jl现场焊接工艺卡.docx
《jl现场焊接工艺卡.docx》由会员分享,可在线阅读,更多相关《jl现场焊接工艺卡.docx(101页珍藏版)》请在冰豆网上搜索。
jl现场焊接工艺卡
河北津西钢铁集团股份有限公司1*80MW煤气发电锅炉安装工程
NG-265/13.7-Q型
锅炉现场焊接工艺卡
编制:
审核:
中建二局安装工程有限公司
年月日
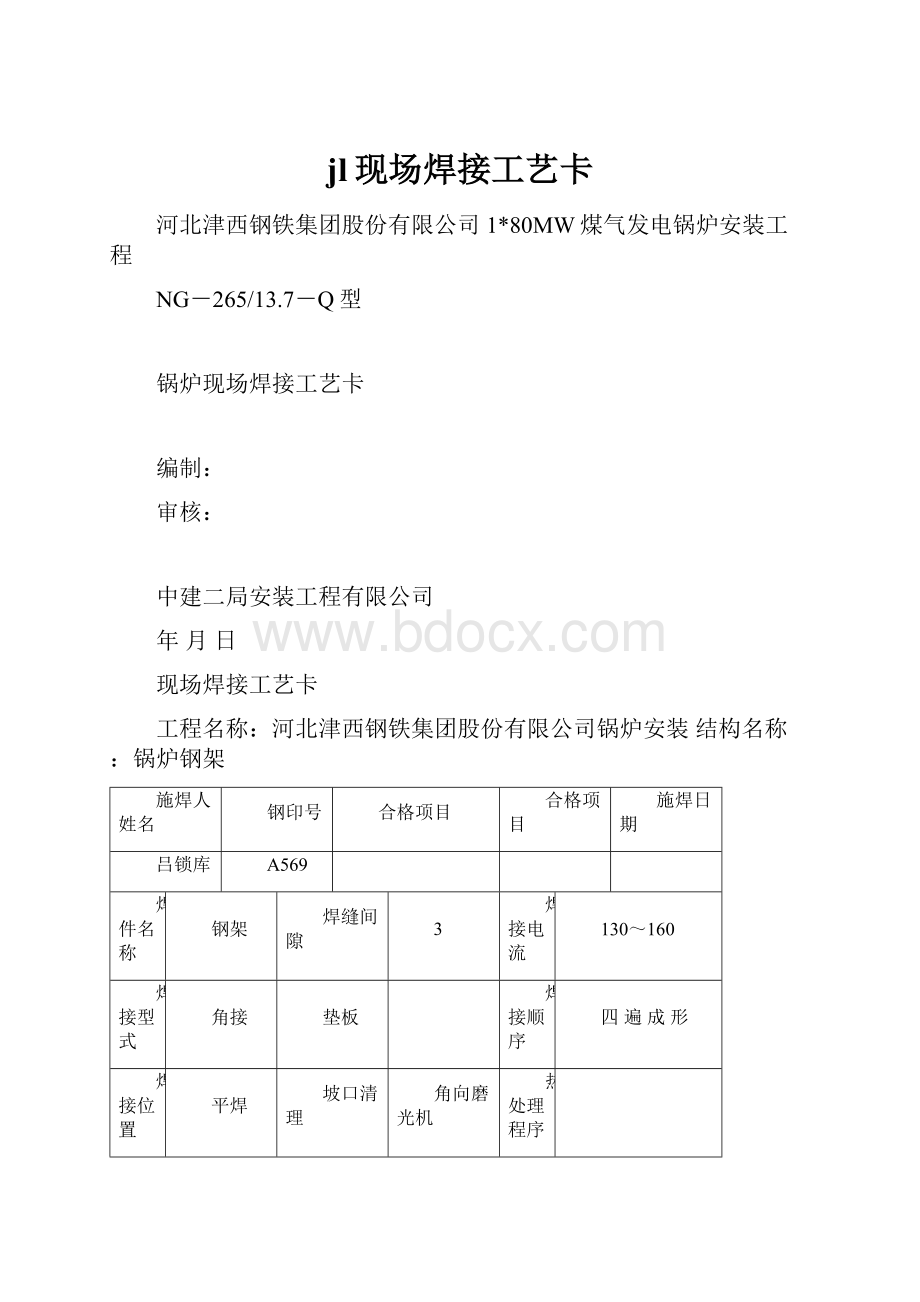
现场焊接工艺卡
工程名称:
河北津西钢铁集团股份有限公司锅炉安装结构名称:
锅炉钢架
施焊人姓名
钢印号
合格项目
合格项目
施焊日期
吕锁库
A569
焊件名称
钢架
焊缝间隙
3
焊接电流
130~160
焊接型式
角接
垫板
焊接顺序
四遍成形
焊接位置
平焊
坡口清理
角向磨光机
热处理程序
焊接方法
SMAW
焊机型号
BX-500
坡口型式
单面V型
电源性质
交流
母材名称
牌号
规格
坡口角度
60º
极性
正接
钢板
Q235-A.F
20
钝边
1-1.5
电弧电压
20-22
焊材名称
型号
规格
烘干温度
焊条保温
保温筒预热
时间
温度
焊条
J422
Φ3.2
1~2h
150
1h
70~80℃
焊丝
焊接层次
一层
二层
三层
四层
五层
焊接电流
(安培)
130~140
150~160
150~160
130~140
极性
正接
正接
正接
正接
焊条直径
保护性气体(流量升/分)
焊前预热
焊后缓冷
热处理
施焊人姓名:
专业技术人员:
年月日
现场焊接工艺卡
工程名称:
河北津西钢铁集团股份有限公司锅炉安装结构名称:
锅炉钢架
施焊人姓名
钢印号
合格项目
合格项目
施焊日期
孙飞
A562
焊件名称
钢架
焊缝间隙
3
焊接电流
120~140
焊接型式
对接
垫板
焊接顺序
四遍成形
焊接位置
立焊
坡口清理
角向磨光机
热处理程序
焊接方法
SMAW
焊机型号
BX-500
坡口型式
单面V型
电源性质
交流
母材名称
牌号
规格
坡口角度
60º
极性
正接
钢板
Q235-A.F
20
钝边
1-1.5
电弧电压
20-22
焊材名称
型号
规格
烘干温度
焊条保温
保温筒预热
时间
温度
焊条
J422
Φ3.2
1~2h
150
1h
70~80℃
焊丝
焊接层次
一层
二层
三层
四层
五层
焊接电流
(安培)
130~140
130~140
130~140
120~130
极性
正接
正接
正接
正接
焊条直径
保护性气体(流量升/分)
焊前预热
焊后缓冷
热处理
施焊人姓名:
专业技术人员:
年月日
现场焊接工艺卡
工程名称:
河北津西钢铁集团股份有限公司锅炉安装结构名称:
锅炉钢架
施焊人姓名
钢印号
合格项目
合格项目
施焊日期
李亮超
A579
焊件名称
钢架
焊缝间隙
焊接电流
120~130
焊接型式
角焊
垫板
焊接顺序
三遍成形
焊接位置
立焊
坡口清理
角向磨光机
热处理程序
焊接方法
SMAW
焊机型号
BX-500
坡口型式
电源性质
交流
母材名称
牌号
规格
坡口角度
极性
正接
钢板
Q235-A.F
20
钝边
电弧电压
20-22
焊材名称
型号
规格
