非标设备涂装技术规范.docx
《非标设备涂装技术规范.docx》由会员分享,可在线阅读,更多相关《非标设备涂装技术规范.docx(10页珍藏版)》请在冰豆网上搜索。
非标设备涂装技术规范
非标设备涂装技术规范
非标生产制造设备涂装技术规范
1、目的
为规范重庆长安非标设备的涂装工艺要求及表面质量要求,特制订此技术要求。
2、范围
本规程适用于由碳素结构钢、低合金结构钢等金属材料或焊接而成的零、部件。
本规范适用喷漆和烤漆工艺。
3、涂装处理工艺流程与要求
3.1涂装处理工艺流程
原材料、零、部件--喷砂(抛丸)→局部原子灰修补→手工打磨、净化→底漆→干燥→手工砂磨、净化→面漆→干燥→检验(记录平均漆膜厚度)→合格转至下序
3.2涂装处理前的工艺要求
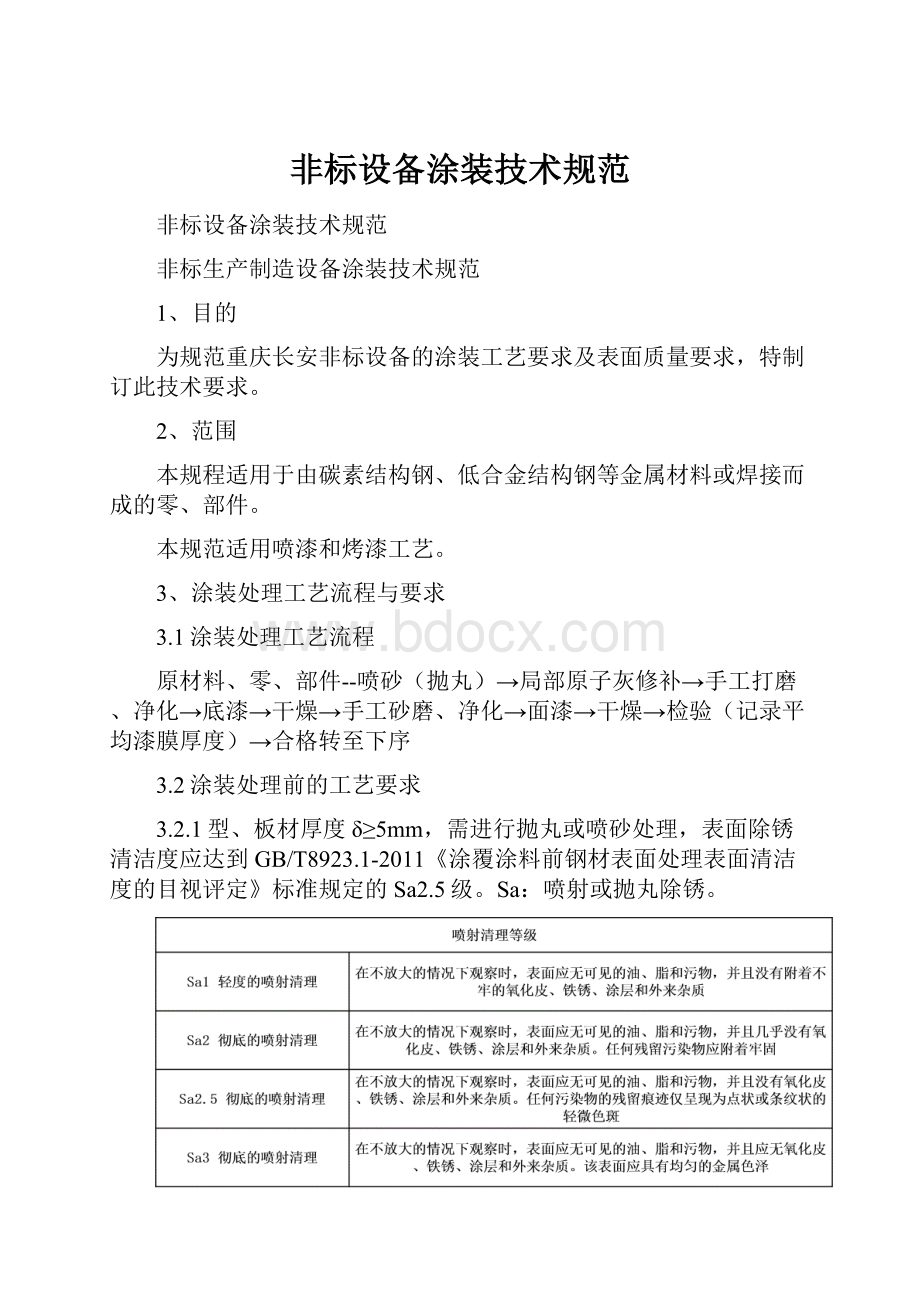
3.2.1型、板材厚度δ≥5mm,需进行抛丸或喷砂处理,表面除锈清洁度应达到GB/T8923.1-2011《涂覆涂料前钢材表面处理表面清洁度的目视评定》标准规定的Sa2.5级。
Sa:
喷射或抛丸除锈。
3.2.2型、板材厚度<5mm,须用手动工具和动力工具打磨除锈,并用高压气枪将表面灰尘清除干净,必要时用抹布擦拭干净。
除锈清洁度等级达到St3,St:
手动工具和动力工具除锈。
3.2.3表面喷砂、抛丸处理后8小时内必须进入涂装车间喷涂底漆(底漆必须与后期所喷面漆配套)。
3.2.4需涂装表面每次底漆、面漆喷漆前,须将表面突出、凹陷(深度≥2mm且直径(或长、宽)≥3mm)修补平整,修补处用细砂纸打磨,并用高压气枪将表面灰尘清除干净,必要时用抹布擦拭干净。
3.2.5局部需要手动工具和动力工具打磨除锈,应首先除去较厚的锈蚀层并清除油脂及污垢,再清除浮灰和碎片。
除锈清洁度等级达到St3。
4、涂装喷漆对周围环境要求
4.1涂装时空气相对湿度≤85%,工件表面温度≥露点3℃。
4.2环氧类涂料应在环境温度≥5℃施工,低于该温度应停止施工环氧类涂料,应尽量避免钢材表面温度≥40℃时施工。
4.3应当防止涂装工作时对周围环境的污染,特别要避免在大风气候条件下喷涂。
在室内喷涂时,风扇不得直吹喷涂区域;在室外喷涂时,当风速≥3.3m/s时(风力等级3级及以上),不宜喷涂作业。
(风速等级见下表)。
5.涂装工艺:
5.1工艺参数
5.2油漆使用要求:
5.2.1油漆(含底漆)开箱前将漆桶表面灰尘除净,开桶后若有油漆结皮须清除干净,使用前必须将油漆及其沉淀物搅拌均匀且所有油漆使用时须按规定比例配比,再搅拌均匀后(不得有固体颗粒),方可使用。
5.2.2配置的混合料按规定时限使用,配置量按操作人员数量、涂装工作量、失效时间等因素考虑,避免浪费。
6、补漆要求及流程
6.1补漆处理办法及要求
6.1.1由于动火返修造成的补漆:
补漆前,将切割烧焊的部位用刷铲清洁至St3级,并进行除锈、除渣去尘,不得未经处理切割烧焊面就直接进行补漆。
