热处理工艺过程卡.doc
《热处理工艺过程卡.doc》由会员分享,可在线阅读,更多相关《热处理工艺过程卡.doc(2页珍藏版)》请在冰豆网上搜索。
热处理工艺过程卡编号:
JW/JL.SZ-004
(焊后处理)卡号:
RCL1010
生产部门
生产制造部
生产令号
W1348-10-28/29
产品名称
环形集箱
材料牌号
20G
生产图号
W1348-10-28/29
14/1、1401714/2、14018
130J44-1-0(2件)
130J44-2-0(2件)
130J44-3-0(2件)
130J44-4-0(2件)
热处理方式
整体□局部□
规格
273×30/36
数量
8件
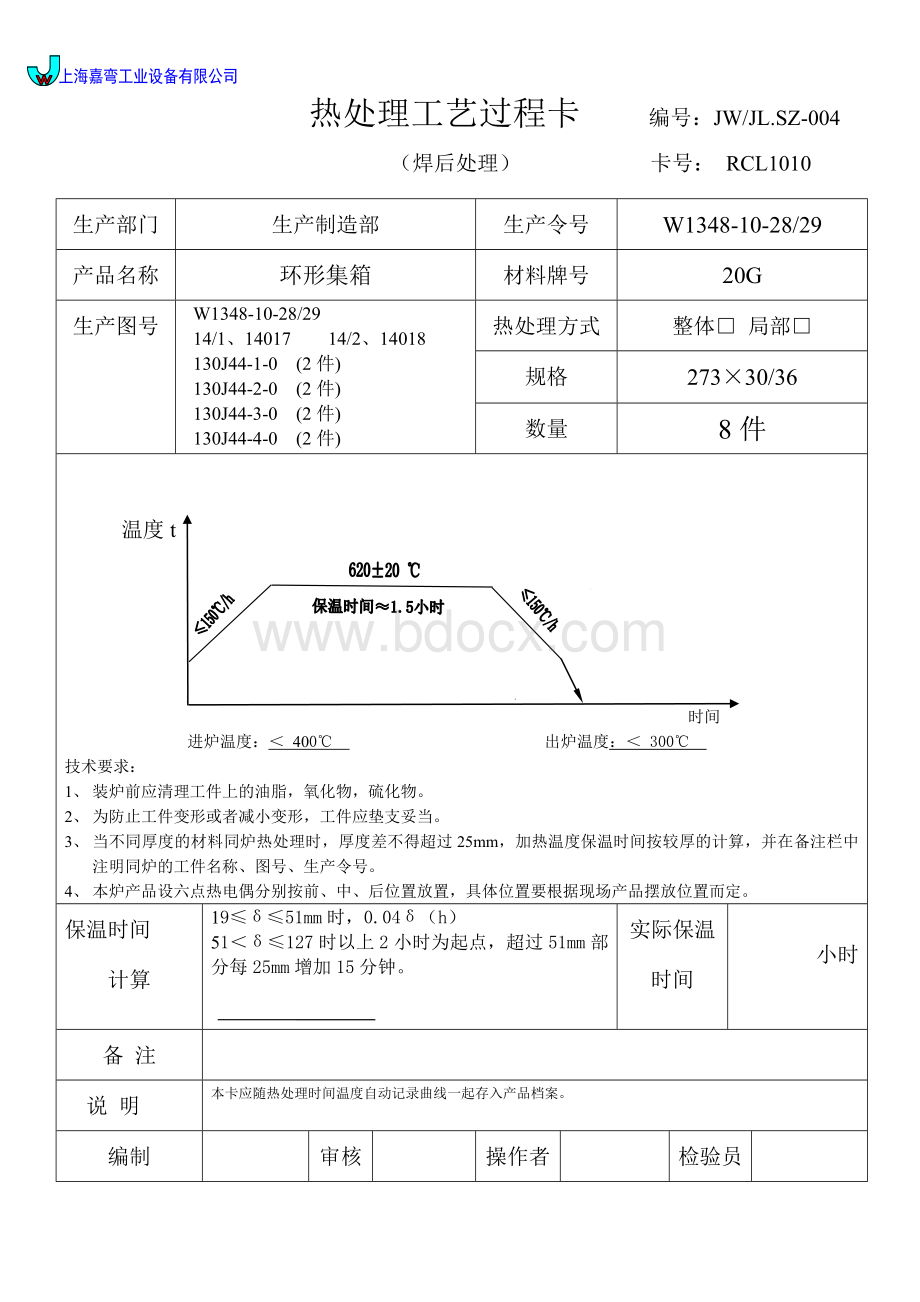
温度t
时间
进炉温度:
<400℃出炉温度:
<300℃
技术要求:
1、装炉前应清理工件上的油脂,氧化物,硫化物。
2、为防止工件变形或者减小变形,工件应垫支妥当。
3、当不同厚度的材料同炉热处理时,厚度差不得超过25mm,加热温度保温时间按较厚的计算,并在备注栏中注明同炉的工件名称、图号、生产令号。
4、本炉产品设六点热电偶分别按前、中、后位置放置,具体位置要根据现场产品摆放位置而定。
保温时间
计算
19≤δ≤51mm时,0.04δ(h)
51<δ≤127时以上2小时为起点,超过51mm部分每25mm增加15分钟。
实际保温时间
小时
备注
说明
本卡应随热处理时间温度自动记录曲线一起存入产品档案。
编制
审核
操作者
检验员
 升级会员
升级会员 