三维扫描试验.docx
《三维扫描试验.docx》由会员分享,可在线阅读,更多相关《三维扫描试验.docx(18页珍藏版)》请在冰豆网上搜索。
三维扫描试验
三维激光扫描仪操作指导书
工程训练中心
工程综合训练部
2005-7-14
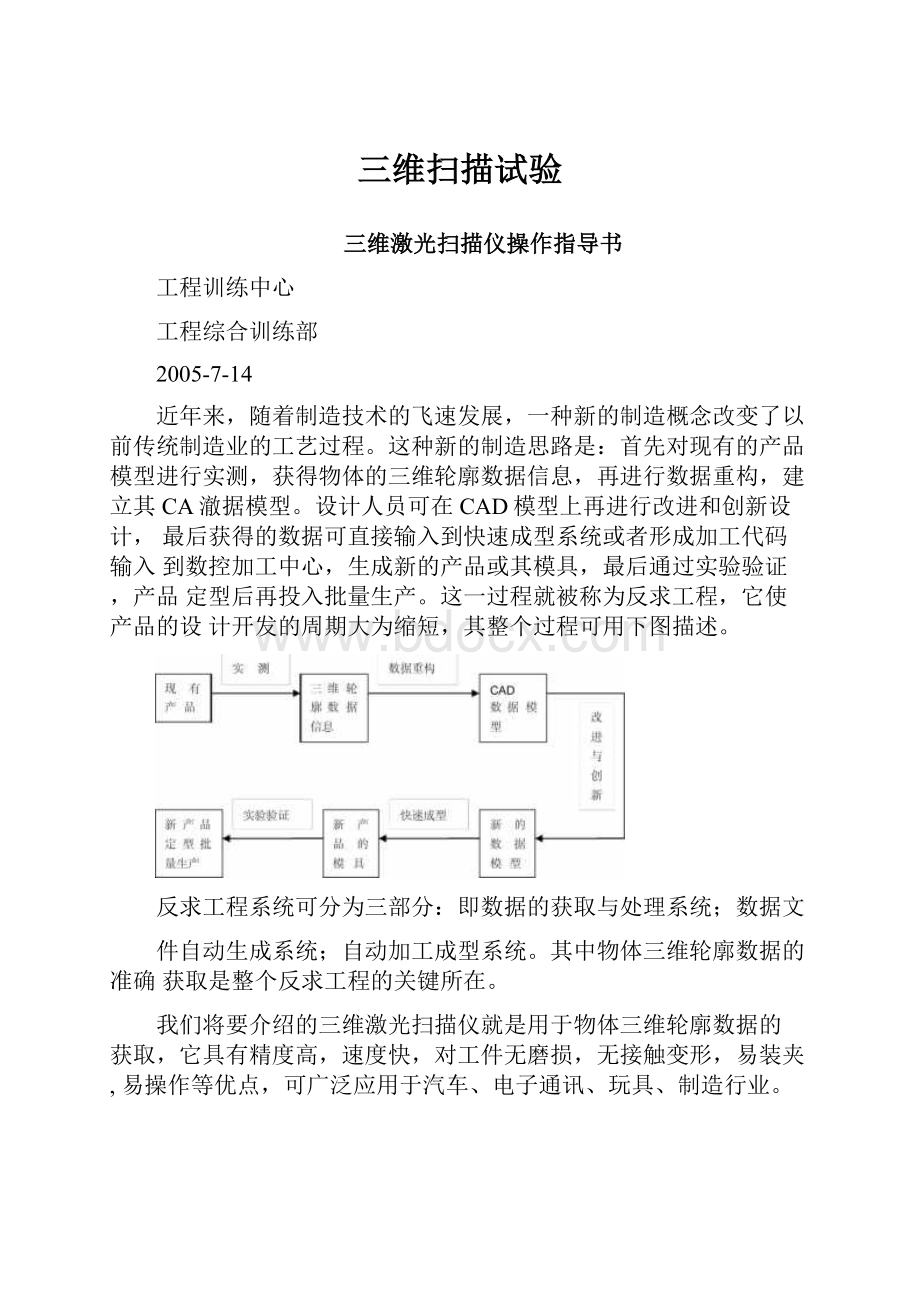
近年来,随着制造技术的飞速发展,一种新的制造概念改变了以前传统制造业的工艺过程。
这种新的制造思路是:
首先对现有的产品模型进行实测,获得物体的三维轮廓数据信息,再进行数据重构,建立其CA澈据模型。
设计人员可在CAD模型上再进行改进和创新设计,最后获得的数据可直接输入到快速成型系统或者形成加工代码输入到数控加工中心,生成新的产品或其模具,最后通过实验验证,产品定型后再投入批量生产。
这一过程就被称为反求工程,它使产品的设计开发的周期大为缩短,其整个过程可用下图描述。
反求工程系统可分为三部分:
即数据的获取与处理系统;数据文
件自动生成系统;自动加工成型系统。
其中物体三维轮廓数据的准确获取是整个反求工程的关键所在。
我们将要介绍的三维激光扫描仪就是用于物体三维轮廓数据的获取,它具有精度高,速度快,对工件无磨损,无接触变形,易装夹,易操作等优点,可广泛应用于汽车、电子通讯、玩具、制造行业。
第一章系统简介
一.系统组成
本系统由机台、控制箱及计算机三部分组成。
其中计算机部分
包含扫描软件ReScan运动控制卡和多媒体视频卡(影像卡)。
机台结构图如下:
1-----Z轴2-----Y轴横梁3-----测头杆4-----立柱
5-----测头6-----转台7-----平台8-----底座
1.严禁擅自拆开控制箱,防止触电或损坏设备。
2.严禁擅自拆开测头,防止元件损坏。
3.严禁带电(不关机状态)插拔运动控制卡、影像卡
4.严禁带电插拔插头。
5.严禁将异物置于丝杠或导轨上。
3.使用注意事项
1先开控制箱电源,再启动扫描软件,点击归零按钮进行设备归零。
2.将工作台上的杂物清理干净,防止测头发生碰撞。
3.请勿将过重的物体摆放于转台上,以致损坏转台。
4.禁止在转台上对工件喷涂反差剂。
5.扫描工件应在暗室中进行,没有暗室时应严格避光。
6.注意测头的运动方向,防止移动过程中测头撞上工件。
7.扫描工件时,请勿触动工件,否则影响扫描结果。
8扫描工件时,被扫描面不能过于倾斜,否则测量不准。
9.扫描结束后,注意关闭激光。
10.关机时,请先关扫描软件,再关控制箱。
第二章软件使用
扫描软件ReScan主界面
该软件由控制菜单和画面显示区域两部分组成。
显示区域Live
Image可显示动态影像及静态影像,CurveImage用于显示标定过
程中的垂直激光和水平激光,控制菜单由TableControl、Cameraand
