1401装配工艺过程卡片.docx
《1401装配工艺过程卡片.docx》由会员分享,可在线阅读,更多相关《1401装配工艺过程卡片.docx(12页珍藏版)》请在冰豆网上搜索。
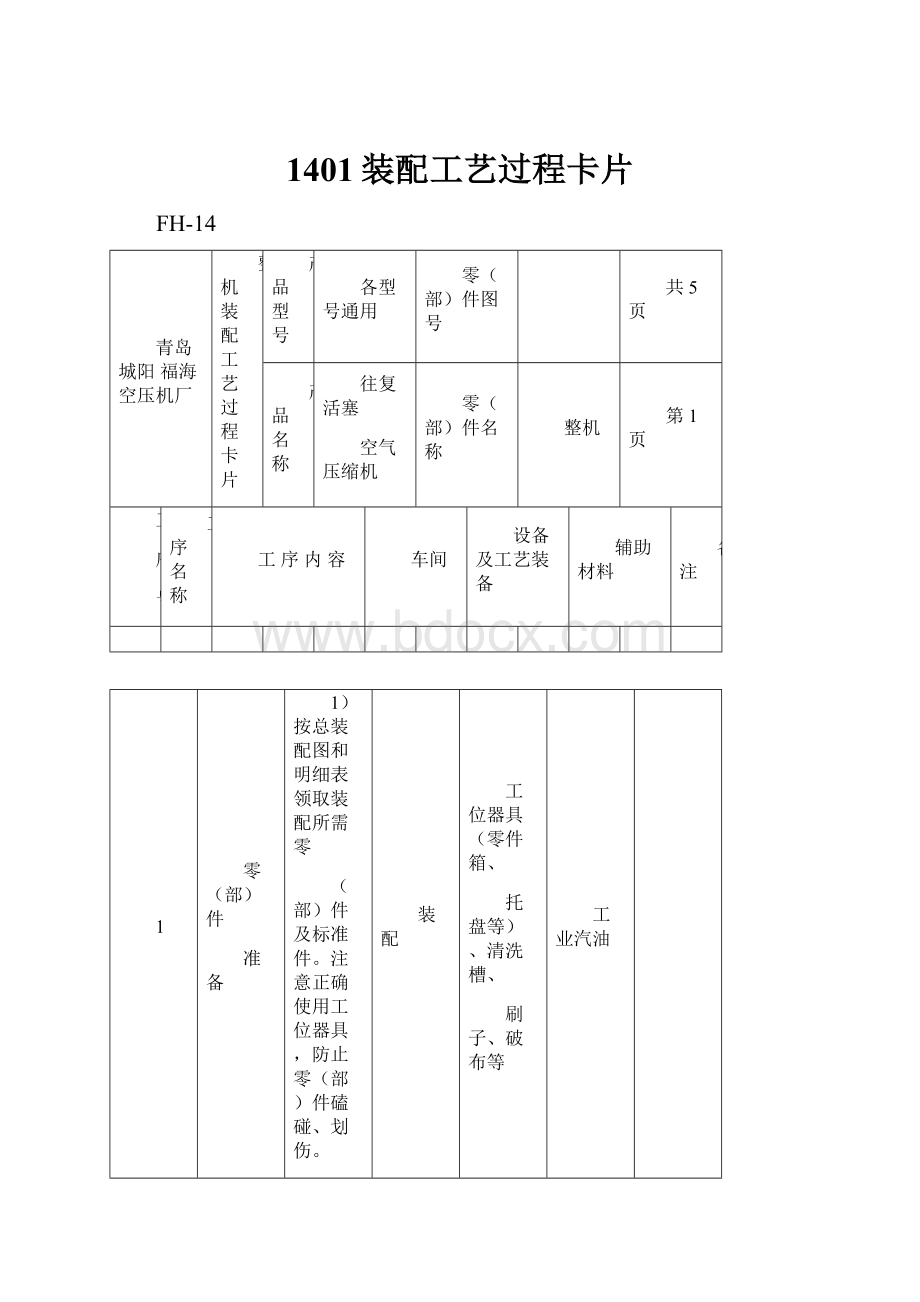
1401装配工艺过程卡片
FH-14
青岛城阳福海空压机厂
整机装配工艺过程卡片
产品型号
各型号通用
零(部)件图号
共5页
产品名称
往复活塞
空气压缩机
零(部)件名称
整机
第1页
工
序
号
工序名称
工序内容
车间
设备及工艺装备
辅助材料
备注
1
零(部)件
准备
1)按总装配图和明细表领取装配所需零
(部)件及标准件。
注意正确使用工位器具,防止零(部)件磕碰、划伤。
2)清洗各零部件,同时检查有无磕碰、划伤、锈蚀等现象。
不合格零件不得进行装配,零件清洗后擦净,放入指疋工位器具待装。
装配
工位器具(零件箱、
托盘等)、清洗槽、
刷子、破布等
工业汽油
2
安装
滚轮
将4个滚轮分别装入储气罐下面的滚轮
轴,放上垫圈,插入开口销。
要求滚轮在
滚轮轴上转动灵活,无阻滞现象。
装配
尖嘴钳、手锤
润滑脂
3
安装
六通管接头
将密封圈先安装在储气罐排气口上的法兰盘上,再安装六通管接头并用螺栓紧固,然后再将压力开关安全阀、压力表,阀门的螺纹接头部分涂上胶水后拧紧在六通管上。
装配
活动扳手或双头扳
手
密封胶水
4
安装
单向阀
将单向阀的螺纹接头部分缠在生料带后拧入储气罐进气口上。
要求接头处拧紧并密封,不得发生漏气现象。
装配
活动扳手或双头扳
手
生料带
编制
审核
批准
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
青岛城阳
福海空压机厂
整机装配
工艺过程卡片
产品型号
各型号通用
零(部)件图号
共5页
产品名称
往复活塞
空气压缩机
零(部)件名称
整机
第2页
工
序
号
工序名称
工序内容
车间
设备及工艺装备
辅助材料
备注
5
剥连电线
按适当的长度剥去电线外皮,并在线头一段压接接线端子,连接在压力开关接线柱上。
要求连接可靠无松脱现象。
装配
剪刀、剥线钳、尖嘴
钳、螺丝刀
6
安装
空压连通管
按实测长度截取细铜管并按实际需要弯曲后与压力开关、单向阀的旁通弯头相连接。
要求密封性好并无松动现象。
装配
专用旋切刀、扳手、
尖嘴钳
7
安装
磁力启动器
在储气罐托板的侧面安装L形支板,用螺栓紧固,将磁力启动器用螺钉紧固在支板上。
要求安装正确无歪斜、无松脱现象。
装配
活动扳手或双头扳
手
8
连导线
将已接好在压力开关上的导线的力一端连接在启动器的相应位置,要求拧紧无松脱现象。
装配
螺丝刀
9
安装
排污阀
将排污阀安装在储气罐底部预留位置,要求紧固无松动,无泄漏现象。
装配
活动扳手,螺丝刀
10
安装压缩机
(机头组件)
将压缩机安装在储气罐托板上,注意螺孔
位置对正,并用M10螺栓、弹性垫圈和平垫圈紧固,要
装配
双头扳手
编制
审核
批准
日期
标
记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
青岛城阳
整机装配
产品型号
各型号通用
零(部)件图号
共5页
福海空压机厂
工艺过程卡片
产品名称
往复活塞
空气压缩机
零(部)件名称
整机
第3页
工
序
号
工序名称
