外文翻译 英文翻译.docx
《外文翻译 英文翻译.docx》由会员分享,可在线阅读,更多相关《外文翻译 英文翻译.docx(13页珍藏版)》请在冰豆网上搜索。
外文翻译英文翻译
摘要
本发明提供了第一个传输单元来代替一个固定斜面。
第一个驱动器驱动的第一个单元转移到控制单元,并保持一个袋弹射间隔或袋的姿态。
因此袋与袋距离和袋的姿态的变化被一个高速运转的改进袋成形阻止。
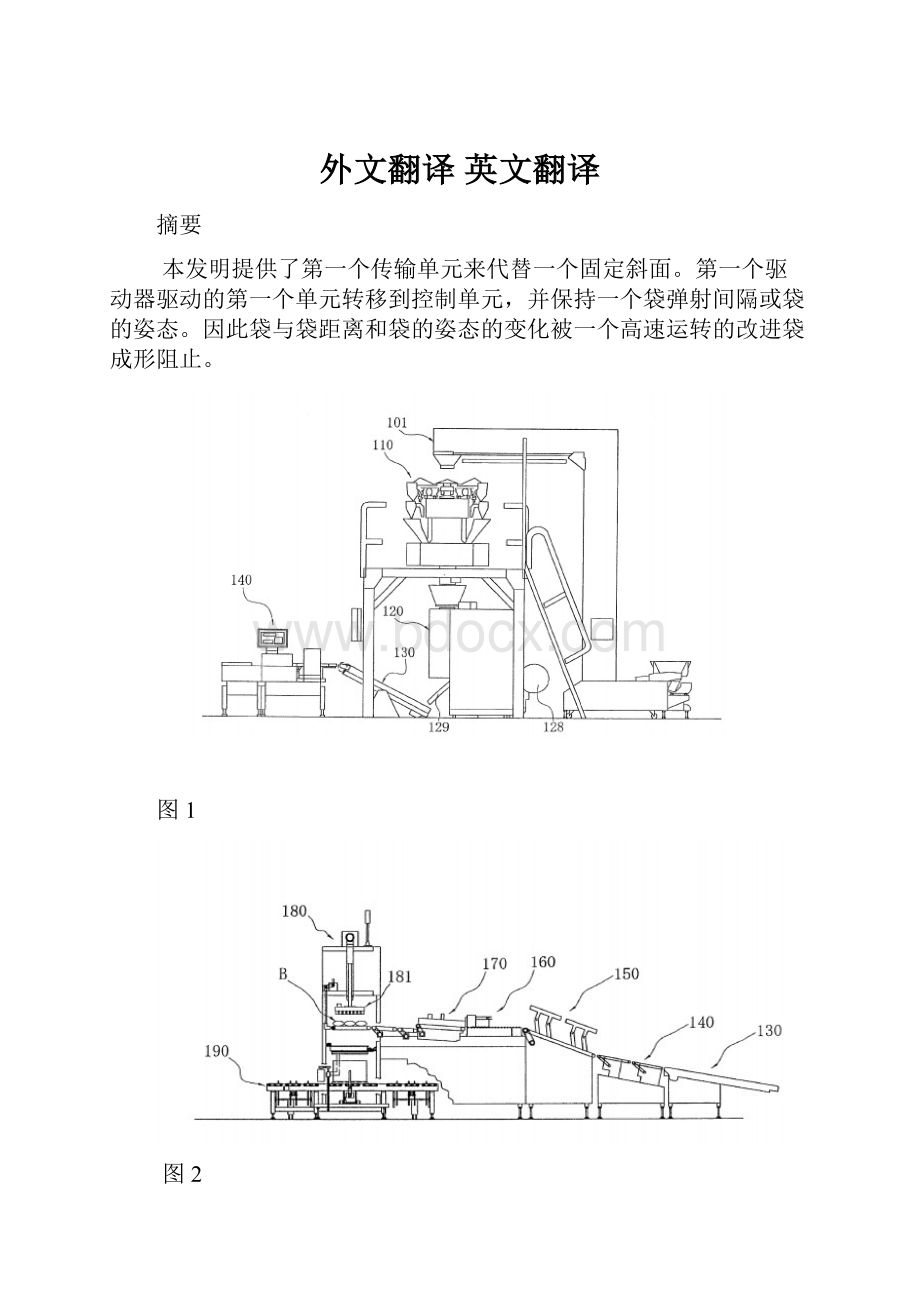
图1
图2
图3
图4
图5
图6图7
图8图9
图10
发明的背景
[0001]发明的领域
[0002]本发明涉及一种立式粉粒制袋—充填—封口包装机,更特别地,一种立式粉粒制袋—充填—封口包装机利用连续管状包装材料通过袋成型器形成袋状,把袋充填满得到产品,然后分离。
[0003]背景资料
[0004]立式粉粒制袋—充填—封口包装机作为包装设备的存在,包装产品的包装,如食物,进袋与充填是在同一时期形成的。
在传统的立式粉粒制袋—充填—封口包装机的工作中,像薄膜的包装材料。
该材料是形成一个管状形状从垂直长管通过它。
该管状包装材料重叠垂直,然后密封(热密封)用垂直封闭的机制。
要包装的产品,是可以从一个更高的地位下降,通过管把管状包装材料填满,。
然后,管状包装材料将形成一个袋子,袋的顶部和底部是由一横向密封管所提供的机制下密封的。
一切刀具的横向密封部分在中心。
在这种形式的立式粉粒制袋—充填—封口包装机,有两种类型形成袋子和产品。
[0005]在这种传统立式粉粒制袋—充填—封口包装机上,刀具把袋子分开,每个低于横向密封机制提供了一个固定槽,袋子自由地落在到皮带上,通过皮带输送机。
固定槽的类似幻灯片的操场或类似金属板制成,并进行了重心转移,利用重力的作用使皮带输送机起到作用。
[0006]在传统的立式粉粒制袋—充填—封口包装机上,袋子可以自由地利用重力下降,落到皮带输送机喷出的下游过程。
随着袋成形能力的提高,近年来,每单位时间的形成袋的数量有所增加。
与传统的包数量相比弹射量增加,在袋子弹射间隔和姿势的变化中会不会导致小程度上的皮带输送机或在下游过程中的其他装置人仍是一个问题。
然而,随着数量的袋子被弹出不断增加,随着设备的问题出现,可能会导致下游的过程。
特别是,在袋数量增加被弹出,或者立式粉粒制袋—充填—封口包装机有更高的速度,是在一个较短的时间间隔弹出。
在一个小变化袋弹射间隔可能会导致在下游过程中的设备的一个问题。
例如,两个袋可以加载,而不是一对重量检查或在下游过程中密封检查,或塑料袋或文件或文件袋解体处理不当可能会导致设备的一些问题。
这些问题可以停止生产线,从而降低线运转率和防止高速运转的功效。
[0007]基于上述观点,现在的立式粉粒制袋—充填—封口包装机需要克服上述问题,在现有技术允许的情况下,本发明解决了这一需要很和在现有技术以及其他方面的需要,这将显然成为对那些从披露的艺术技能。
发明概要
[0008]目前的主要对象是提供一个立式粉粒制袋—充填—封口包装机,以防止袋子在成形和正在不断喷出袋姿态变
[0009]一个立式粉粒制袋—充填—封口包装机依照第一个方面,本发明提供了一个垂直袋形式-填补-密封包装机械密封袋形成连续的管状包装材料,产品包装,然后分离和每袋。
立式粉粒制袋—充填—封口包装机包括一个第一次传输单元,第一个驱动器单元,控制单元。