烘干温度
焊条保温
保温筒预热
时间
温度
焊条
J422
Φ3.2
1~2h
150
1h
70~80℃
焊丝
焊接层次
一层
二层
三层
四层
五层
焊接电流
(安培)
120~130
120~130
120~130
极性
正接
正接
正接
焊条直径
保护性气体(流量升/分)
焊前预热
焊后缓冷
热处理
施焊人姓名:
专业技术人员:
年月日
现场焊接工艺卡
工程名称:
河北津西钢铁集团股份有限公司锅炉安装结构名称:
锅炉钢架
施焊人姓名
钢印号
合格项目
合格项目
施焊日期
戚军辉
A570
焊件名称
钢架
焊缝间隙
3
焊接电流
130~160
焊接型式
角接
垫板
焊接顺序
四遍成形
焊接位置
平焊
坡口清理
角向磨光机
热处理程序
焊接方法
SMAW
焊机型号
BX-500
坡口型式
单面V型
电源性质
交流
母材名称
牌号
规格
坡口角度
60º
极性
正接
钢板
Q235-A.F
20
钝边
1-1.5
电弧电压
20-22
焊材名称
型号
规格
烘干温度
焊条保温
保温筒预热
时间
温度
焊条
J422
Φ3.2
1~2h
150
1h
70~80℃
焊丝
焊接层次
一层
二层
三层
四层
五层
焊接电流
(安培)
130~140
150~160
150~160
130~140
极性
正接
正接
正接
正接
焊条直径
保护性气体(流量升/分)
焊前预热
焊后缓冷
热处理
施焊人姓名:
专业技术人员:
年月日
现场焊接工艺卡
工程名称:
河北津西钢铁集团股份有限公司锅炉安装结构名称:
锅炉钢架
施焊人姓名
钢印号
合格项目
合格项目
施焊日期
薛永乐
A572
焊件名称
钢架
焊缝间隙
3
焊接电流
120~140
焊接型式
对接
垫板
焊接顺序
四遍成形
焊接位置
立焊
坡口清理
角向磨光机
热处理程序
焊接方法
SMAW
焊机型号
BX-500
坡口型式
单面V型
电源性质
交流
母材名称
牌号
规格
坡口角度
60º
极性
正接
钢板
Q235-A.F
20
钝边
1-1.5
电弧电压
20-22
焊材名称
型号
规格
烘干温度
焊条保温
保温筒预热
时间
温度
焊条
J422
Φ3.2
1~2h
150
1h
70~80℃
焊丝
焊接层次
一层
二层
三层
四层
五层
焊接电流
(安培)
130~140
130~140
130~140
120~130
极性
正接
正接
正接
正接
焊条直径
保护性气体(流量升/分)
焊前预热
焊后缓冷
热处理
施焊人姓名:
专业技术人员:
年月日
现场焊接工艺卡
工程名称:
河北津西钢铁集团股份有限公司锅炉安装结构名称:
锅炉钢架
施焊人姓名
钢印号
合格项目
合格项目
施焊日期
戚二雷
A578
焊件名称
钢架
焊缝间隙
焊接电流
120~130
焊接型式
角焊
垫板
焊接顺序
三遍成形
焊接位置
立焊
坡口清理
角向磨光机
热处理程序
焊接方法
SMAW
焊机型号
BX-500
坡口型式
电源性质
交流
母材名称
牌号
规格
坡口角度
极性
正接
钢板
Q235-A.F
20
钝边
电弧电压
20-22
焊材名称
型号
规格
烘干温度
焊条保温
保温筒预热
时间
温度
焊条
J422
Φ3.2
1~2h
