风电机组机舱罩及整流罩维护与维修的方法要求及注意事项.docx
《风电机组机舱罩及整流罩维护与维修的方法要求及注意事项.docx》由会员分享,可在线阅读,更多相关《风电机组机舱罩及整流罩维护与维修的方法要求及注意事项.docx(14页珍藏版)》请在冰豆网上搜索。
风电机组机舱罩及整流罩维护与维修的方法要求及注意事项
风电机组机舱罩及整流罩维护与维修的方法要求及注意事项
1.1简介
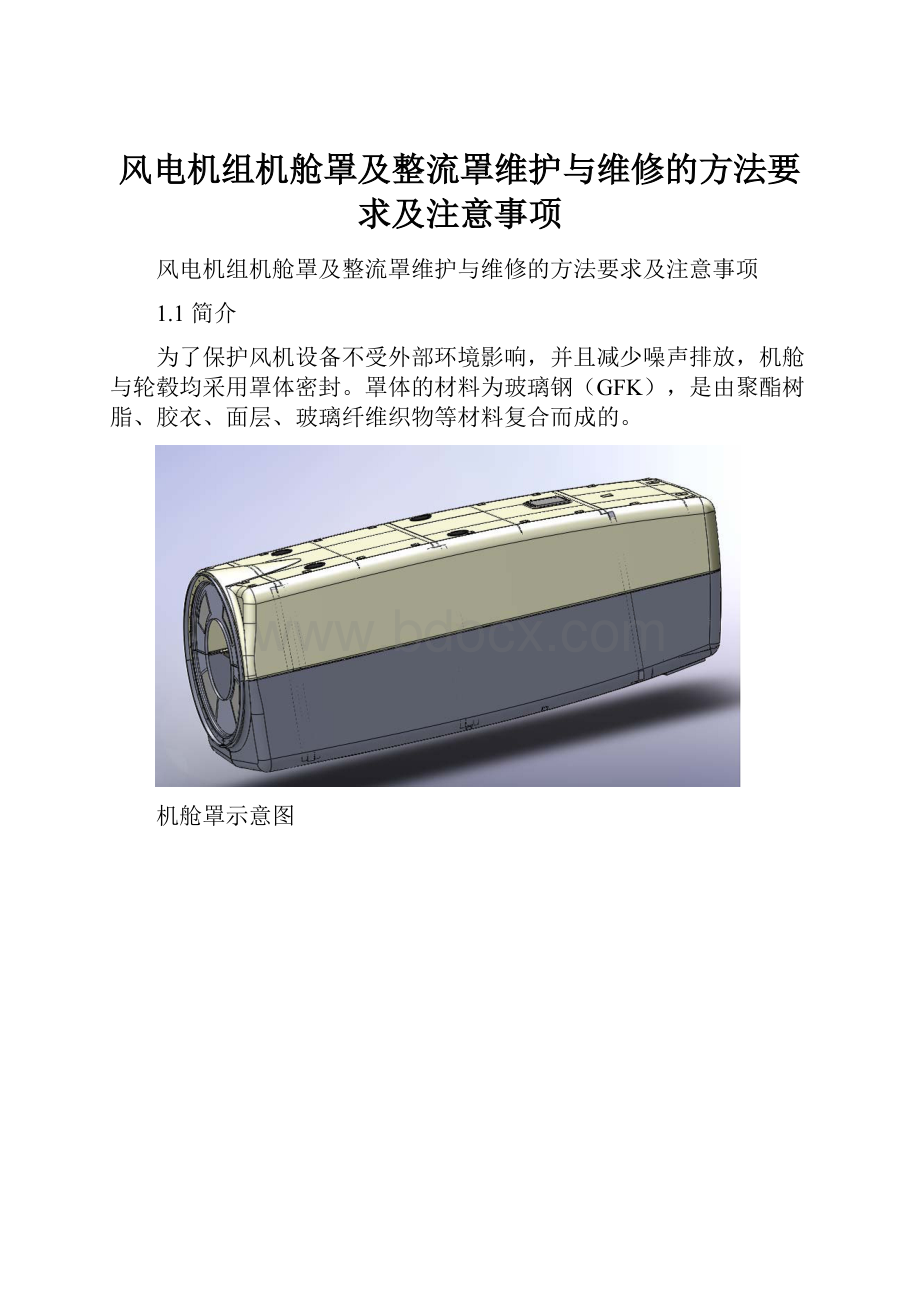
为了保护风机设备不受外部环境影响,并且减少噪声排放,机舱与轮毂均采用罩体密封。
罩体的材料为玻璃钢(GFK),是由聚酯树脂、胶衣、面层、玻璃纤维织物等材料复合而成的。
机舱罩示意图
整流罩示意图
罩体包括机舱罩和整流罩。
机舱罩是由:
左下部机舱罩、右下部机舱罩、上部机舱罩组成,主要部分通过螺栓连接组合而成的壳体;上部机舱罩内侧有筋板,用以增加强度,左下部机舱罩和右下部机舱罩纵向还有底板,人可以在底板上面进行拆装、维修等活动。
右下部机舱罩在底板上还设有一个紧急出口盖,用两片合页跟底板联结,在紧急出口盖的下方,右下部机舱罩上也专门设置紧急出口框架,用锁扣跟机舱罩联结在一块,当发生紧急情况时,工作人员可以快速打开紧急出口盖和紧急出口框架并借助主机架里的逃生装置从塔架外部逃生。
上部机舱罩的上方还有顶端后盖,便于人员对外部设备的维修拆装。
后盖打开,工作人员探出身体就可以对后盖附近的避雷器和后盖附近的风速仪、风向仪进行维修或者拆装。
机舱罩内壁分布着内置接地电缆,作为防雷击系统的一部分。
整流罩是由3片整流罩体、1个导流帽、3片分割壁通过螺栓连接组合而成的壳体。
整流罩体的凸出部分用螺钉与叶片防雨罩连接,用于防雨;导流帽跟其自身内部的倒锥座是一体的,导流帽不仅跟整流罩体用螺栓连接,而且倒锥座还通过螺栓跟轮箍前端连接。
3片分隔壁上面每块都有一个椭圆孔,用于工作人员出入轮毂使用。
1.2主要技术参数
1.机舱罩:
使用工作温度:
-40℃~+50℃
机舱罩长×宽×高=10092×3664×3863mm
机舱罩主体壁厚:
8mm
主体法兰厚度:
15mm
机舱罩(玻璃钢)参考重量:
3.03吨(总体积1.683m3)
机舱罩外观颜色:
RAL9002亚光
2.整流罩:
使用工作温度:
-40℃~+50℃
整流罩直径×高=Ф3510×3196mm
整流罩壁厚:
5mm
整流罩(玻璃钢)参考重量:
0.36吨(总体积0.2m3)
整流罩外观颜色:
RAL9002亚光
1.3检查与维护
注意:
首次检查维护应在风机动态调试完毕且正常运行7——10天后进行;以后每6个月进行一次。
维护和检修工作,必须由明阳风电公司人员或接受过明阳风电公司培训并得到认可的人员完成。