第一次传输单位转让分离袋转移到另一个单位或下游的过程中提供的输送机。
第一个驱动器驱动的第一个单位转让单位。
控制单元控制的第一驱动装置来控制时间间隔或袋子的姿态后首次被移交单位移弹出。
在这种情况下,第一次传输单位提供,而不是传统的固定槽。
袋子区间与袋子的姿态被弹出的第一个驱动器通过控制单元,驱动单元保持第一转让。
因此,即使在高速通过改进袋成型操作能力,在工作的变化和袋子的姿态也有所减少。
与传统的固定槽,上摩擦阻力(视袋幻灯片)和影响(如袋子脱落的槽)发生时,有一个高概率的音调和姿势的袋子可能会受到不利影响。
通过使用,在本发明的第一个方面,其中第一个传输单元提供和转让的第一个定义的传输单元袋包装机的控制,在袋弹射音调和姿势变化是可以避免的。
[0010]一个立式粉粒制袋—充填—封口包装机依照第二个方面,本发明第一个方面时,其中所述控制单元提供控制使弹射区间间隔大于包分离。
袋子都无法被转移到下游输送过程或转让的单位或其他设备没有适当的间隔。
[0011]一个立式粉粒制袋—充填—封口包装机根据与本发明的第三方面,机器是定义在以前的方面之一,其中,第一次传输单元机是一种带。
[0012]在这方面,有一个相对简单的结构,如移动电机的皮带和一个驱动单元,是用来限制在袋子弹射音调和姿势变化。
这是很容易和简单纳入垂直袋的密封。
这是本发明或者包装机在初始建设这个结构改造为一个传统的垂直袋形式充填封口包装机所做的。
为防止袋姿态,可能会被下降的影响造成的变化,带最好是设置在一个位置,以便它接触后,他们立即从包装材料供应辊分离袋。
[0013]一个立式粉粒制袋—充填—封口包装机依照本发明的四方面所定义的机器是在第三方面,其中带是斜这样袋子斜向下。
在这种情况下,与斜带,塑料袋分离的包装材料供应辊一定联系的纽带。
该带倾斜是这样的:
它允许袋对角线向下移动,从而减少可能造成的袋子,它们与皮带接触的影响,从而减少袋姿势的变化。
此外,防止在一个袋子从直立的姿势转移,袋到袋间隔为更加稳定。
该带倾斜,以进一步促进在可移动时造成的袋子从皮带在下游过程中的转让单位或输送减少影响。
[0014]一个垂直袋形式-填补-密封包装机五方面按照本发明的机器是定义在第三或者第四方面,其中包括两个带首次举办各单位的包夹在一个方式。
在这种情况下,将包转移而被夹在一地两带举行。
因此,袋子都安全地进行,从而减少了在袋子弹射音高可能由袋和皮带打滑造成的问题的变化。
[0015]一个立式粉粒制袋—充填—封口包装机六方面按照本发明的机器是定义在五方面,其中第一个传输装置,这样的两带之间形成的通道斜这样的方向改变的包袋转会动作还原。
[0016]立式粉粒制袋—充填—封口包装机根据与本发明的机器是第七个方面在第五或第六。
进一步改变包括两带之间的距离,其中,控制单元的控制手段改变两带之间的距离根据袋,以调整两带之间的距离。
在这种情况下,采取了结构,拥有与夹在一起两带袋子的优势,气体体积要装入塑料袋进行了优化。
换句话说,通过调整两带之间的距离,气体的数量,可装入袋的形成可以控制,从而使该袋被弹出量均匀。
一般形式的立式粉粒制袋—充填—封口包装机,填补了气喷涂袋一次成型入袋。
通过喷稍多于所需数额,并通过带至距离调整使带的包量均匀,该袋数量将大大弹出统一即使气体压力供应单位发生了变化。
[0017]一个立式粉粒制袋—充填—封口包装机,八方面按照本发明的机器是定义在第五、六或七方面,其中密封热封和机器还包括一个冷却机组冷却气体喷在密封的部分都举行的包夹的方法来两带。