150
1h
70~80℃
焊丝
焊接层次
一层
二层
三层
四层
五层
焊接电流
(安培)
120~130
120~130
120~130
极性
正接
正接
正接
焊条直径
保护性气体(流量升/分)
焊前预热
焊后缓冷
热处理
施焊人姓名:
专业技术人员:
年月日
现场焊接工艺卡
工程名称:
河北津西钢铁集团股份有限公司锅炉安装结构名称:
锅炉钢架
施焊人姓名
钢印号
合格项目
合格项目
施焊日期
刘平
A567
焊件名称
钢架
焊缝间隙
3
焊接电流
130~160
焊接型式
角接
垫板
焊接顺序
四遍成形
焊接位置
平焊
坡口清理
角向磨光机
热处理程序
焊接方法
SMAW
焊机型号
BX-500
坡口型式
单面V型
电源性质
交流
母材名称
牌号
规格
坡口角度
60º
极性
正接
钢板
Q235-A.F
20
钝边
1-1.5
电弧电压
20-22
焊材名称
型号
规格
烘干温度
焊条保温
保温筒预热
时间
温度
焊条
J422
Φ3.2
1~2h
150
1h
70~80℃
焊丝
焊接层次
一层
二层
三层
四层
五层
焊接电流
(安培)
130~140
150~160
150~160
130~140
极性
正接
正接
正接
正接
焊条直径
保护性气体(流量升/分)
焊前预热
焊后缓冷
热处理
施焊人姓名:
专业技术人员:
年月日
现场焊接工艺卡
工程名称:
河北津西钢铁集团股份有限公司锅炉安装结构名称:
锅炉钢架
施焊人姓名
钢印号
合格项目
合格项目
施焊日期
张阳
A559
焊件名称
钢架
焊缝间隙
3
焊接电流
120~140
焊接型式
对接
垫板
焊接顺序
四遍成形
焊接位置
立焊
坡口清理
角向磨光机
热处理程序
焊接方法
SMAW
焊机型号
BX-500
坡口型式
单面V型
电源性质
交流
母材名称
牌号
规格
坡口角度
60º
极性
正接
钢板
Q235-A.F
20
钝边
1-1.5
电弧电压
20-22
焊材名称
型号
规格
烘干温度
焊条保温
保温筒预热
时间
温度
焊条
J422
Φ3.2
1~2h
150
1h
70~80℃
焊丝
焊接层次
一层
二层
三层
四层
五层
焊接电流
(安培)
130~140
130~140
130~140
120~130
极性
正接
正接
正接
正接
焊条直径
保护性气体(流量升/分)
焊前预热
焊后缓冷
热处理
施焊人姓名:
专业技术人员:
年月日
现场焊接工艺卡
工程名称:
河北津西钢铁集团股份有限公司锅炉安装结构名称:
锅炉钢架
施焊人姓名
钢印号
合格项目
合格项目
施焊日期
周瑜
A577
焊件名称
钢架
焊缝间隙
焊接电流
120~130
焊接型式
角焊
垫板
焊接顺序
三遍成形
焊接位置
立焊
坡口清理
角向磨光机
热处理程序
焊接方法
SMAW
焊机型号
BX-500
坡口型式
电源性质
交流
母材名称
牌号
规格
坡口角度
极性
正接
钢板
Q235-A.F
20
钝边
电弧电压
20-22
焊材名称
型号
规格
烘干温度
焊条保温
保温筒预热
时间
温度
焊条
J422
Φ3.2
1~2h
150
1h
70~80℃
焊丝
焊接层次
一层
二层
三层
四层
五层
焊接电流
(安培)
