机械制造工艺学第三章作业讲评稿.pptx
《机械制造工艺学第三章作业讲评稿.pptx》由会员分享,可在线阅读,更多相关《机械制造工艺学第三章作业讲评稿.pptx(19页珍藏版)》请在冰豆网上搜索。
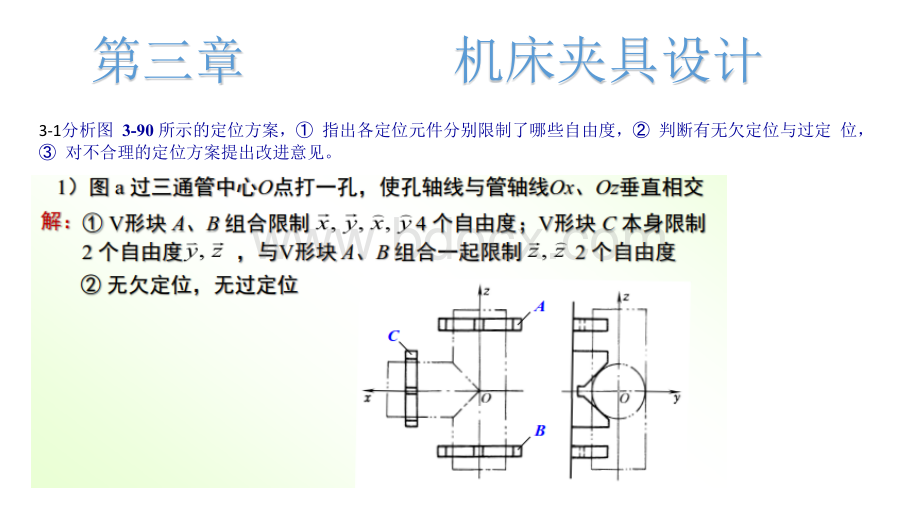
第三章机床夹具设计3-1分析图3-90所示的定位方案,指出各定位元件分别限制了哪些自由度,判断有无欠定位与过定位,对不合理的定位方案提出改进意见。
当三爪卡盘挟持轴段长度当三爪卡盘挟持轴段长度较长时认为限制四个自由较长时认为限制四个自由度度3-2分析图3-91所列加工中零件必须限制的自由度,选择定位甚准和定位元件,并在图中示意画出;确定夹紧力作用点的位置和作用方向,并用规定的符号在图中标出。
图a)过球心打一孔;图b)加工齿轮坯两端面,要求保证尺寸A及两端面与内孔的垂直度;图c)在小轴上铣槽,保旺尺寸H和L图d)过轴心打通孔,保旺尺寸L图e)在支座零件上加工两通孔,保证尺寸A和H3-3在图3-92所示套筒零件上铣键槽,要求保证尺寸mm。
现有三种定位方案,分别如图b、c、d所示。
计算三种不同定位方案的定位误差,并从中选择最优方案(已知内孔与外圆的同轴度误差不大于0.02mm)2、分析对称度设计基准为外圆轴线,利用V形块定位2、分析对称度设计基准为外圆轴线,利用圆柱销定位内孔=0=0综合方案b、c、d,方案b是最好的定位方案2、分析对称度3-4如图3-93所示齿轮坯、内孔和外圆均已加工合格(d=800mm,D=350.025mm),现在插床上用调整法加工键槽,要求保证尺寸h=38.50.2,定位方法如图,试求尺寸h的定位误差;并分析能否满足加工要求(要求定位误差不大于工件尺寸公差的1/3)。
(忽略内外圆同轴度误差)。
上述定位方式不能满足加工精度的要求。
3-5图3-94所示零件,锥孔和各平面均已加工好,现在铣床上铣键宽为b-b的键槽,要求保证槽的对称线与锥孔轴线相交,且与A面平行,还要求保证尺寸h-h。
图示定位方案是否合理?
如不合理,应如何改进?
解:
定位基准与工序基准一致,均为两孔孔心连线,无基准不重合误差3-7指出图3-96所示各定位、夹紧方案及结构设计中不正确的地方,并提出改进意见
 升级会员
升级会员 