乳化液操作规程.docx
《乳化液操作规程.docx》由会员分享,可在线阅读,更多相关《乳化液操作规程.docx(10页珍藏版)》请在冰豆网上搜索。
乳化液操作规程
乳化液维护管理操作规程:
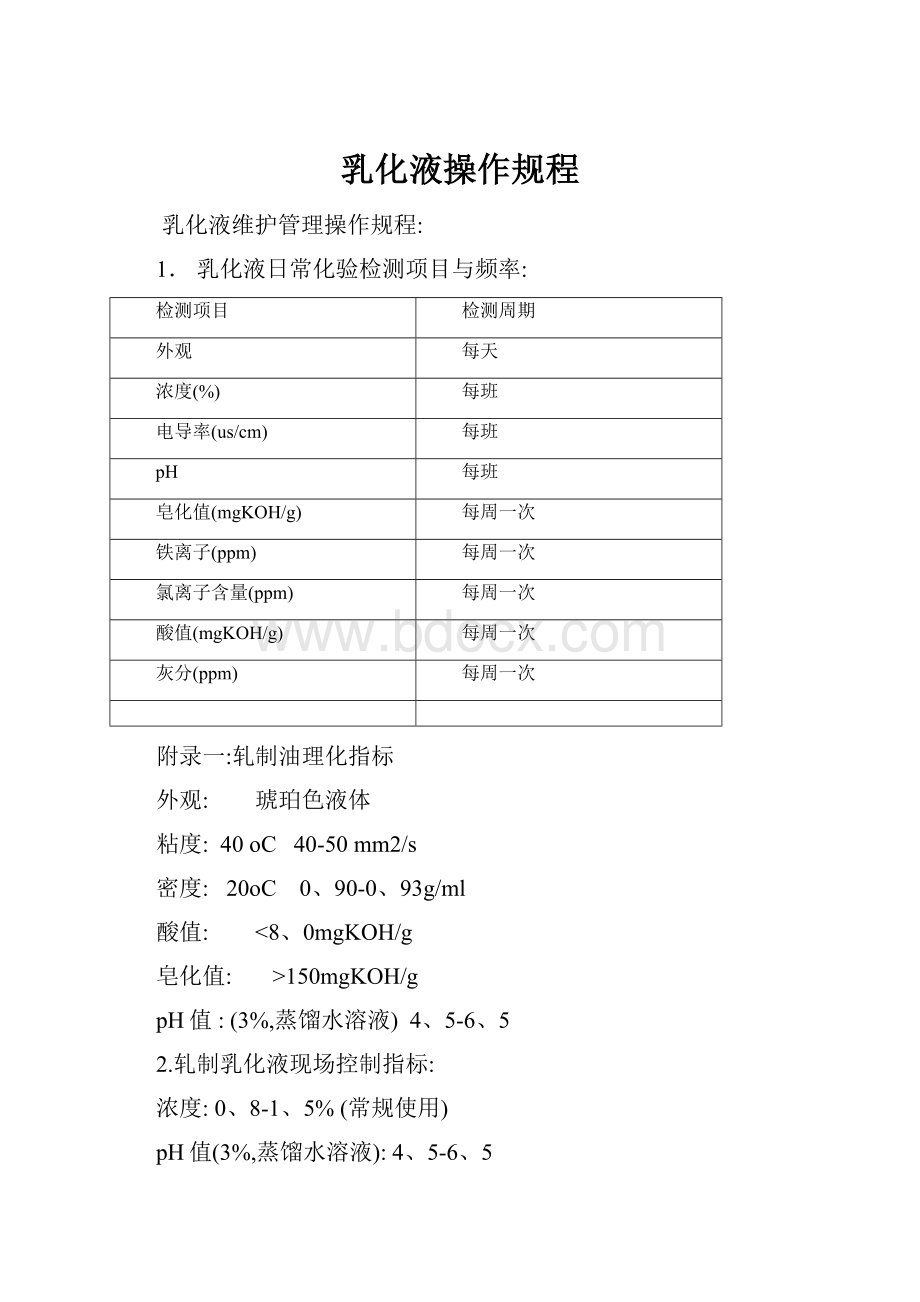
1.乳化液日常化验检测项目与频率:
检测项目
检测周期
外观
每天
浓度(%)
每班
电导率(us/cm)
每班
pH
每班
皂化值(mgKOH/g)
每周一次
铁离子(ppm)
每周一次
氯离子含量(ppm)
每周一次
酸值(mgKOH/g)
每周一次
灰分(ppm)
每周一次
附录一:
轧制油理化指标
外观:
琥珀色液体
粘度:
40oC40-50mm2/s
密度:
20oC0、90-0、93g/ml
酸值:
<8、0mgKOH/g
皂化值:
>150mgKOH/g
pH值:
(3%,蒸馏水溶液)4、5-6、5
2.轧制乳化液现场控制指标:
浓度:
0、8-1、5%(常规使用)
pH值(3%,蒸馏水溶液):
4、5-6、5
电导率(25℃):
<500us/cm
皂化值:
>150mgKOH/g
铁离子含量:
<150ppm
氯离子含量:
<50ppm
酸值:
<30mgKOH/g
灰分:
<800ppm
脱盐水:
pH<7、0电导率<20um/cm
以上乳化液检测指标,就是通常控制范围,当发现数据超差,应及时查找原因,及时设法解决。
3.乳化液现场维护与管理:
3、1加油浓度控制:
0、8-1、5%
3、2加油量计算:
本班加油量=上班轧制产量*0、25至0、3kg(根据轧制规格适当调整添加量)
3、3蒸汽管加热:
乳化液箱内乳液温度:
50-58oC(蒸汽管始终保持乳化液恒温)
3、4乳化液循环:
始终保持乳化液循环流动,轧制时,乳化液打开大循环正常生产。
停机时,实现小循环,保持乳化液流动,日常维护乳化液不能出现静止状态,“流水不腐”能够保证乳液循环防止变质腐败。
3、5停机必要时关闭气体搅拌,让杂油浮出乳液表面,然后用撇油器撇除(正常情况保持乳化液循环且气体搅拌常开)。
开机时,搅拌常开。
3、6乳化液液位控制:
保持乳化液净液箱满液位,防止污油箱内杂油介入净液箱。