LaserControl、SystemParametersCalibration、Engineer五个菜单及扫描控制区组成,以下进行分别介绍。
一.扫描控制区
1.ScanningMode:
选择系统扫描方式,扫描方式分为平面式扫描
(PlanarScar)及旋转式扫描(RotationScan两种。
—ScaniiiiigMod^
(?
PlanarSew「on
2.Scanningregion:
确定扫描边界
用于定扫描的左右边界
用于定扫描的下边界
YSeanRegion中的YStep为扫描的步距,一般为0.5毫米,最
小可定为0.1毫米。
ZSeanRegion中的BandNo.确定一次扫描中Z轴运动的次数,Z
Step确定Z轴一次运动的距离,默认值为50毫米,最大值为50毫米。
TSeanRegion中的TStartPt为旋转扫描时转盘的起点角度,TEnd
Pt.为终点角度,TStep为每次旋转的角度。
3.
SeanningContro:
扫描控制
EnterInternalSystem:
进入内部菜单
单击EnterInternalSystem按钮后,出现以下对话框:
单击凱按钮,出现另一对话框要求输入密码,
Password
输入密码后,菜单栏将多出Calibration、Engineer两个菜单。
扫描时,首先确定扫描边界,然后单击StartMeasuring按钮,进
入MeasuringControl界面,界面如下:
Numberofseanningplanes:
确定平面扫描时的扫描次数,一般
选择单次扫描,即扫描一面以后,让转盘旋转一定的角度,再定下边界进行扫描。
当选择多次,如输入4次,在Index中会出现四栏,你必须在Degree中输入转台每次旋转的角度,如0、90、180、270,
软件便会以相同的左右边界完成4次不同角度的扫描动作。
Filename:
扫描文件的名字,可根据需要进行改动。
Samplingvalue:
理论上采样的最小点距。
Samplingspace:
采样间隔,默认值为1,即采集所有的像素点。
SaveasASCformat:
选择文件保存格式为ASC格式,此处必须选择
onewaysean:
选择用左镜头或右镜头进行扫描。
Index:
扫描次数。
Degree:
扫描时转台的角度。
当转台旋转一定的角度进行扫描时,必须单击此按钮确认开始扫描。
取消扫描动作。
TableControl菜单
该菜单用于控制工作台的运动,工作台由四轴(X轴、Y轴、Z轴、T轴)组成
V控制工作台向负方向运动
»控制工作台向正方向运动
Y坐标处
Y控制测头运动到已确定的左边界口控制测头运动到已确定的右边界—控制测头运动到已确定的下边界一控制测头运动到已确定的转台中心的S将转台的当前角度置为0度
Tableinitialize:
工作台归零
Tablestop工作台停止运动
1'Grap.