6.1.2由于设备安装时碰撞造成的补漆:
补漆前,应进行除尘,去污。
应使用原子灰将磕碰处进行修补、砂磨平整,不得未经净化直接进行修补、补漆作业。
6.1.3由于颜色喷错或油漆种类选错造成的返工喷漆:
将设备原面漆(色浅)表面净化,再重新喷涂正确油漆;若原设备面漆(色深),须将原面漆清洗干净或用浅色油漆打底,再使用正确油漆进行喷涂。
6.1.4由于面漆凹陷造成的补漆:
待面漆干燥后,磨去凹陷。
清洁整个范围,然后重新喷涂。
6.1.5由于流挂造成的补漆:
面漆彻底硬化后,使用600#砂纸打磨及棉纱团和抛光材料清除淌流及垂流。
必要时打磨后重新喷涂。
6.1.6由于透色造成的补漆:
打磨,用封闭底漆隔绝原漆,然后重新喷涂。
6.1.7由于桔皮造成的补漆:
用240#砂纸将表面打磨光滑,油漆重新按比例配成,并搅拌均匀,再重新喷漆。
6.1.8所有设备补面漆后,漆膜厚度应控制在80—100um之间,涂刷范围应尽量小,未经打磨清洁处,不得补漆,特别注意不要因超厚而引起漆膜龟裂。
6.2补漆流程
工件补漆处打磨干净,净化→补漆处周围的面漆做保护→(底漆--按工艺要求自然干燥→手工砂磨、净化)→面漆→按工艺要求自然干燥→检验→合格转至下序
注:
括号内容仅用于“6.1.1”条款
7、喷漆操作技巧
7.1概述
7.1.1扳动枪机之前,枪应处于运动状态;
7.1.2保持喷枪与工件之间距离恒定,不得时远时近;
7.1.3喷枪在喷漆时应匀速运动,速度在30—50cm/s之间;
7.1.4在喷涂相同的工件时,第一个喷涂行程的起点应相同,喷涂行程次数应保持一致;
7.1.5工件表面应全部为湿润的漆膜所覆盖;
7.1.6相邻喷涂行程的重叠量应一致;
7.2.喷枪距离
7.2.1喷枪与工件的距离大约为:
15~30cm;
7.2.2要获得较湿、色深、较厚的涂层时,喷枪可以离得近些,但应防止产生流挂;要获得较干、色浅、较薄的涂层时,喷枪可离的远些;
7.3.喷涂行程
7.3.1喷枪移动轨迹与工件表面保持垂直;
7.3.2喷枪枪体与工件表面保持垂直,否则会造成涂料浪费;
7.3.3不要让喷枪弧形运动,应移动操作者的前臂和臂膀,不能只用手腕运动;
7.3.4相邻喷涂应有搭接量:
普通无气喷涂,搭接量为50%;对于无气喷涂搭接量应为25%;
7.3.5当涂层厚度的均匀性要求较高时,应采用交叉喷涂法,先竖直方向,再水平方向;
7.3.6喷涂时应注意风向,未喷涂表面应处于风的下方,以便飞漆和反弹漆带至未喷涂的表面;
7.4喷漆操作要求
7.4.1人员上岗前需要培训并考核合格,须持证上岗;
7.4.2人员做好安全防护,设备、工具的安全操作;烤房、喷枪、动力工具的使用符合其安全操作规范,具体参照设备、工具安全操作规程或OPL教材;
7.4.3喷涂过程中,清洗、更换喷嘴或不喷时应及时将喷枪扳机自锁挡片锁住。
在任何情况下枪口不准朝向自己或他人,以免误伤;