工序内容
车间
设备及工艺装备
辅助材料
备注
10
求锁紧无松动现象,方向垂直于储气罐长度方向,无歪斜现象。
装配
11
连接进气管
将进气铜管分别与压缩机的排气口和进气
单向阀相连结并紧固。
要求连接喇叭口要紧
密贴合,不得发生漏气现象。
装配
活动扳手,
专用喇叭口冲具
12
安装
压缩机皮带轮
将压缩机皮带轮安装在压缩机的轴上,用皮带轮螺栓和垫圈固定。
要求无松动现象。
装配
手锤,双头扳手
13
安装
电动机组件
1)在储气罐的托板上安装V型电机底脚支板;
2)将电动机皮带轮对准电机主轴的平键,然后将皮带轮敲入到位
3)将电动机安装在V型支板上保持水平与垂直后,用螺栓、弹性垫圈、平垫圈固定。
装配
手锤,双头扳手
编制
审核
批准
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
青岛城阳
福海空压机厂
整机装配
产品型号
各型号通用
零(部)件图号
共5页
工艺过程卡片
产品名称
往复活塞
空气压缩机
零(部)件名称
整机
第4页
工
序
号
工序名称
工序内容
车间
设备及工艺装备
辅助材料
备注
14
要求电机轴的方向与压缩机主轴方向平行,紧固后无松动现象。
质量
15
安装皮带
将适应于该机型号的二角皮带安装在电动机皮带轮和压缩机皮带轮上并调整好松紧。
检杳三角带的张紧度,要求手指施加3-4Kg力三角带向下位移10-15mm间。
控制
点
八、、
16
剥引出线
将引出线的端头剥出适当长度并压接接线头,然后将引出线穿入电机出线孔并接在电机接线柱上拧紧,另一端则连接在启动器相应的接线柱上。
要求接触可靠,无松动现象,注意避免短路。
剪刀、剥线钳、压线钳、尖嘴钳、螺丝刀
17
安装消声滤清
器
将消声滤清器安装在压缩机的缸盖上并拧紧。
双头扳手
18
调试
接通电源,启动按钮,检查空压机运转情况。
要求:
1)运转平稳,无明显振动;
2)噪音低,无异常的尖叫声和轰鸣声;
3)压力表的指针达到标准位置;
4)排气通畅,无阻滞现象;
螺丝刀
编制
审核
批准
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
青岛城阳
福海空压机厂
整机装配
工艺过程卡片
产品型号
各型号通用
零(部)件图号
共5页
产品名称
往复活塞
空气压缩机
零(部)件名称
整机
第5页
工
序
号
工序名称
工序内容
车间
设备及工艺装备
辅助材料
备注
5)无漏气现象。
最后,调整压力微调开关,锁定相应压力。
19
安装皮带网罩
先预装网罩支脚,再安装网罩,调整好位置
后用螺栓紧固支脚和网罩。
要求网罩与皮
带、皮带轮之间不得有磨擦。
双头扳手
20
敲编号
在电机铭牌和储气罐铭牌上分别敲上生产
日期及出厂编号。
要求字迹整齐清晰。
手锤、钢印字模
21
铆铭牌
将铭牌铆订在空压机的规定位置。
要求铆订牢固,无歪斜现象。
手电钻、手锤、铆钉
冲子
铆钉
22
粘贴标贴
在仝压机的规疋位置粘贴商标、性能参数
表、注意事项等标贴。
要求粘贴工整牢固。
23
包装
擦干净空压机表面,将说明书及质量保证书放在规定位置,套上塑料袋。
需要时,用纸箱或木箱包装。
塑料袋
编制
审核
批准
日期
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
 升级会员
升级会员 