120~130
120~130
120~130
极性
正接
正接
正接
焊条直径
保护性气体(流量升/分)
焊前预热
焊后缓冷
热处理
施焊人姓名:
专业技术人员:
年月日
现场焊接工艺卡
工程名称:
河北津西钢铁集团股份有限公司锅炉安装结构名称:
锅炉钢架
施焊人姓名
钢印号
合格项目
合格项目
施焊日期
王英泽
A568
焊件名称
钢架
焊缝间隙
3
焊接电流
130~160
焊接型式
角接
垫板
焊接顺序
四遍成形
焊接位置
平焊
坡口清理
角向磨光机
热处理程序
焊接方法
SMAW
焊机型号
BX-500
坡口型式
单面V型
电源性质
交流
母材名称
牌号
规格
坡口角度
60º
极性
正接
钢板
Q235-A.F
20
钝边
1-1.5
电弧电压
20-22
焊材名称
型号
规格
烘干温度
焊条保温
保温筒预热
时间
温度
焊条
J422
Φ3.2
1~2h
150
1h
70~80℃
焊丝
焊接层次
一层
二层
三层
四层
五层
焊接电流
(安培)
130~140
150~160
150~160
130~140
极性
正接
正接
正接
正接
焊条直径
保护性气体(流量升/分)
焊前预热
焊后缓冷
热处理
施焊人姓名:
专业技术人员:
年月日
现场焊接工艺卡
工程名称:
河北津西钢铁集团股份有限公司锅炉安装结构名称:
锅炉钢架
施焊人姓名
钢印号
合格项目
合格项目
施焊日期
刘俊
A561
焊件名称
钢架
焊缝间隙
3
焊接电流
120~140
焊接型式
对接
垫板
焊接顺序
四遍成形
焊接位置
立焊
坡口清理
角向磨光机
热处理程序
焊接方法
SMAW
焊机型号
BX-500
坡口型式
单面V型
电源性质
交流
母材名称
牌号
规格
坡口角度
60º
极性
正接
钢板
Q235-A.F
20
钝边
1-1.5
电弧电压
20-22
焊材名称
型号
规格
烘干温度
焊条保温
保温筒预热
时间
温度
焊条
J422
Φ3.2
1~2h
150
1h
70~80℃
焊丝
焊接层次
一层
二层
三层
四层
五层
焊接电流
(安培)
130~140
130~140
130~140
120~130
极性
正接
正接
正接
正接
焊条直径
保护性气体(流量升/分)
焊前预热
焊后缓冷
热处理
施焊人姓名:
专业技术人员:
年月日
现场焊接工艺卡
工程名称:
河北津西钢铁集团股份有限公司锅炉安装结构名称:
锅炉钢架
施焊人姓名
钢印号
合格项目
合格项目
施焊日期
张建忠
A565
焊件名称
钢架
焊缝间隙
焊接电流
120~130
焊接型式
角焊
垫板
焊接顺序
三遍成形
焊接位置
立焊
坡口清理
角向磨光机
热处理程序
焊接方法
SMAW
焊机型号
BX-500
坡口型式
电源性质
交流
母材名称
牌号
规格
坡口角度
极性
正接
钢板
Q235-A.F
20
钝边
电弧电压
20-22
焊材名称
型号
规格
烘干温度
焊条保温
保温筒预热
时间
温度
焊条
J422
Φ3.2
1~2h
150
1h
70~80℃
焊丝
焊接层次
一层
二层
三层
四层
五层
焊接电流
(安培)
120~130
120~130
120~130
极性
正接
正接
正接
焊条直径