要及时补充新鲜脱盐水与轧制油,维持乳化液正常浓度,保证轧制过程润滑需求。
3、7加油方式:
实行“少量多批”加油方式,将计算好得本班加油量,分批少量加到乳化液中,这样对降低消耗与有效利用乳化液起到重要作用。
加油时,必须在实现大循环时,开启气体搅拌,在输出泵前加油为佳,利用泵得搅拌力有效搅拌均匀乳液。
3、8撇除杂油:
停机时,关闭空气搅拌,静止乳化液15分钟,让杂油浮出乳化液表面,利用撇油器与磁性过滤器撇除杂油。
然后,打开气体搅拌,补水加油,均匀乳液。
注意顺序:
撇油-加水-加油-循环。
3、9去除铁粉:
当乳化液中铁粉含量较高时,需要依靠磁性过滤器与带式过滤器去除,磁性过滤器连续运行可以很快去除乳化液中铁粉。
纸带过滤器就是依靠纸得密度来过滤,当发现负压过大时,需要手动走纸。
降低乳化液内铁粉与杂质含量。
4.轧制乳化液对轧制过程影响与对策:
4、1过润滑:
a.征兆:
容易打滑、带钢跑偏、厚度出现偏差、轧机出现振动。
b.原因:
pH值过低(低于5、8),浓度偏高;杂油污染,诸如:
油膜轴承油、液压油、轴承油、润滑脂、乳化液温度过高、乳化液受到铁粉影响、乳化液出现“老化”、缺乏搅拌,局部出现油包水。
4、2欠润滑:
a.征兆:
摩擦增加、变形区温度明显上升、板型变差、轧制过程中、出现尖叫声、轧制力增加、电机电流随着上升、轧机负荷增加。
b.原因:
pH值过高(大于6、5),乳化液浓度偏低、撇油器与磁性过滤器频繁启用,导致乳化液浓度降低、较多杂油污染、轧制时,污染物泄漏进入乳化液中。
4、3乳化液出现较大浓度波动?
a.原因:
由于杂油泄漏,乳化液受到污染、轧制产量与加油不平衡、油膜轴承油、液压油、齿轮油、蜗轮、蜗杆润滑油。
b.纠正方法:
静止乳化液箱,完全撇除杂油、底部排放部分乳化液、补水、平衡产量与轧制油添加量。
4、4杂油过多?
a.原因:
油膜轴承油、液压油、润滑脂、齿轮油泄漏。
b.结果:
导致脏得带钢、润滑性降低。
c.纠正方法:
用撇油机带走杂油,消除干扰、补充新鲜水与轧制油,维持原来得浓度。
4、5乳化液中铁含量过高?
a.原因:
磁性过滤器效率差。
过滤无效、较差得乳化液管理、铁粉与沉淀物过多。
b.结果:
导致脏得带钢表面。
c.
