五、磨具与磨削过程、普通刀具加工方法.ppt
《五、磨具与磨削过程、普通刀具加工方法.ppt》由会员分享,可在线阅读,更多相关《五、磨具与磨削过程、普通刀具加工方法.ppt(44页珍藏版)》请在冰豆网上搜索。
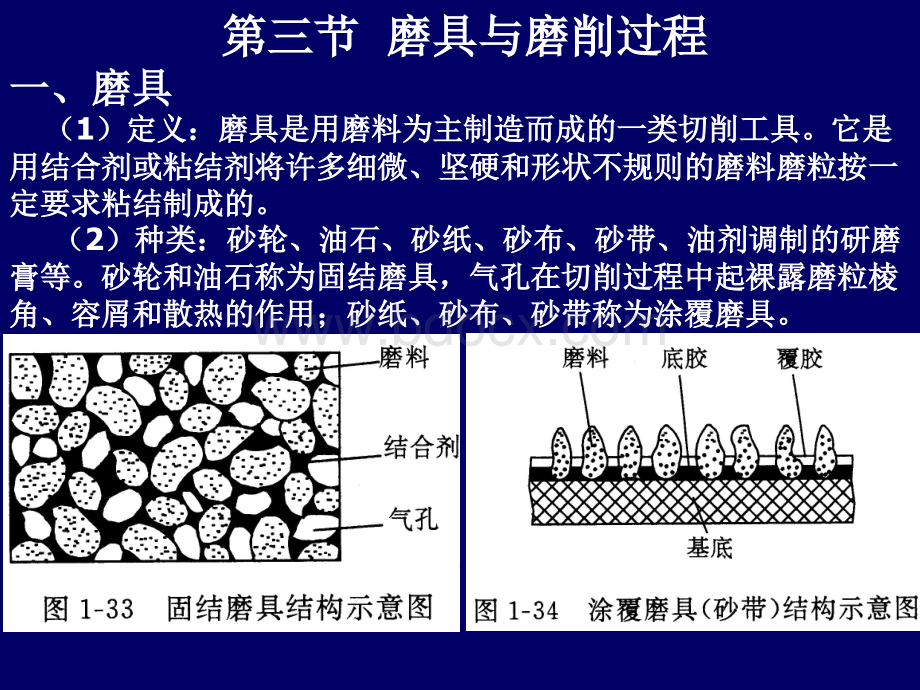
第三节第三节磨具与磨削过程磨具与磨削过程一、磨具一、磨具
(1)定义:
磨具是用磨料为主制造而成的一类切削工具。
它是)定义:
磨具是用磨料为主制造而成的一类切削工具。
它是用结合剂或粘结剂将许多细微、坚硬和形状不规则的磨料磨粒按一用结合剂或粘结剂将许多细微、坚硬和形状不规则的磨料磨粒按一定要求粘结制成的。
定要求粘结制成的。
(2)种类:
砂轮、油石、砂纸、砂布、砂带、油剂调制的研磨)种类:
砂轮、油石、砂纸、砂布、砂带、油剂调制的研磨膏等。
砂轮和油石称为固结磨具,气孔在切削过程中起裸露磨粒棱膏等。
砂轮和油石称为固结磨具,气孔在切削过程中起裸露磨粒棱角、容屑和散热的作用;砂纸、砂布、砂带称为涂覆磨具。
角、容屑和散热的作用;砂纸、砂布、砂带称为涂覆磨具。
1.1.磨料:
担负切削工作磨料:
担负切削工作,在切削过程中受力破碎后能行程在切削过程中受力破碎后能行程尖锐的棱角。
常用磨料性能见尖锐的棱角。
常用磨料性能见表表1.3。
表表1.3磨料性能及应用范围磨料性能及应用范围类别类别磨料名称磨料名称代号代号磨料性能磨料性能应用范围应用范围刚刚玉玉类类棕刚玉棕刚玉A含含9192的的Al2O3,棕色,棕色,硬度高,韧性好,价廉硬度高,韧性好,价廉加工硬度较低的加工硬度较低的塑塑性材料性材料,如低、中,如低、中碳钢和普通合金钢碳钢和普通合金钢白刚玉白刚玉WA含含9799的的Al2O3,白白色,比色,比A硬度高,韧性低,硬度高,韧性低,自锐性好,磨削时发热少自锐性好,磨削时发热少加工硬度较高的加工硬度较高的塑塑性材料性材料,如高碳钢、,如高碳钢、高速钢和淬硬钢等。
高速钢和淬硬钢等。
碳碳化化硅硅类类黑色碳化硅黑色碳化硅C含含95SiC,硬度比硬度比WA高,高,性脆而锋利,导热性和导热性脆而锋利,导热性和导热性良好性良好加工硬度较低的加工硬度较低的脆脆性材料性材料,如铸铁、,如铸铁、青铜等。
青铜等。
绿色碳化硅绿色碳化硅GC含含97SiC,绿色,硬度和绿色,硬度和脆性比脆性比C高,导热导电性能高,导热导电性能良好良好加工硬度较高的加工硬度较高的脆脆性材料性材料,如硬质合,如硬质合金、宝石、陶瓷等金、宝石、陶瓷等2.2.粒度:
磨料颗粒的大小粒度:
磨料颗粒的大小。
GB2477-83规定了磨规定了磨粒和微粉两种粒度号。
粒和微粉两种粒度号。
(1)磨粒:
筛选法分类,粒度号以磨粒:
筛选法分类,粒度号以1英寸长度英寸长度上筛孔数表示。
颗粒号越大,磨粒的颗粒越小。
粒上筛孔数表示。
颗粒号越大,磨粒的颗粒越小。
粒度号有:
度号有:
4、536、40、46240、280等,共等,共27个号。
一般粗磨选角粗的磨粒,如个号。
一般粗磨选角粗的磨粒,如3646;精磨选较细的磨粒,如;精磨选较细的磨粒,如60120。
