焊接工艺讲义.ppt
《焊接工艺讲义.ppt》由会员分享,可在线阅读,更多相关《焊接工艺讲义.ppt(18页珍藏版)》请在冰豆网上搜索。
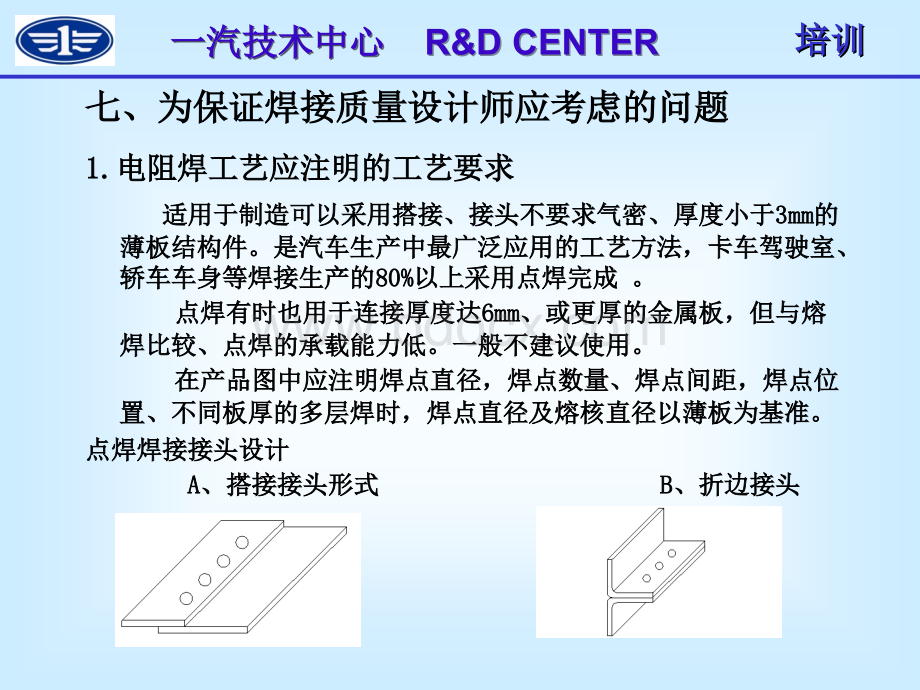
一汽技术中心一汽技术中心一汽技术中心一汽技术中心R&DCENTERR&DCENTER培训培训培训培训1.1.电阻焊工艺应注明的工艺要求电阻焊工艺应注明的工艺要求适用于制造可以采用搭接、接头不要求气密、厚度小于适用于制造可以采用搭接、接头不要求气密、厚度小于3mm3mm的的薄板结构件。
是汽车生产中最广泛应用的工艺方法,卡车驾驶室、薄板结构件。
是汽车生产中最广泛应用的工艺方法,卡车驾驶室、轿车车身等焊接生产的轿车车身等焊接生产的80%80%以上采用点焊完成以上采用点焊完成。
点焊有时也用于连接厚度达点焊有时也用于连接厚度达6mm6mm、或更厚的金属板,但与熔或更厚的金属板,但与熔焊比较、点焊的承载能力低。
一般不建议使用。
焊比较、点焊的承载能力低。
一般不建议使用。
在产品图中应注明焊点直径,焊点数量、焊点间距,焊点位在产品图中应注明焊点直径,焊点数量、焊点间距,焊点位置、不同板厚的多层焊时,焊点直径及熔核直径以薄板为基准。
置、不同板厚的多层焊时,焊点直径及熔核直径以薄板为基准。
点焊焊接接头设计点焊焊接接头设计AA、搭接接头形式搭接接头形式BB、折边接头折边接头七、为保证焊接质量设计师应考虑的问题七、为保证焊接质量设计师应考虑的问题一汽技术中心一汽技术中心一汽技术中心一汽技术中心R&DCENTERR&DCENTER培训培训培训培训焊透率计算示意图焊透率计算示意图(当当熔熔核核11和和熔熔核核22相相交交时时,中中间间板板的的焊焊透透率率为为100%100%)第第11个焊点的焊透率个焊点的焊透率=tt11/T/T11100%100%压痕过大的焊点压痕过大的焊点熔核偏斜的焊点熔核偏斜的焊点有内部缺陷的焊点有内部缺陷的焊点一汽技术中心一汽技术中心一汽技术中心一汽技术中心R&DCENTERR&DCENTER培训培训培训培训凸焊接头示例凸焊接头示例一汽技术中心一汽技术中心一汽技术中心一汽技术中心R&DCENTERR&DCENTER培训培训培训培训符号符号名称名称符号符号名称名称符号符号名称名称符号符号名称名称工件厚度工件厚度坡口角度坡口角度bb根部间隙根部间隙PP钝边钝边CC焊缝宽度焊缝宽度RR根部半径根部半径ll焊缝长度焊缝长度nn焊缝段数焊缝段数ee焊缝间隙焊缝间隙kk焊角尺寸焊角尺寸dd熔核直径熔核直径(塞焊时)(塞焊时)HH坡口深度坡口深度hh余高余高NN相同焊缝数相同焊缝数量符号量符号坡口角度坡口角度SS焊焊缝缝有有效效厚厚度度2.2.电弧焊工艺应注明的工艺要求电弧焊工艺应注明的工艺要求电弧焊焊缝尺寸符号(红色的在设计时要在图纸中注明)ff11=t=t11侧熔深侧熔深ff22=t=t22侧熔深侧熔深不合格的焊缝截面不合格的焊缝截面一汽技术中心一汽技术中心一汽技术中心一汽技术中心R&DCENTERR&DCENTER培训培训培训培训电弧焊焊接接头的设计电弧焊焊接接头的设计常用的弧焊接头的基本形式:
常用的弧焊接头的基本形式:
对接、搭接、角接及对接、搭接、角接及TT型接头。
型接头。
aa、接头基本形式及尺寸接头基本形式及尺寸对接接头对接接头塞焊接头塞焊接头搭接接头搭接接头一汽技术中心一汽技术中心一汽技术中心一汽技术中心R&DCENTERR&DCENTER培训培训培训培训零件水平方向旋转时的接头形式零件水平方向旋转时的接头形式零件垂直方向旋转时的接头形式零件垂直方向旋转时的接头形式一汽技术中心一汽技术中心一汽技术中心一汽技术中心R&DCENTERR&DCENTER培训培训培训培训电弧焊常见焊接质量缺陷电弧焊常见焊接质量缺陷合格的焊缝剖面合格的焊缝剖面合格合格不合格(焊脚偏小、熔合不好不合格(焊脚偏小、熔合不好焊偏焊偏一汽技术中心一汽技术中心一汽技术中心一汽技术中心R&DCENTERR&DCENTER培训培训培训培训3.3.技术要求及标准技术要求及标准(11)、电阻焊:
)、电阻焊:
熔核直径、压痕深度、焊点数量、焊点间距熔核直径、压痕深度、焊点数量、焊点间距及是否允许存在焊接缺陷等。
及是否允许存在焊接缺陷等。
检验项目:
检验项目:
外观检验外观检验零件表面质量、焊点数量、焊点位置、压痕深度及形状。
零件表面质量、焊点数量、焊点位置、压痕深度及形状。
焊点数量焊点数量应符合图纸规定的焊点数量,如一个零件的焊点为应符合图纸规定的焊点数量,如一个零件的焊点为11201120点时;允许少焊一个焊点;点时;允许少焊一个焊点;2020点时,实际焊点数不得低于规定的焊点数点时,实际焊点数不得低于规定的焊点数的的95%95%。
但焊点数不得多于规定焊点数的。
但焊点数不得多于规定焊点数的10%10%。
焊点位置焊点位置点距误差:
重要承载焊缝,允许点距误差点距误差:
重要承载焊缝,允许点距误差10%10%,其他焊缝,其他焊缝允许为允许为15%15%。
位置误差:
实际焊点位置不得偏离图纸规定位置。
位置误差:
实际焊点位置不得偏离图纸规定位置10mm,10mm,焊点边焊点边缘距母材边缘距离不得小于缘距母材边缘距离不得小于1.0mm1.0mm。
压痕深度压痕深度对影响产品外观质量的表面焊点不允许有肉眼可见的明显对影响产品外观质量的表面焊点不允许有肉眼可见的明显压痕;压痕;重要承载焊点压痕深度重要承载焊点压痕深度10%10%;其余焊点压痕深度;其余焊点压痕深度20%20%。
一汽技术中心一汽技术中心一汽技术中心一汽技术中心R&DCENTERR&DCENTER培训培训培训培训焊接技术要求举例:
焊接技术要求举例:
日产柴车桥法兰焊接技术要求:
日产柴车桥法兰焊接技术要求:
1、各部位在水中气压、各部位在水中气压69KPa下,应无漏气现象。
下,应无漏气现象。
2、图示以外的部分,不许进行焊接。
、图示以外的部分,不许进行焊接。
3、焊接时,从桥中心开始的下方都不应有损害。
、焊接时,从桥中心开始的下方都不应有损害。