在进行维护和检修工作时,必须携带《检修卡[罩体]部分》。
按照《检修卡[罩体]》上的每项内容进行检修与记录。
在进行维护和检修前,必须:
阅读《MY1.5S安全手册》。
所有操作必须严格遵守《MY1,5S安全手册》。
如果环境温度低于-20℃,不得进行维护和检修工作。
如果超过下述的任何一个限定值,必须立即停止工作。
不得进行维护和检修工作:
①叶片位于工作位置和顺桨位置之间的任何位置
5-分钟平均值(平均风速)10m/s
5-秒平均值(阵风速度)19m/s
②叶片位于顺桨位置(当叶轮锁定装置启动时不允许变桨)
5-分钟平均值(平均风速)18m/s
5-秒平均值(阵风速度)27m/s
重要提示
对整流罩部分进行任何维护和检修,必须首先使风力发电机停止工作,各制动器处于制动状态并将叶轮锁锁定。
如需在风力发电机处于工作状态下进行维护和检修时,必须确保有人守在紧急开关旁,可随时按下开关,使系统刹车。
当进行玻璃钢罩子的修复时,必须穿戴安全面具和手套,并且注意防火。
1.3.1外表检查与维护
检查机舱罩及整流罩是否有损坏、裂纹,如有,及时修复;
检查壳体内是否渗入雨水,如有,则清除雨水,找出渗入位置并修补;
检查罩子内雷电保护线路接线是否牢靠。
1.3.2螺栓检验(见下图)
1.3.2.1机架悬臂上的弹性支撑与机舱罩联结用螺栓1
用力矩扳手按照规定(500N.m)的力矩,检查机架悬臂上的弹性支撑与机舱罩联结用螺栓1(M30×90,8.8级),共4个螺栓。
1、螺栓(M30x90)2、螺栓(M12x45)
1.3.2.2机舱罩弹性支撑与机架固定用螺栓2
用扳手检查机舱罩弹性支撑与机架固定用螺栓2(没有设置力矩值)
(M12×45,8.8级)。
共16个螺栓。
注意:
a)如果螺母不能被旋转或旋转的角度小于20度,说明预紧力仍在限度以内。
b)如果螺母能被旋转,且旋转角超过20度,那么用扳手重新拧紧。
每检查完一个螺栓,用笔在螺栓头处做一个圆圈记号。
1.3.3检查机舱罩各组成部分之间联结用螺栓(用手动扳手检查)
机舱用螺栓清单(供参考,如有不符则以最新资料为准。
)
螺栓安装位置
螺栓型号及数量
螺母型号及数量
垫片型号及数量
上下机舱护罩连接
M16X100
M16X70(206个)
M16(206个)
φ16(412个)
机舱附件安装螺栓
M16×60(180个)
M16(180个)
φ10(360个)
航空灯安装
M12×50(6个)
M12(6个)
φ12(12个)
牛腿
M24×230
M16×210(78个)
M16(78)
φ16(156)
接地螺栓
M10×25(5个)
M10(5个)
φ10(10个)
气象杆连接处和其他
M12×50(258个)
M12(258个)
φ12(416个)
尾部透气窗