(2)微粉:
用水力按不同沉降速度进行分级,微粉:
用水力按不同沉降速度进行分级,粒度号用该级颗粒的实际最大尺寸来表示。
粒度号粒度号用该级颗粒的实际最大尺寸来表示。
粒度号有:
有:
W63、W50、W40W1.5、W1.0、W0.5等,共等,共14个等级。
多用于研磨等精密加工和个等级。
多用于研磨等精密加工和超精密加工。
超精密加工。
3.3.结合剂:
粘结磨料的材料结合剂:
粘结磨料的材料。
GB2484-84中常用结合剂:
中常用结合剂:
(1)陶瓷结合剂(陶瓷结合剂(V):
):
性能稳定,不怕油、酸、碱的性能稳定,不怕油、酸、碱的腐蚀,适应各种冷却液,气孔率大,磨削效率高;脆性大,腐蚀,适应各种冷却液,气孔率大,磨削效率高;脆性大,弹性差,不能承受侧向力。
适用于弹性差,不能承受侧向力。
适用于v50m/s的高速的高速磨削砂轮。
磨削砂轮。
(3)橡胶结合剂(橡胶结合剂(R):
):
强度和弹性比树脂结合剂更高;强度和弹性比树脂结合剂更高;气孔率小,易堵塞,耐热性差,具有较好的抛光作用。
适气孔率小,易堵塞,耐热性差,具有较好的抛光作用。
适用于无心磨削导轮、抛光砂轮等。
用于无心磨削导轮、抛光砂轮等。
(4)金属结合剂(金属结合剂(M):
):
用青铜作结合剂,韧性和成形用青铜作结合剂,韧性和成形性好,强度大,自锐性差。
适用于金刚石砂轮和磨具。
性好,强度大,自锐性差。
适用于金刚石砂轮和磨具。
4.硬度:
磨具工作时在外力作用下磨料颗粒脱落的硬度:
磨具工作时在外力作用下磨料颗粒脱落的难易程度。
难易程度。
磨粒容易脱落,砂轮硬度软,反之则磨粒容易脱落,砂轮硬度软,反之则硬。
硬。
GB2484-84规定了规定了16个级别。
个级别。
D,E,F(超超软);软);G,H,J(软);软);K,L(中软);中软);M,N(中);中);P,Q,R(中硬);中硬);S,T(硬);硬);Y(超硬)。
普通磨削常用超硬)。
普通磨削常用GN级硬度的砂轮。
级硬度的砂轮。
硬度选取:
软材料,硬砂轮;硬度选取:
软材料,硬砂轮;硬材料,软砂轮;硬材料,软砂轮;成型磨削和精磨,硬砂轮;成型磨削和精磨,硬砂轮;薄壁、薄片、细长零件磨削,软砂轮,薄壁、薄片、细长零件磨削,软砂轮,断续表面磨削,硬砂轮。
断续表面磨削,硬砂轮。
5.组织:
表示磨具中磨粒、结合剂和气孔三者之间体积的组织:
表示磨具中磨粒、结合剂和气孔三者之间体积的比例关系。
比例关系。
组织号以磨粒所占磨具体积的百分比来确定,组织号以磨粒所占磨具体积的百分比来确定,磨粒占百分比越大,组织越致密,反之疏松。
磨粒占百分比越大,组织越致密,反之疏松。
GB2484-84规定了规定了15个组织号:
个组织号:
0、1、214,0号最致密,号最致密,14号最疏松。
号最疏松。
组织选取:
普通磨削钢和铸铁,中等组织砂轮;成型组织选取:
普通磨削钢和铸铁,中等组织砂轮;成型磨削、精密磨削,组织紧密砂轮;韧性大硬度不高的材料,磨削、精密磨削,组织紧密砂轮;韧性大硬度不高的材料,组织疏松砂轮;硬质合金、热敏性材料(如磁钢)、有色组织疏松砂轮;硬质合金、热敏性材料(如磁钢)、有色金属,组织更疏松的大气孔砂轮。