纠正方法:
排放乳化液,补水加油,消除干扰、更换磁棒、完全修复磁性过滤器、提高过滤纸精度。
4、6pH值超出允许范围?
a.原因:
注意配液水质、检查蒸汽加热管道就是否泄漏、酸碱污染,特别就是检查酸洗漂洗槽,就是否有酸液带入或挤干辊出现故障。
b.结果:
当pH值超过6、5时,产生欠润滑、当低于5、8时,产生过润滑。
c.纠正方法:
用于消除干扰,排放乳化液20%、补充新鲜轧制油,维持适当浓度。
5、通过检测指标做出评价:
5、1油浓度:
在所有测试中,应该读总油含量。
5、2pH值:
一般乳化液pH值在5、8–6、5之间。
当pH值低于5、8或pH值高于6、5时有异常情况发生。
测量pH值得原因如下:
5、2、1乳化液颗粒度分布同乳化液呈酸性或呈碱性有十分密切得关
系。
通常,在pH值5、8–6、5之间范围时,乳化液颗粒度变化很小。
5、2、2当pH值低于5、8,颗粒度趋于增大,导致乳化液不稳定。
当pH值在大于6、5时,乳化液颗粒度趋于减小,导致冷轧过程中缺乏润滑性。
5、2、3当pH值大于6、5以上,可能出现得相关现象,乳化液中脂、
酯得颗粒度将趋于变小,而乳化液中碱性物质颗粒度趋于增大。
5、2、4轧制过程中乳化液pH值突然改变,同时伴随电导率改变,可
能就是由于酸、盐、或碱性物质污染。
酸污染通常就是由酸洗线带来、盐污染可能来源:
酸洗线,配液水
质、碱污染一般由于使用过清洗剂。
5、2、5细菌侵入会引起pH值下降,而电导率不发生改变。
这就是乳化
液状态异常,或停机不使用乳化液时发生。
通常,轧制过程中,轧辊
咬入区温度会持续上升,有高温杀菌效果。
但就是,受到细菌侵害得乳
化液,会散发出难闻得气味来。
6、电导率
轧制乳化液电导率分布与铁有直接关系。
高铁含量容易与H+、OH-、Cl-、SO4结合,同时较少同Ca++、Mg++、有机酸结合。
在一般条件下,乳化液电导率每天最多增加20us/天,每天高于这个值被认为异常。
电导率变化解释如下:
6、1电导率增加,pH值保持不变。
这就是经常发生得,增加电导率就是由于水挥发后补充配液水得盐含量较高。
6、2电导率增加,pH值突然下跌
通常就是由于酸洗线漂洗水被无机酸污染导致得结果。
6、3电导率与pH值突然增加
这通常就是由于清洗轧机时使用得清洗剂进入乳化液得结果。
6、4电导率少量增加或基本不变,pH值缓慢下跌
这说明乳化液受到细菌侵害。
细菌增长释放出酸与甲醛导致pH值下降,但就是,电导率基本不变。
6、5电导率快速增加,pH值保持不变
这些条件反映了中性盐(氯离子增加)介入乳化液,大多数来源
于酸洗线。
7、皂化值
测量乳化液中脂肪酸含量得多少,需要从乳化液萃取基油测定,定义为1g样品与氢氧化钾起反应生成皂时所需得氢氧化钾得mg数称为皂化值。
活性油百分比等于:
(实测皂化值/新油皂化值)*100%
杂油百分含量=100%–活性油含量%
通常,乳化液中总杂油含量超过20%,会降低润滑性,建议排放-补水-加油处理。
8、氯离子含量:
8、1氯离子含量通常要小于50ppm,如果超过这个值,需要查明原因。
8、2氯离子含量过高,通常就是由于酸洗线挤干辊失效,将残余酸带入漂洗水,造成板面残留氯离子带入乳化液。
8、3氯离子含量高也有可能就是配液水中得氯离子含量超标。
8、4氯离子只会积累不会挥发,当氯离子含量超标时,排放部分乳液,配液加油。
9、铁含量:
9、1当乳化液中铁含量高,需要打开磁性过滤器或清洗磁棒,除去铁粉。
9、2过滤纸精度进一步提高,防止铁粉含量过高。
9、3排放部分乳化液,补水加油。
10、灰分含量:
10、1灰分包括有机盐灰分与无机盐灰分以及其它杂质,大部分来源于空气与水中得钙、镁离子。
10、2灰粉只能积累不能挥发,可以通过排放补水进行解决。
11、乳化液稳定性:
11、1轧制乳化液就是亚稳定态,就是轧制过程中需要容易油水分离,对
咬入区进行润滑。
而在回到乳化液箱里,又需要有良好得乳化性能。
11、2通常杂油或酸性物质容易导致乳化液不稳定,ESI下降。
而碱
性物质又容易导致乳化液过稳定,ESI上升。
11、3乳化液一般ESI被控制在0、5-0、8,如果超过这个值,通知轧制油供应商处理。
12、细菌含量测试:
(当乳化液出现异味时联系供应商)
杀菌后,撇除乳化液表面细菌与杂油。
补充新鲜去离子水与轧制油,在60℃温度环境下,循环搅拌,彻底杀灭细菌。
附录二:
停车期间乳化液维护注意事项:
1、使乳化液保持较高温度,控制范围在50-55℃±3℃,如
果乳化液长期不用或者长期处于低温状态时,可将温度提高到70℃左右4-8小时,这样可以杀死温度在40-50℃生长得细菌。
2、尽量保持乳化液在较高得液位运行,及时补充蒸发掉得水
分,使乳化液液位保持相对得稳定。
3、在此期间,要使乳化液处于不断地运动状态(坚持打小循
环,有条件得话,每隔8小时打大循环1小时),静止时间最好不要超过12小时。
4、各个箱体得搅拌器常开(特别就是中间箱与污油箱得空气搅
拌要开启,应为这里得浮油较多且杂质含量较多)。
5、检查过滤系统,每隔4小时必须手动走纸5-8分钟。
6、及时撇除杂油,每天开启磁性过滤器2-4小时,维持乳化
液清净。
7、及时监控乳化液指标:
浓度、pH、电导率,每班检测一次;
酸值(≤30mgKOH/g)每天检测一次。
尤其关注pH与酸值,发现异常及时通知相关人员处理。
开机前一班对乳化液进行全分析,为开机调整做参考。
8、清洗轧机不能用碱性物质,清洗后得水不要流入乳化液系
统。
9、开机前清理喷嘴,检查就是否有杂质堵塞并检查喷嘴角度就是
否正确。
10、开机时视情况补充半桶到一桶新鲜乳化液。
附录三:
日常维护注意事项:
1、每次添加脱盐水时必须确认水质合格才能添加。
2、乳化液温度应该保持在50-60℃之间,并且保持搅拌常开。
乳化液在较长时间不用或在较长时间内处于较低得温度后,可将乳液升高到70℃保持4-8小时,然后再恢复到正常得温度范围。
这样可杀死在35-45℃范围内生长得细菌。
3、正常轧制时,乳化液液位应该保持在70-75%范围内。
液位降低应该及时补加水与油,补加方式采取少量多批次,每次加水量不能超过4m3;特殊情况应该通知相关负责人员
4、如果轧机停机未生产或检修,必须保持乳化液内部循环,若超过48小时,则必须开启大循环2小时。
5、乳化液操作工每班每隔2小时必须对所负责区域进行巡视,注意观察设备运转情况,注意跑,冒,滴,漏现象,发现问题要及时处理。
如果处理不了应及时通知相关人员
6、巡视期间乳化液重点观察磁性过滤器与真空过滤器以及箱体乳化液情况;过滤纸上得乳液就是否有堆积,有堆积比较好,说明过滤得效果较好。
7、每班应及时将乳化液情况向轧机主操与班长汇报。
8、交接班必须面对面交接。
保持操作间与工作区域内整洁。
荣达公司
2016、9、5
 升级会员
升级会员 