作业指导书(样本).ppt
《作业指导书(样本).ppt》由会员分享,可在线阅读,更多相关《作业指导书(样本).ppt(20页珍藏版)》请在冰豆网上搜索。
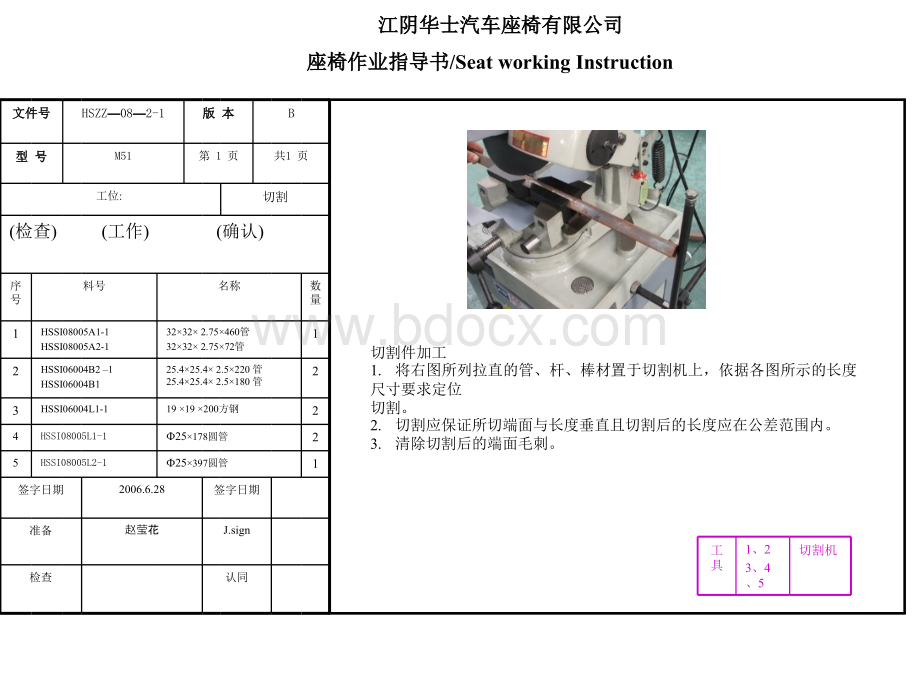
文件号文件号HSZZ082-1版版本本B型型号号M51第1页共1页工位:
切割(检查)(工作)(确认)序号料号名称数量1HSSI08005A1-1HSSI08005A2-132322.75460管32322.7572管12HSSI06004B21HSSI06004B125.425.42.5220管25.425.42.5180管23HSSI06004L1-11919200方钢24HSSI08005L1-125178圆管25HSSI08005L2-125397圆管1签字日期2006.6.28签字日期准备赵莹花J.sign检查认同工具1、23、4、5切割机江阴华士汽车座椅有限公司江阴华士汽车座椅有限公司座椅作业指导书座椅作业指导书/SeatworkingInstruction切割件加工1.将右图所列拉直的管、杆、棒材置于切割机上,依据各图所示的长度尺寸要求定位切割。
2.切割应保证所切端面与长度垂直且切割后的长度应在公差范围内。
3.清除切割后的端面毛刺。
文件文件号号HSZZ082-2版版本本B型型号号M51第1页共1页工位:
钻孔(检查)(工作)(确认)序号料号名称数量1HSSI08005A1-2HSSI08005A2-232322.75460管32322.7572管12HSSI06005B2-225.425.4220管23HSSI06005L1-21919200方钢2签字日期2006.6.28签字日期准备赵莹花J.sign检查认同钻孔钻孔1所所钻钻工工件件置置于于工工装装夹夹具具中中(如如图图),装装直直径径小小于于所所钻钻孔孔径径0.2mm的的钻钻头头于于铅铅床床夹夹头头中中(以以保证所钻孔在直径公差范围内)。
保证所钻孔在直径公差范围内)。
2钻钻孔孔应应符符合合图图纸纸的的尺尺寸寸要要求求,用用大大于于钻钻孔孔直径直径2mm钻头扩去孔边毛刺。
钻头扩去孔边毛刺。
工具123钻床江阴华士汽车座椅有限公司江阴华士汽车座椅有限公司座椅作业指导书座椅作业指导书/SeatworkingInstruction文件号文件号HSZZ082-3版版本本B型型号号M51第1页共2页工位:
电焊、气体焊(检查)(工作)(确认)序号加工另部件料号焊接形式名称数量1HSSI06001ACO2CO2气气体体保保护护焊焊头枕骨架12HSSI06004B扶手左支架13HSSI06004C扶手右支架14HSSI06004L扶手支撑25HSSI08005A1底座金属支架A116HSSI08005A2底座金属支架A217HSSI09005底座金属支架18HSSI09005L工字架1签字日期2006.6.28签字日期准备赵莹花J.sign检查审批江阴华士汽车座椅有限公司江阴华士汽车座椅有限公司座椅作业指导书座椅作业指导书/SeatworkingInstruction一一、焊接准备焊接准备检检验验焊焊件件表表面面,擦擦净净焊焊接接部部位位的的油油泥泥污污垢垢和和锈锈蚀蚀物物后后将将所所焊焊物物品品转转达达固固定定于于焊焊接接夹夹具具上上,接通零线。
接通零线。
二、焊接二、焊接11、CO2CO2气体保护焊气体保护焊、检检查查CO2CO2气气钢钢瓶瓶及及压压力力表表和和流流量量表表,使使其其处处于于完完好好状状态态,然然后后打打开开钢钢瓶瓶阀阀,表表内内气气体体压压力应力应0.20.2MPaMPa;、检查支架上焊料卷筒,使其保持足够的、检查支架上焊料卷筒,使其保持足够的0.8mm0.8mm焊丝料。
焊丝料。
、装焊丝于焊接钳上,使其露出焊接长度装焊丝于焊接钳上,使其露出焊接长度;、设设定定焊焊机机电电压压1919VV,电电流流120120AA(根根据据试试焊焊结结果果使使电电压压在在18-2118-21VV之之间间、电电流流在在110-130110-130AA之之间调整确定)。