保护性气体(流量升/分)
焊前预热
焊后缓冷
热处理
施焊人姓名:
专业技术人员:
年月日
现场焊接工艺卡
工程名称:
河北津西钢铁集团股份有限公司锅炉安装结构名称:
锅炉钢架
施焊人姓名
钢印号
合格项目
合格项目
施焊日期
韩阳
A560
焊件名称
钢架
焊缝间隙
3
焊接电流
130~160
焊接型式
角接
垫板
焊接顺序
四遍成形
焊接位置
平焊
坡口清理
角向磨光机
热处理程序
焊接方法
SMAW
焊机型号
BX-500
坡口型式
单面V型
电源性质
交流
母材名称
牌号
规格
坡口角度
60º
极性
正接
钢板
Q235-A.F
20
钝边
1-1.5
电弧电压
20-22
焊材名称
型号
规格
烘干温度
焊条保温
保温筒预热
时间
温度
焊条
J422
Φ3.2
1~2h
150
1h
70~80℃
焊丝
焊接层次
一层
二层
三层
四层
五层
焊接电流
(安培)
130~140
150~160
150~160
130~140
极性
正接
正接
正接
正接
焊条直径
保护性气体(流量升/分)
焊前预热
焊后缓冷
热处理
施焊人姓名:
专业技术人员:
年月日
现场焊接工艺卡
工程名称:
河北津西钢铁集团股份有限公司锅炉安装结构名称:
锅炉钢架
施焊人姓名
钢印号
合格项目
合格项目
施焊日期
吕锁库
A569
焊件名称
钢架
焊缝间隙
3
焊接电流
120~140
焊接型式
对接
垫板
焊接顺序
四遍成形
焊接位置
立焊
坡口清理
角向磨光机
热处理程序
焊接方法
SMAW
焊机型号
BX-500
坡口型式
单面V型
电源性质
交流
母材名称
牌号
规格
坡口角度
60º
极性
正接
钢板
Q235-A.F
20
钝边
1-1.5
电弧电压
20-22
焊材名称
型号
规格
烘干温度
焊条保温
保温筒预热
时间
温度
焊条
J422
Φ3.2
1~2h
150
1h
70~80℃
焊丝
焊接层次
一层
二层
三层
四层
五层
焊接电流
(安培)
130~140
130~140
130~140
120~130
极性
正接
正接
正接
正接
焊条直径
保护性气体(流量升/分)
焊前预热
焊后缓冷
热处理
施焊人姓名:
专业技术人员:
年月日
现场焊接工艺卡
工程名称:
河北津西钢铁集团股份有限公司锅炉安装结构名称:
锅炉钢架
施焊人姓名
钢印号
合格项目
合格项目
施焊日期
戚军辉
A570
焊件名称
钢架
焊缝间隙
焊接电流
120~130
焊接型式
角焊
垫板
焊接顺序
三遍成形
焊接位置
立焊
坡口清理
角向磨光机
热处理程序
焊接方法
SMAW
焊机型号
BX-500
坡口型式
电源性质
交流
母材名称
牌号
规格
坡口角度
极性
正接
钢板
Q235-A.F
20
钝边
电弧电压
20-22
焊材名称
型号
规格
烘干温度
焊条保温
保温筒预热
时间
温度
焊条
J422
Φ3.2
1~2h
150
1h
70~80℃
焊丝
焊接层次
一层
二层
三层
四层
五层
焊接电流
(安培)
120~130
120~130
120~130
极性
正接
正接
正接
焊条直径
保护性气体(流量升/分)
焊前预热
焊后缓冷
热处理
施
 升级会员
升级会员 