7.4.4采用尽可能低的喷涂压力,过高的喷涂压力不会改进图层,只会缩短设备的寿命及增加喷嘴的磨损,同时增加不安全因素;
7.4.5喷涂结束后,应及时清洗喷涂设备,保证此设备时刻处于能正常工作的状态;
7.4.6最后喷涂设备须放在指定位置;
8、涂装质量检验要求
对涂装漆膜检验时间:
自然干燥:
涂漆结束8小时后进行检测;
烤房烘干:
漆膜烘烤结束4小时后进行检测;
8.1.漆膜颜色:
漆膜颜色须用设计指定色标、色卡样板对比涂装后面漆颜色,要求无明显颜色差异;用有效色板与工件重叠1/4面积,在自然光下,与眼距300mm成120°观察。
8.2漆膜实干
用大拇指以≥12Kg力量垂直按压后,漆膜表面不存在指纹痕迹表示漆膜实干。
8.3漆膜硬度(新品牌、新品种油漆进行工艺确认时检查)
漆层硬度达到中华绘图铅笔硬度H以上;
检查方法:
手捏指定硬度铅笔,与被测部位成45°以3mm/s速度在同一位置用力推划5次,擦掉铅笔笔迹后,查看漆膜有无明显划痕,无明显划痕即为漆膜硬度为铅笔硬度,即漆膜硬度合格。
8.4.漆膜厚度
a、漆膜总厚度为一遍底漆加二遍面漆实干后的总漆膜厚度,在以面漆交付时,应达到的漆膜总厚度要求。
b、漆膜厚度要求见下表:
漆料分类
涂装工艺
底漆漆膜厚度(um)
漆膜总厚度(um)
普通漆
一底两面
≥40
≥120
烤漆
一底两面
≥40
≥120
8.4.1底漆漆膜厚度检测标准为:
检测部位:
以零件可见部位为检测区域;漆膜检测时,检测点的选择要注意分布均匀并具有代表性。
检测点数量:
零件长度≤1m,宽度≤0.5m,检测5点,
零件长度≥1m,每增加1m,检测增加3点;
零件宽度≥0.5m,每增加0.5m,检测增加2点;
底漆漆膜厚度检测判定合格标准:
所有检测点平均值≥40um;
8.4.2面漆后,漆膜总厚度检测标准为:
检测部位:
漆膜检测时,检测点的选择要注意分布均匀并具有代表性。
检测点数量:
零件长度≤1m,宽度≤0.5m,检测5点;
零件长度≥1m,每增加1m,检测增加3点;
零件宽度≥0.5m,每增加0.5m,检测增加2点,
漆膜总厚度检测判定合格标准为:
可见部位并触手可及部位90%检测点应达到规定膜厚120um以上,其余10%检测点应达到100um以上;
其余部位85%检测点应达到规定膜厚100um以上,其余15%检测点应达到80um以上。
8.5涂装缺陷及处理:
涂装后表面不允许出现以下缺陷,如果出现缺陷必须进行修补。
具体要求见“6.1补漆处理办法及要求”
l、透色:
原漆渗透出新喷漆面的颜色,面漆变色或透色。
m、缺漆:
涂层表面存在局部漏漆现象;
n、露底:
涂层表面能见到基体材料色泽的现象;
o、生锈:
涂层表面出现锈点、锈斑现象;
p、起皱:
漆膜表面呈现凹凸不平且不规则线状折皱的现象。
9、相关文件
9.1《涂覆涂料前钢材表面处理表面清洁度的目视评定》GB/T8923.1-2011
 升级会员
升级会员 