在这种情况下,采取的结构,持有在一夹的方式,为每个袋子冷却气体喷到这样的好处是夹在一地形成袋,以确保热密封部分结合强度。
与传统机器,有一个高的可能性,该袋的姿态各不相同,被弹出冷却气体。
然而,随着两带中间夹在本机的发明形成的袋,即使喷洒气体冷却,姿势很少会受到影响。
此外,加强了密封的冷却,从而减少了袋子破损问题,可能导致生产线停止,而袋仍在转移。
[0018]一个立式粉粒制袋—充填—封口包装机依照第九个方面的现状,分析了机器的发明是按照第一或第二方面,进一步包括一秒钟传输装置接收、转让和转移的袋子第一组,和另一个驱动单元为单位,在第二个转移的控制单元进一步控制第二单元除了第一个驱动装置。
[0019]一个立式粉粒制袋—充填—封口包装机十方面按照本发明的机器是定义在第九方面,其中转移装置是一种大约正交方向转移。
在这个例子中,该转让单位,这是一种带具有导杆的包袋上从转变。
[0020]一个立式粉粒制袋—充填—封口包装机是按照十一方面,本发明是机器中的定义任何以前的方面,进一步包括记忆存储单元的存储控制设置为每一套产品包装、控制单元控制根据设置保存在存储器单元。
[0021]一个立式粉粒制袋—充填—封口包装机依照第十二方面的现状,分析了机器的发明是在第十一方面所定义的,其中至少一种控制设定物品被保存在存储器存储单元的速度是驱动装置。
在这种情况下,速度设置驱动单元按袋,它成为可能的调整袋到袋被抛和包弹射时间间隔,反映了设备的运行状况在下游的过程。
[0022]一个立式粉粒制袋—充填—封口包装机按十三方面本发明的机器是定义在第十二方面,其中控制单元提供的数据至少在袋子弹射时间间隔的外部设备在下游的过程。
在这种情况下,由于数据之间的时间间隔每包被提供给外部设备的操作过程,是一种下游的间隔时间同步的喷发的包袋形式的垂直,密封包装机成为可能。
[0023]这些和其他对象,特点,问题及本发明的优势将变得明显,从下面的详细描述,它与所附图纸一起采取艺术技能,公开了本发明的首选体现。
图形的简短描述
[0024]谈到现在所附图纸构成了这种原始披露的一部分。
[0025]图1的原理是将传统形式的立式粉粒制袋—充填—封口包装机的图解认为在上游和下游工序的设备。
[0026]图2是要搞好图解的角度的例子说明了生产线为下游过程中一个袋子驱逐出一个常规的立式粉粒制袋—充填—封口包装机
[0027]图3原理结构图解鉴于传统的立式粉粒制袋—充填—封口包装机
[0028]图5立式袋的一个表单填充封口包装机认为按照一本发明的第一个体现
[0029]图5控制块图解视图形式是图4的立式粉粒制袋—充填—封口包装机。
[0030]图6是图4的顶针正视图。
[0031]图7视图的下半部分是本发明的第二体现。
[0032]图8是图7的顶针后视图。
[0033]图9正视图的成型器是本发明的第二个变化。
[0034]图10说明如何带强迫喷射到带的距离是另一个变化的体现
首选方式的详细描述
首先体现在现有技术相比
[0035]传统的测量和袋包装生产线成型如图1例,连同设备的上下游的过程。
在这种情况下,产品一薯片为例,转移到一个供给传送带101的位置的计量单位上面。
该产品,曾在测量单位110,是衡量到预定的体重(数量)和连续排放或向下。
[0036]该产品卸除的计量单位110移到立式粉粒制袋—充填—封口包装机在测量单位110下的120的位置。