间调整确定)。
、打打开开电电源源试试焊焊,保保持持CO2CO2流流量量为为了了0-150-15L/min,L/min,当当焊焊接接表表面面处处显显出出熔熔粘粘状状态态,且且直直线线焊焊缝缝表面呈鱼鳞状,以此确定电压电流值,连续批量焊接。
表面呈鱼鳞状,以此确定电压电流值,连续批量焊接。
22、电焊、电焊、设定电焊机电流为、设定电焊机电流为110-130110-130AA,使用电源电压为使用电源电压为ACAC为为380380VV,焊条牌号焊条牌号J42J42,2.5mm2.5mm。
、从环境温度为从环境温度为3-283-28CC00中取出焊条,夹焊条于焊钳上;中取出焊条,夹焊条于焊钳上;、接接通通电电源源,操操作作者者戴戴护护具具,先先试试焊焊,当当焊焊接接表表面面处处显显出出熔熔粘粘状状态态,且且直直线线焊焊缝缝表表面面呈呈鱼鱼鳞状,以此确定电流值,连续批量焊接。
鳞状,以此确定电流值,连续批量焊接。
三、焊后处理三、焊后处理、完成焊接后关闭电源,待焊件冷却后检查焊件,用鎯头、锉刀清除表面焊渣、飞溅物;完成焊接后关闭电源,待焊件冷却后检查焊件,用鎯头、锉刀清除表面焊渣、飞溅物;、记记录录焊焊接接结结果果及及监监控控参参数数,每每批批焊焊件件抽抽二二件件做做拉拉力力试试验验,焊焊件件扶扶手手支支架架拉拉力力应应130kg,座垫金属支架压力座垫金属支架压力260kg。
文件文件号号HSZZ-08-2-3版版本本B型型号号M51第2页共2页工位:
焊接(检查)(工作)(确认)序号料号名称数量1HSSI06001A头枕骨架12HSSI06004B扶手左支架13HSSI06004C扶手右支架14HSSI06004L扶手支撑25HSSI08005A1底座金属支架A116HSSI08005A2底座金属支架A217HSSI09005底座金属支架18HSSI09005L工字架1签字日期2006.6.28签字日期准备赵莹花J.sign检查认同工具123456焊机江阴华士汽车座椅有限公司江阴华士汽车座椅有限公司座椅作业指导书座椅作业指导书/SeatworkingInstruction江阴华士汽车座椅有限公司江阴华士汽车座椅有限公司座椅作业指导书座椅作业指导书/SeatworkingInstruction文件号文件号HSZZ082-4版版本本B型型号号M41第2页共3页工位:
焊接测试(检查)(工作)(确认)序号料号名称数量1HSSI06004L扶手支撑22HSSI08005坐垫金属支架1签字日期2006.6.28签字日期准备赵莹花J.sign检查认同测试方法测试方法:
1.1.将测试的工件固定在测试机工作台上将测试的工件固定在测试机工作台上(见图)见图);2.2.接接通通电电源源,缓缓慢慢加加力力至至200200KGKG,所所压压工工件件无无变变形形,无无开开裂裂,无无折折断断,即即为为合合格格,记记录批次测试结果。
录批次测试结果。
江阴华士汽车座椅有限公司江阴华士汽车座椅有限公司座椅作业指导书座椅作业指导书/SeatworkingInstruction文件号文件号HSZZ082-4版版本本B型型号号M51第1页共3页工位:
焊接测试(检查)(工作)(确认)序号料号名称数量1HSSI06004BHSSI06004C扶手左支架扶手右支架11签字日期2006.6.28签字日期准备赵莹花J.sign检查认同测试方法测试方法:
1.1.将测试的工件用专用夹具固定工件两端(见图);将测试的工件用专用夹具固定工件两端(见图);2.2.接接通通电电源源,缓缓慢慢加加力力至至2230022300N,N,所所拉拉工工件件焊焊接接部部位位未未予予脱脱落落或或开开裂裂即即为为合合格格,记记录录批批次测试结果次测试结果.江阴华士汽车座椅有限公司江阴华士汽车座椅有限公司座椅作业指导书座椅作业指导书/SeatworkingInstruction文件号文件号HSZZ082-4版版本本B型型号号M51第3页共3页工位:
焊接测试(检查)(工作)(确认)序号料号名称数量1HSSI06001C头枕外套12HSSI08002C靠背外套13HSSI08003B坐垫外套1签字日期2006.6.28签字日期准备赵莹花J.sign检查认同一、一、1.1.实测坐垫两侧计缝长为实测坐垫两侧计缝长为100100cmcm2.2.设定坐垫压力为设定坐垫压力为150150kgkg3.150kg100cm=1.5kg/1cm3.150kg100cm=1.5kg/1cm二、测试方法:
二、测试方法:
1.1.用人造皮革缝用人造皮革缝2020cmcm长针缝长针缝2.2.将缝好式样工件用专用夹具固定在测试机上、下扣件上将缝好式样工件用专用夹具固定在测试机上、下扣件上3.3.接通电源,缓慢加力至接通电源,缓慢加力至3030kg,kg,无撕裂,无断线即为合格无撕裂,无断线即为合格4.4.缝纫线为缝纫线为2121支支-4-4股股5.5.拼缝为拼缝为33cm8cm8针针0.50.5针针6.6.压线为压线为33cm5cm5针针0.50.5针针7.7.记录批次测试结果记录批次测试结果.文件文件号号HSZZ-08-2-6版版本本B型型号号M41第1页共2页工位:
裁剪缝纫(检查)(工作)(确认)序号料号名称数量1HSSI06001C头枕12HSSI08002C靠背13HSSI08003B座垫1签字日期2006.6.28签字日期准备赵莹花J.sign检查认同.江阴华士汽车座椅有限公司江阴华士汽车座椅有限公司座椅作业指导书座椅作业指导书/SeatworkingInstruction仿皮面料,阻燃,无色差工具1、23手动剪刀文件号文件号HSZZ082-5版版本本B型型号号M51第1页共1页工位:
抛光棱角处理(检查)(工作)(确认)序号料号名称数量1HSSI06004BHSSI06004C扶手左支架扶手右支架22HSSI08005底座金属支架13HSSI06004L扶手支撑24HSSI09005L工字架1签字日期2006.6.28签字日期准备赵莹花J.sign检查认同工具1234磨光机江阴华士汽车座椅有限公司江阴华士汽车座椅有限公司座椅作业指导书座椅作业指导书/SeatworkingInstruction抛光作业:
抛光作业:
1、戴好安全手套。
、戴好安全手套。
2、拿拿到到工工件件先先检检查查要要抛抛光光和和有有棱棱角角的的部部位位再再进行作业。
进行作业。
3、作作业业完完成成后后检检查查工工件件应应无无损损伤伤、工工件件光光滑滑无毛刺。
无毛刺。
文件文件号号HSZZ-08-2-6版版本本B型型号号M51第2页共2页工位:
裁剪缝纫(检查)(工作)(确认)序号料号名称数量1HSSI06001C头枕12HSSI08002C靠背13HSSI08003B座垫1签字日期2006.6.28签字日期准备赵莹花J.sign检查认同.江阴华士汽车座椅有限公司江阴华士汽车座椅有限公司座椅作业指导书座椅作业指导书/SeatworkingInstruction仿皮面料,阻燃,无色差工具1、23手动剪刀裁剪缝纫:
裁剪缝纫:
1、操作者按生产计划通知单领取相应的面料,按各件样板划线裁剪。
、操作者按生产计划通知单领取相应的面料,按各件样板划线裁剪。
2、把裁剪好的各件面料送缝纫工按要求进行缝纫。
、把裁剪好的各件面料送缝纫工按要求进行缝纫。
3、缝纫工必须选用与面料色泽、规格相似的缝纫线。
、缝纫工必须选用与面料色泽、规格相似的缝纫线。
4、操作者在缝纫过程中应平稳、均匀地打送面料,保证缝合面平整。
、操作者在缝纫过程中应平稳、均匀地打送面料,保证缝合面平整。
5、首首件件完完工工后后做做首首检检,内内容容为为
(1)针针距距拼拼缝缝为为80.5针针/3cm、压压线线为为50.5针针/3cm.
(2)缝缝合合线线与与面面料边缘的距离为料边缘的距离为7-10mm(3)缝合面应平整不允许开脱、裂缝、跳针、划伤等现象。
缝合面应平整不允许开脱、裂缝、跳针、划伤等现象。
6、检验合格成品分类装入塑料框,做好标记。
、检验合格成品分类装入塑料框,做好标记。
文
 升级会员
升级会员 