金属,组织更疏松的大气孔砂轮。
(6)形状和尺寸()形状和尺寸(图图1.23)7.标记标记磨具标记的书写顺序为:
形状、尺寸、磨料、粒度、硬度、组磨具标记的书写顺序为:
形状、尺寸、磨料、粒度、硬度、组织、结合剂和最高工作线速度(此项为砂轮所独有)。
织、结合剂和最高工作线速度(此项为砂轮所独有)。
砂轮标记:
砂轮标记:
P400150203A60L5B35P形状代号,平行砂轮形状代号,平行砂轮400外径尺寸外径尺寸150厚度厚度203内径尺寸内径尺寸A磨料代号,棕刚玉磨料代号,棕刚玉60粒度号粒度号L硬度,中软硬度,中软5组织号,中等组织号,中等B结合剂代号,树脂结合剂结合剂代号,树脂结合剂35最高工作线速度最高工作线速度(m/s)油石标记:
油石标记:
SF1080GCW40M8VSF形状代号形状代号1080正方边长和长度尺寸正方边长和长度尺寸GC磨料代号磨料代号W40粒度号粒度号M硬度硬度8组织号组织号V结合剂代号结合剂代号砂带标记:
砂带标记:
DWBN802500WAP60DWBN形状代号,耐水无接头环形布砂带形状代号,耐水无接头环形布砂带802500宽度和周长尺寸宽度和周长尺寸WA磨料代号磨料代号P60涂覆砂带粒度号涂覆砂带粒度号二、磨削过程二、磨削过程1.磨削过程的实质磨削过程的实质负前角切削负前角切削是磨削加工的一大特点。
是磨削加工的一大特点。
2.磨削过程的特点磨削过程的特点
(1)背向磨削力)背向磨削力Fp大:
大:
背向磨削力背向磨削力Fp很大,很大,这是因为砂轮的宽度较大,这是因为砂轮的宽度较大,磨粒又是以很大的负前角切削的缘故。
磨粒又是以很大的负前角切削的缘故。
在刀具切削加工中,一般切削力在刀具切削加工中,一般切削力FFcc最大,而磨削时是背向磨削力最大,而磨削时是背向磨削力FFpp最大,这是磨削加工的一个显著特点。
最大,这是磨削加工的一个显著特点。
影响:
影响:
Fp作用于砂轮切入方向,作用于砂轮切入方向,砂轮以很大的力推压工件,砂轮以很大的力推压工件,加速砂轮钝化,使砂轮轴和工件均产生弯曲变形,工件易出现圆柱加速砂轮钝化,使砂轮轴和工件均产生弯曲变形,工件易出现圆柱度误差,直接影响工件的形状精度和表面质量。
度误差,直接影响工件的形状精度和表面质量。
解决方法解决方法:
精磨精磨:
增加增加光磨光磨次数,或采用辅助支承,以消除或减少次数,或采用辅助支承,以消除或减少因因Fp所引起的形状误差。
所引起的形状误差。
光磨:
工件磨到接近最后尺寸(余量一般为光磨:
工件磨到接近最后尺寸(余量一般为0.0050.01mm)时不时不再吃刀的磨削。
光磨可提高工件的形状精度,降低表面粗糙度。
磨再吃刀的磨削。
光磨可提高工件的形状精度,降低表面粗糙度。
磨削质量随着光磨次数的增多而提高。
削质量随着光磨次数的增多而提高。
(22)磨削温度高磨削温度高:
产生的切削热比刀具切削多,而且散产生的切削热比刀具切削多,而且散热条件与切削加工不同。
磨削属于高速切削,切屑和工件热条件与切削加工不同。