立式粉粒制袋—充填—封口包装机械设备120是一个袋成形设备,灌装,包装袋产品,在同时进行。
袋子含有作为一个垂直向下的袋成形充填封口包装机120。
129提供固定槽幻灯片进行产品的包装,并转移到130运输机装载。
该转让的转让输送130袋不断释放出来,以重检查下游140的过程中,。
[0037]如果需要不断袋纸盒包装,袋子都转移转移输送130至140的重量检查和密封检查150如图2。
袋子遭受的重量和密封这里经过检查指导单位的姿态调整160和170个单位,使他们在发送一个单元或单元到一个包装装位180。
[0038]包装单位180提供了一个处理机制,通过吸持的181袋,包装成袋乙的纸箱。
在其中的纸箱包装袋的B是通过转让纸箱转移到一个单位190箱密封装置框和一个标签的单位(未显示)。
[0039]图3展示了传统的立式粉粒制袋—充填—封口包装机主要结构形式120,所谓的立式枕袋包装机。
在立式粉粒制袋—充填—封口包装机120,如电影胶片调频从128卷得出(见图1)形成一个管状通过前121和1122和喂食管向下下拉式皮带机制125。
该管膜的目的是重叠的立式热由一个封闭的机制垂直123封。
当测量产品填补通过管道122管膜,横向封口机制下管122、124提供在该地区进行横向封口,将成为前袋顶部和底部的下列袋。
与密封横向同时,横封的中心部分是削减在横向密封机制建立了124刀。
袋子上滑下从而减少固定槽下的横向密封机制提供124、129,然后转移输送130转移到下游工序的设备。
[0040]总体结构
[0041]一个立式袋成型—充填—封口包装机依照下面描述是本发明的第一体现。
[0042]图4展示了一个立式袋成型—充填—封口包装机1台,包括强行喷射6是本发明的第一个体现。
立式袋成型—充填—封口包装机1台是机器包装,如食品,例如一个薯片袋的产品,主要包括:
1袋成型/包装部分5,一个供片单位4,强迫喷射器6。
袋成型/包装单元5是一个包装成袋的产品的主要地区。
这个机构供应单位供应的4/包装用薄膜袋,最终成为5袋成型。
6被迫强行弹出向下喷射器的袋成型/包装袋形成了5。
一个操作开关7(见图5)在立式袋成型—充填—封口包装机1前提供。
一个液晶显示器用于显示操作的状态8是在经营者提供操纵操作开关可以直观地检查行动,控制单元如图20。
5控制的形式为立式袋充填封口包装机1台,并显示在液晶显示屏上的操作开关7。
8输入的各种数据的驱动装置每个操作。
[0043]一个结构的薄膜供应单位
[0044]参考图4,薄膜片用品供应单位4,类片1袋成型机制的形成/包装部分5就是后来被称为13。
一个装置上设置的供片单位4个,使薄膜从调频辊回卷。
[0045]一个结构的袋成型器/包装的部分
[0046]如图4袋成型/包装部分5包含的形成机制13,下拉式皮带机制14、15垂向封闭机理,以及横向密封机制17。
形式的形成机制是输入作为板料入筒形形状。
在下拉式皮带传输机制14管状形膜(以下简称“管膜”)向下。
垂直密封机制15垂直密封的管膜的重叠部分。
横向密封机制17横封管膜密切的顶部和底部的每一个袋子。
[0047]正如如图4,形成机制,有一个管31和前32。
管31是一个圆柱形的顶部和底部两端的成员开放。
该管是用31的前32,通过一个支架。
如薯片测量项目投入打开管顶31月底的计量单位11。