4、法兰焊接应为、法兰焊接应为Ar+CO2电弧焊电弧焊5、法兰焊接的有效厚度为、法兰焊接的有效厚度为4.0mm以上。
以上。
6、在法兰焊接部、桥壳恻焊接端部的侧面角为、在法兰焊接部、桥壳恻焊接端部的侧面角为35以下以下。
大众捷达减振器贮油缸总成焊接技术要求:
大众捷达减振器贮油缸总成焊接技术要求:
1、焊接后无渗漏,在水中用焊接后无渗漏,在水中用490196KPa490196KPa气压试漏。
气压试漏。
22、托盘焊接后各点高度尺寸见表、托盘焊接后各点高度尺寸见表11。
33、焊接按焊接标准、焊接按焊接标准PV6463PV6463。
44、焊后去除氧化皮和飞溅物。
焊后去除氧化皮和飞溅物。
55、(在图上标明)各条焊缝的抗拉强度、不允许有焊接飞溅的区域、(在图上标明)各条焊缝的抗拉强度、不允许有焊接飞溅的区域。
一汽技术中心一汽技术中心一汽技术中心一汽技术中心R&DCENTERR&DCENTER培训培训培训培训(22)、电弧焊:
应根据产品特点提出满足产品性能要求的技)、电弧焊:
应根据产品特点提出满足产品性能要求的技术条件,有些技术条件需要根据试验研究来确定。
术条件,有些技术条件需要根据试验研究来确定。
接头分类:
接头分类:
AA类接头类接头对焊接接头强度有特别要求,承受较大载荷、焊接对焊接接头强度有特别要求,承受较大载荷、焊接接头的损坏将对产品整体的安全性产生重大影响并接头的损坏将对产品整体的安全性产生重大影响并危及人身安全。
(需要注明焊接技术要求)危及人身安全。
(需要注明焊接技术要求)BB类接头类接头承受载荷,焊接接头的损坏将使系统失效,不会影承受载荷,焊接接头的损坏将使系统失效,不会影响产品安全性。
响产品安全性。
工艺方法:
所采用的工艺方法是否符合图纸要求。
工艺方法:
所采用的工艺方法是否符合图纸要求。
焊接材料:
所采用的焊接材料是否符合图纸或工艺文件要求。
焊接材料:
所采用的焊接材料是否符合图纸或工艺文件要求。
外观检查:
按图纸要求外观检查:
按图纸要求100%100%检查焊接位置、焊缝长度、焊缝数检查焊接位置、焊缝长度、焊缝数量、外部特征等。
量、外部特征等。
内部质量:
当检查有内部质量要求的零件时,应满足零件相应内部质量:
当检查有内部质量要求的零件时,应满足零件相应标准的要求。
标准的要求。
一汽技术中心一汽技术中心一汽技术中心一汽技术中心R&DCENTERR&DCENTER培训培训培训培训4.4.焊接符号在图纸上的标注焊接符号在图纸上的标注完整的焊缝表示方法包括基本符号、辅助符号、补充符号、指完整的焊缝表示方法包括基本符号、辅助符号、补充符号、指引线、尺寸数据。
引线、尺寸数据。
符号代表的含义符号代表的含义cc焊缝宽度焊缝宽度dd熔核直径(塞焊时)熔核直径(塞焊时)kk焊脚尺寸焊脚尺寸nn焊缝段数焊缝段数ll焊缝长度焊缝长度ee焊缝间距焊缝间距NN相同焊缝数量相同焊缝数量一汽技术中心一汽技术中心一汽技术中心一汽技术中心R&DCENTERR&DCENTER培训培训培训培训焊接方法代号:
一汽厂标:
焊接方法代号:
一汽厂标:
CACBW-4-92CACBW-4-92;国标国标GB5185-85GB5185-8511、电弧焊电弧焊;1111、无气体保护电弧焊;、无气体保护电弧焊;111111、手工、手工电弧焊;电弧焊;1313、熔化极气体保护电弧焊;、熔化极气体保护电弧焊;131131、MIGMIG焊(熔化极惰性气体保护电弧焊);焊(熔化极惰性气体保护电弧焊);135135、MAGMAG焊焊(熔化极非惰性气体保护焊);(熔化极非惰性气体保护焊);141141、TIGTIG焊(钨焊(钨极惰性气体保护焊);极惰性气体保护焊);22、电阻焊、电阻焊2121、点焊;、点焊;2222、缝焊;、缝焊;2323、凸焊;、凸焊;231231、滚凸焊;、滚凸焊;2424、闪光焊、闪光焊、2525、电阻对焊、电阻对焊33、气焊;、气焊;44、压力焊;、压力焊;4242、摩擦焊;、摩擦焊;99、硬钎焊、硬钎焊、软钎焊软钎焊一汽技术中心一汽技术中心一汽技术中心一汽技术中心R&DCENTERR&DCENTER培训培训培训培训焊缝标注举例焊缝标注举例说明说明111111代表手工电焊代表手工电焊焊缝表面为平的,承受动载荷的结焊缝表面为平的,承受动载荷的结构焊缝表面最好是凹的,不应该是构焊缝表面最好是凹的,不应该是凸的。
焊脚尺寸凸的。
焊脚尺寸3mm3mm,焊接一周,焊接一周,焊条为焊条为E4303E4303焊条可以标也可以不标。
焊条可以标也可以不标。
说明说明135135代表二氧化碳气体保护焊代表二氧化碳气体保护焊焊丝为焊丝为ER50-6ER50-6,焊脚尺寸为焊脚尺寸为8mm8mm,沿全长焊接沿全长焊接22处处。
对接焊缝表面必须凸起,但凸起高度一般对接焊缝表面必须凸起,但凸起高度一般不许大于不许大于33毫米,如有特殊要求焊接完成毫米,如有特殊要求焊接完成后再将余高加工掉。
后再将余高加工掉。
一汽技术中心一汽技术中心一汽技术中心一汽技术中心R&DCENTERR&DCENTER培训培训培训培训在满足强度的前提下,在满足强度的前提下,焊脚尺寸和焊缝长度应尽焊脚尺寸和焊缝长度应尽量小。
量小。
结构上要考虑工艺特点结构上要考虑工艺特点:
11、需要考虑焊接的可达性、需要考虑焊接的可达性22、要便于实现机械化和自、要便于实现机械化和自动化动化33、要有利于防止焊接缺陷、要有利于防止焊接缺陷和降低焊接应力和降低焊接应力44、考虑焊接变形和焊接收、考虑焊接变形和焊接收缩。
缩。
八、设计及生产中常见的焊接质量问题及产生原因八、设计及生产中常见的焊接质量问题及产生原因一汽技术中心一汽技术中心一汽技术中心一汽技术中心R&DCENTERR&DCENTER培训培训培训培训焊接结构设计的基本原则焊接结构设计的基本原则合理选择材料,所选材料必须满足使用性和合理选择材料,所选材料必须满足使用性和加工性(焊接性)。
加工性(焊接性)。
合理设计结构形式,根据强度、刚度的要求,合理设计结构
 升级会员
升级会员 