磨削属于高速切削,切屑和工件分离时间短,砂轮导热性又很差,切削热不能较多的通过分离时间短,砂轮导热性又很差,切削热不能较多的通过砂轮和切屑传出,一般有砂轮和切屑传出,一般有80切削热传入工件(刀具切切削热传入工件(刀具切削低于削低于20),而且瞬时聚集在工件表层,形成很大的),而且瞬时聚集在工件表层,形成很大的温度梯度。
工件表层温度可高达温度梯度。
工件表层温度可高达1000以上,而表层以上,而表层1mm以下接近室温。
当局部温度很高时,表面易产生热以下接近室温。
当局部温度很高时,表面易产生热变形,甚至烧伤。
因此,磨削时需施加大量切削液,以降变形,甚至烧伤。
因此,磨削时需施加大量切削液,以降低磨削温度。
低磨削温度。
(33)表面变形强化和残余应力严重表面变形强化和残余应力严重:
与刀具切削加工与刀具切削加工相比,虽然磨削的表面变形强化和残余应力层要浅很多,相比,虽然磨削的表面变形强化和残余应力层要浅很多,但程度更为严重。
影响零件的加工工艺、加工精度和使用但程度更为严重。
影响零件的加工工艺、加工精度和使用性能。
性能。
解决方法解决方法:
及时用金刚石工具修整砂轮,施加足够及时用金刚石工具修整砂轮,施加足够切削液,增加光磨次数。
切削液,增加光磨次数。
第四节第四节普通刀具切削加工方法综述普通刀具切削加工方法综述一、车削加工一、车削加工
(1)定义:
工件旋转做主运动,车刀做进给运动的切削加工方)定义:
工件旋转做主运动,车刀做进给运动的切削加工方法称为车削加工。
法称为车削加工。
(2)主要用来加工各种回转表面:
外圆(含外回转槽)、内圆主要用来加工各种回转表面:
外圆(含外回转槽)、内圆(含内回转槽)、平面(含台肩端面)、锥面、螺纹和滚花面等。
(含内回转槽)、平面(含台肩端面)、锥面、螺纹和滚花面等。
(3)可进行车削加工的机床:
卧式车床、立式车床、转塔车床、)可进行车削加工的机床:
卧式车床、立式车床、转塔车床、仿形车床、自动机床、数控机床、各种专用车床。
仿形车床、自动机床、数控机床、各种专用车床。
车削种类车削种类尺寸公差等级尺寸公差等级表面粗糙度表面粗糙度Ra粗车粗车IT12IT112512.5m半精车半精车IT10IT96.33.2m精车精车IT8IT7(外圆可达外圆可达IT6)1.60.8m(精车有色金属可达精车有色金属可达0.80.4m)1.车外圆车外圆左偏刀左偏刀主要用于需要从左向右进给车削右边有直角轴主要用于需要从左向右进给车削右边有直角轴肩的外圆以及右偏刀无法车削的外圆。
肩的外圆以及右偏刀无法车削的外圆。
2.车孔车孔3.车端面车端面4.车锥面车锥面种类种类规格规格说明说明应用应用莫氏莫氏圆锥圆锥0,1,26等等7个号个号0号尺寸最小(大端直径号尺寸最小(大端直径9.045mm),),6号最大(大端直号最大(大端直径径63.348mm)其中锥角其中锥角/2/2在在130130左右左右车床主轴锥孔及车床主轴锥孔及顶尖、钻头、铰顶尖、钻头、铰刀的锥柄等刀的锥柄等米制米制圆锥圆锥4,6,80,100,120,140,160,200
 升级会员
升级会员 