前32个是提供这种方式,它围绕管31。
前者的32个形状是这样的:
允许在工作表,如薄膜调频从供应单位4将进入一个管状的形状,前32和31日通过管组成。
在下拉式皮带机制14条是一个吸薄膜调频管31伤口捡起来,并将其传输向下机制。
在下拉式皮带驱动机制,主要包括41辊和驱动辊42个,以及一吸带43。
垂直密封机制15垂直密封的薄膜调频重叠的一部分由加热管按住31对管31它在预定的压力。
垂直密封机制有15加热器和加热器带的接触,供应薄膜重叠部分由加热器加热。
[0048]横向密封机制提供17下方形成机制13日,下拉带机制14,垂直密封机制15。
正如图6,横向封口机制17条的一对对称密封下。
这两个密封的第17a条,每个字母的形状变成了“D”类,离开轨道T的是相互对称。
密封彼此时17管膜是随时可以横向密封。
横向密封机制17没有在绘图表现出了刀。
刀分离的管状膜在后面由密封袋的部分中心密封袋17a.横向卷曲的机制17横的一部分,由夹层之间的密封17a条管状薄膜密封,一个过程,需要除了压力热量。
因此,为了热密封就联络管膜,加热器是在第17a规定的表面的密封17a上,热电偶也是所用的。
[0049]一个强制脱模器机构
[0050]强制脱模器,主要包括6个无限带61,轮驱动62,一个驱动辊63,交流伺服电机64。
伺服电机驱动滚筒转动64、62和提供超精车控制。
伺服电机控制64的控制单元20所示。
正如如图6,带倾斜,使61袋对角线向下移动。
然而参考图6,强制脱模器6是在高空位置,使该袋联系到了61时,带包B是在密封分离提供的刀具上侧底部17a.如果被迫喷射6在一个比这更高的位置,将带61个重点向上横向前密封袋乙完成后,密封在一个贫穷的横向造成。
相反,如果强行喷射6位于太低,下降的距离,以至于分离袋乙接触带61变得过长,从而导致袋反弹就带61和恶化的态势稳定袋。
[0051]一个控制单元结构
[0052]如图5所显示,控制单元20用薄膜供应单位4连接,袋子形成包装的5部分和立式的袋子形式封印包装机1的强制脱模器6控制其中每一的操作个驱动装置。
首先,控制单元20控制横向机制17的转动的速度并且传送带61的移动速度强制脱模器6根据筒形薄膜的向下加料速度在下拉的传送带机制14。
即在控制强制脱模器6,伺服电动机64的转动的速度根据筒形薄膜,袋子形成的包装的第5部分袋子形成的能力的加料速度是受控的,改变袋子B(传送带61)的移动速度的排斥速度在强制脱模器6。
在这条生产线,AC伺服电动机131被使用,调动传动机的130一个激励功率来源。
伺服电动机131根据从控制单元20输出关于强制脱模器和袋子排斥间隔时间的抛出的速度的数据是受控的。
控制强制脱模器6和伺服电动机64驾驶的调动传动机130伺服电动机131也许执行通过改变转动的速度调整在袋子B之间的排斥间隔时间,或者通过进行到操作重复开关开关调整袋子B排斥间隔时间的一断断续续驾驶。
[0053]此外,控制单位20有一个外部输出端21,它可以发送的喷射速度和袋成型时间在下游过程(重量检查140区间的转移输送130和其他装置,密封检查数据150,包装单元180,和类似如图2)。
在20控制单元,如一个硬盘存储器的存储单元也提供。
数据的形状、尺寸、材料、体积以及每个袋子设置等都是存储在内存中存储单元。
每个驱动器的控制类型,包括适当的转让为控制类型强制脱模6,这是预设的。
 升级会员
升级会员 