件和自由锻件部分采用金属模铸件部分采用金属模铸件和模锻件和模锻件广泛采用机器造型、压铸、广泛采用机器造型、压铸、精铸,模锻、滚锻等精铸,模锻、滚锻等机床设备机床设备通用机床通用机床通用和部分专用机床通用和部分专用机床高效专用机床及自动机床高效专用机床及自动机床工艺装备工艺装备大多使用通用夹具、大多使用通用夹具、通用刀具和量具通用刀具和量具广泛使用专用夹具,较广泛使用专用夹具,较多使用专用刀具和量具多使用专用刀具和量具广泛使用高效专用夹具、广泛使用高效专用夹具、刀具和量具刀具和量具对工人的对工人的技术要求技术要求技术熟练技术熟练技术比较熟练技术比较熟练调整工技术熟练,操作工调整工技术熟练,操作工要求熟练程度较低要求熟练程度较低生产率生产率低低一般一般高高成本成本高高一般一般低低v柔性制造系统(柔性制造系统(FMS:
FlexibleManufactureSystem):
柔性:
柔性制造系统是至少由制造系统是至少由两台数控机床两台数控机床,一套物料运输系统一套物料运输系统和和一套一套计算机控制系统计算机控制系统所组成的制造系统,它只改变软件即能实现所组成的制造系统,它只改变软件即能实现不同工件的制造。
不同工件的制造。
07/73第一节第一节第一节第一节基本概念基本概念基本概念基本概念四、工艺规程的格式四、工艺规程的格式1、工艺过程、工艺过程卡片卡片proceduresheet以以工序为单位,工序为单位,列出工艺列出工艺路线和工序内容的概况。
路线和工序内容的概况。
多作为多作为生产管理使用,单件小批生产中也用来指导生产。
生产管理使用,单件小批生产中也用来指导生产。
2、工艺、工艺卡片卡片processsheet以以工序为单位,除工艺路线及工序内容外,还具体表示各工序为单位,除工艺路线及工序内容外,还具体表示各安装、工步安装、工步的顺序和内容及的顺序和内容及切削切削用量用量。
广泛广泛用于中批生产。
用于中批生产。
3、工序、工序卡片卡片operationsheet根据工艺卡片中每一道工序所编制的一种工艺文件。
除工根据工艺卡片中每一道工序所编制的一种工艺文件。
除工艺卡片上所有的基本项目外,还需画出工序艺卡片上所有的基本项目外,还需画出工序加工简图加工简图,在图上,在图上标明被加工表面、标出定位基准和装夹位置、列出工序尺寸及标明被加工表面、标出定位基准和装夹位置、列出工序尺寸及公差、写明工时定额等。
公差、写明工时定额等。
它用于具体指导工人操作,是大批大它用于具体指导工人操作,是大批大量生产和中批复杂或重要零件生产的必备工艺文件。
量生产和中批复杂或重要零件生产的必备工艺文件。
08/73表表75机械加工机械加工工艺过程工艺过程卡片卡片第一节第一节第一节第一节基本概念基本概念基本概念基本概念工厂名机械加工工艺过程卡片产品名称及型号零件名称零件图号材料名称毛坯种类零件重量(kg)毛重第页牌号尺寸净重共页性能每料件数每台件数每批件数工序号工序内容加工车间设备名称及编号工艺装备名称及编号技术等级时间定额(min)夹具刀具量具单件准备终结更改内容编制抄写校对审核批准09/73表表7-6机械加工机械加工工艺工艺卡片卡片第一节第一节第一节第一节基本概念基本概念基本概念基本概念(工厂名)机械加工工艺卡片产品名称及型号零件名称零件图号材料名称毛坯种类零件重量(kg)毛重第页牌号尺寸净重共页性能每料件数每台件数每批件数工序安装工步工序内容同时加工零件数切削用量设备名称及编号工艺装备名称及编号技术等级时间定额(min)背吃刀量/mm切削速度/mmin-1切削速度/rmin-1或双行程数/min进给量/mmmin-1或mmr-1夹具刀具量具单件准备终结更改内容编制抄写校对审核批准10/73表表7-7机械加工机械加工工序工序卡片卡片第一节第一节第一节第一节基本概念基本概念基本概念基本概念(工厂名)机械加工工序卡片产品名称及型号零件名称零件图号工序名称工序号第页共页(画工序简图处)车间工段材料名称材料牌号力学性能同时加工件数每料件数技术等级单件时间min准备终结时间(min)设备名称设备编号夹具名称夹具编号工作液更改内容工步号工步内容计算数据(mm)走刀次数切削用量工时定额(min)刀具量具及辅助工具直径或长度进给长度单边余量背吃刀量
 升级会员
升级会员 