M12×70(32个)
M12(32个)
φ12(64个)
防虫网
M10×40(28个)
M10(28个)
φ10(56个)
水冷通风口
M10×30(4个)
M10(4个)
φ10(8个)
小支架连接处
M12×100(36个)
M12(36个)
φ10(72个)
主轴支架
M16×50(18个)
M16(18个)
φ16(36个)
电机出风口
M8×30(4个)
M8(4个)
φ8(8个)
轴流风机固定
M10×70(12个)
M10(12个)
φ10(24个)
天窗支撑杆
M6×20(10个)
M6(10个)
φ6(20个)
合页固定
M5×20(16个)
M5(16个)
φ6(32个)
M10×30(16个)
M10(2个)
φ10(4个)
1.3.4航空灯维护
检查航空灯接线是否稳固、工作是否正常、电缆绝缘皮有无损坏腐蚀,如有,则及时修复或者更换。
1.3.5风速仪维护
检查连接线路接线是否稳固,信号传输是否准确,电缆绝缘皮有无损坏或磨损,如有,则及时修复或更换。
1.3.6风向仪维护
检查连接线路接线是否稳固,信号传输是否准确,电缆绝缘皮有无损坏或磨损,如有,则及时修复或更换。
15.3.7安装示意图
航空灯、风速仪、风向仪在机舱罩上安装示意图如下:
1.4罩体修复
当罩体部件有小范围的损坏或者裂纹时由专业技术工人停机进行修复,当损坏范围较大或者影响到风机的正常工作时,应交由罩体生产企业进行修复。
修复人员应具有适当培训课程的证书,若没有此类证书,则至少已经完成职业技术培训和车间培训。
1.4.1前提要求
对于影响部件的结构完整性的修复工作要制定一个修复计划,并且要在开始任何修复工作之前由明阳风电公司批准。
若同样的修复要进行多次,可制定一份总体修复计划提交给明阳风电公司批准。
每次修复都要有报告,并且要由修复负责人签字,修复报告见附表二。
只能使用明阳风电公司批准的材料进行修复。
修复用的热固性树脂性能至少等同于原热固性树脂。
为了确保被修复区域的内部应力较低,应避免使用快速固化高活性热固性树脂。
修复用的热固性树脂的断裂伸长率至少为2.5%。
若修复用的材料和层压制品不同于制造部件用的材料,要提供化合物性能相同的证明。
1.4.2工艺准备
首先尽量清理待修复表面。
若在现场修复,必要时要采取措施防止发生外部应力(例如振动),并确保人员能方便到达修复区域和足够照明,另外还要采取措施防止紫外线直接照射和渗入潮气。
若树脂或粘合剂制造厂没有批准其他数值,在修复工作和固化期间,要使用校准的温度计和湿度计,确保环境空气和部件温度在16℃到30°C之间,并且最大相对湿度为70%。
从修复区域完全除去损坏的材料和已不再粘合的材料。
若层压制品长期与水接触,在开始修复工作之前要完全干燥。
在损坏区域周围倒角:
倒角比率(倒角长度比倒角厚度)取决于修复材料在倒角方向的抗拉强度和允许的剪应力
t。
可以用以下公式计算最小倒角比率:
/=/
t;
——在厂内修复允许的剪应力t为10N/mm²,在现场为7N/mm²。
3.1:
修复的倒角接头区域
1.4.3操作
考虑到要求的覆盖能力(对于曲面和倒角区域内),修复用的强化材料的单位面积重量尽可能不超过每层600g/m²(层数多而单位面积重量轻要好于层数少而单位面积重量重)。
为使倒角接头增加的压力尽可能小,在每个修复区域至少要有三个强化层。
在彻底清洁修复区域后打磨,例如可用粒度为80或120的砂纸。
树脂与固化剂的混合比率要尽可能精确(环氧树脂的混合比率的相对偏差决不能超过3%)。
在投料重量报告中记录下实际的混合比率和数量。
在各边上每层最小重叠应不小于10mm。
确保修复过程中层压制品中的伸长率没有变化。
尽可能在准备好的修复区域采用手工层压法,以与原来层压相同的顺序敷层,注意纤维方向要相同。
确保强化材料充分预浸,避免夹杂空气。
使用单位面积重量约225g/m²、低重量纤维含量(约30%)的毡片或织物作为最终敷层。
确保层压表面用涂层树脂充分地保护。
若修复区域暴露在湿度较高的环境,要求涂层树脂具有较高的耐水解能力。
若面层为不饱和聚酯或乙烯树脂,要通过排除空气氧的方法来防止(例如加入5石蜡或覆膜)。
1.4.4固化
在固化过程中,也要确保层压制品中的伸长率没有变化。
修复的部件只能在热固性树脂充分固化后才能承受载荷或重新投入运行。
若热固性树脂的制造厂不提供固化工艺的任何具体数值,冷固树脂系统要适用以下时间:
在16°C恒温下:
至少固化48小时
在25°C恒温下:
至少固化24小时
若在制造过程中部件回火,修复区域也要在固化后回火
1.4.5所用工具
力矩扳手M24
用于紧固件检查维护
力矩扳手M16
用于紧固件检查维护
力矩扳手M12
用于紧固件检查维护
力矩扳手M10
用于紧固件检查维护
开口扳手M10
用于紧固件检查维护
开口扳手M8
用于紧固件检查维护
开口扳手M6
用于紧固件检查维护
套筒(一套)
用于紧固件检查维护
腻脂笔
用于添加润滑脂
抹布
用于清除杂质或者渗入的水或油
砂纸
修复区域打磨
修复材料
毡片或织物、固化剂、粘合剂、涂层树脂
角磨机
用于修复区域倒角
清洗剂
丙酮
附表二修复报告
名称
内容
备注
标识号
修复人员
修复厂家
修复日期
修复地点
开始修复时间
损坏位置
损坏类型
修复时环境温度
修复时环境湿度
修复时风速(室外
固化时环境温度
固化时环境湿度
固化时风速(室外)
使用材料
热固性树脂系统的混合比率
投料重量
敷层层数
敷层方向
固化所用时间
修复所用时间
修复后偏差
修复负责人签字
用户签字
 升级会员
升级会员 