Armingatpoints:
打开/关闭标靶
pointisover:
保存二维投影采集点的数据
sampling:
采集二维投影点的数据
CameraandLaserControl菜单
—2一Laserpoweron:
打开垂直激光
Laserpoweroff:
关闭垂直激光
Showcalibrationgrid:
显示/关闭网格
Showcurve:
显示光刀线
LeftCamera:
选择显示左镜头的图像
RightCamera:
选择显示右镜头的图像
CenterCamera选择显示投影镜头的图像
Brightness:
CCD的亮度
Contrast:
CCD的对比度
Laser:
激光功率
4.SystemParameters菜单
该菜单中保存了扫描软件的安装路径及扫描文件的存盘路径
LCF.txt:
保存各种参数文件
CaliFile.txt:
网格文件
Object.asc:
扫描输出文件
Object.raw:
扫描原始文件
5.Calibration菜单
SettingsofX-AxisNumofGrid:
设置X轴的网格数,一般为10格。
SettingsofZ-AxisNumofGrid:
设置Z轴的网格数,规定值为5格。
Step:
网格的间距,规定值为10毫米。
Delay:
延时时间
L/Rcamera:
选择基准镜头
RotationAxisX:
转盘中心的X轴坐标
RotationAxisY:
转盘中心的Y轴坐标
LaserPowe:
水平激光的功率
Calibrationusing2wayssettingCamera选择标定网格的方式。
选择该选项时,左右镜头的网格分别进行标定;不选,则左右镜头同时标定,一般采用此种方式。
QCalibrationlaserpoweron:
打开水平激光
I°Calibrationlaserpoweroff:
关闭水平激光
6.Engineer菜单
ResetYaxis:
Y轴归零
ResetZaxis:
Z轴归零
0
Movestop:
停止单轴归零
Startthedemonstration开始演示
Stopthedemonstration停止演示
WriteLCFfile:
保存LCF文件
Ini.Speed:
工作台的运动加速度
Fin.Speed:
工作台的运动速度
MotorPar.:
电机每转对应的脉冲数
Div.Ratio:
驱动器的细分数
GearRatio:
传动比
Distanee:
螺距
X、Y、ZRange:
X、Y、Z方向的行程范围
Left、Rightgray:
左、右镜头的灰度阈值
以上参数在使用时不要擅自改动。
第三章操作实例
首先打开控制箱电源,然后启动扫描软件ReScan单击工作台归零按钮TableInitialize,工作台归零后,才可进行下述操作。
.平面扫描
步骤如下:
1在转台上按适当角度摆放好工件。
2.将测头移动到工件处,打开镜头、网格和激光。
3.调节激光至最佳状态(所谓最佳状态是指:
在X轴上调整测头,使工件的影像始终处于网格的中间区域),确定扫描的左右边界及下边界。
4.将扫描文件命名后,开始扫描。
5.测头一次扫描的高度为50毫米,若工件高度超过50毫米,Z轴
须上升50毫米,然后重复步骤2至5,直至将工件的一面扫完。
6.移开测头,防止旋转转台时,工件碰到测头,将转台旋转90度,
单击口
此时切勿将转台角度清零。
7.移动测头,使激光处于最佳位置,确定左右边界及下边界,
按钮,进入扫描控制界面。
此时,在Degree栏中会显示90度。
单击*按钮,确认旋转角度,然后开始扫描。
扫描出的点云就
会以90度转角与上次扫描的点云拼接在一起
8重复步骤5、6。
9.依次类推,将工件的四面扫描完毕。
(注:
如果工件为回转体,也
可以将旋转角度调整为120度,这样需扫描三次)
二.旋转扫描
旋转扫描适用于圆柱类,左右对称的物体。
旋转扫描时,测头不移动,而是转盘进行旋转。
旋转扫描的另一个作用是可以修正转盘中心的X坐标。
以扫描圆棒为例,圆棒半径为R。
1启动软件,归零。
2.测定转盘中心坐标。
3.将均匀喷涂反差剂的圆棒固定于转盘中心。
4.移动测头至圆棒处,让激光正好照在圆棒的中间,并调节激光至最佳状态。
5.在SeanningMode中选择RotationScar。
6.单击酉将转盘的角度清零。
7.在TSeanRegion中的TStartPt.中输入转盘的起点角度0度,在TEndPt.中输入终点角度360度,在TStep中输入每次旋转的角度。
8确定扫描的下边界。
9.开始扫描。
10.利用旋转扫描圆棒来修正转盘中心的X轴坐标:
打开扫描文件,将圆柱点云拟合成圆柱面,得到圆柱的半径R1。
假如R1大于R,就用转盘中心的X坐标加上R1与R的差值,并保存于RotationAxisX中;如果R1小于R,就用转盘中心的X坐标减去R1与R的差值,并保存于RotationAxisX中。
 升级会员
升级会员 