刀具角度.docx
《刀具角度.docx》由会员分享,可在线阅读,更多相关《刀具角度.docx(28页珍藏版)》请在冰豆网上搜索。
刀具角度
刀具角度
————————————————————————————————作者:
———————————————————————————————— 日期:
ﻩ
第一章 金属切削加工的基础知识 第二节金属切削刀具
1.2.1刀具切削部分的基本定
*刀具结构及其几何形状
刀具分类:
按工种:
车刀、铣刀、刨刀、滚刀等
按功能:
车刀、切断刀、螺纹刀、偏刀、尖刀、镗孔刀、成形刀等
刀具的形式:
整体式、焊接式、机械安装式(压板压紧)
切削部分
在金属切削加工中,刀具虽然种类繁多,形状各不相间,但它们切削部分的几何形状与要素总是以普通外圆车刀切削部分的几何形状为基本形态。
无论刀具结构如何复杂,都是由普通外圆车刀切削部分演变或组合而成的。
(1)前刀面(Aγ),直接作用于被切金属层,并控制切屑经过时流出方向的刃面,简称前面。
(2)主后刀面(Aα)同工件的加工表面相互作用和相对着的刀面,简称后面,
(3)副后刀面(Aα′)同工件已加工表面相互作用和相对着的刀面,简称副后面,
(4)主切削刃(S)前刀面与主后刀面的交线,简称主刃。
它担负着主要切削工作。
(5)副切削刃(S′)前刀面与副后刀面的交线,简称副刃。
它配合主刃完成切削工作,并最终形成已加工表面。
(6)刀尖主切削刃与副切削刃的联接部位,或者是切削刃(刃段)之间转折的尖角过渡部分。
它是切削负荷最重、条件最恶劣的地方。
为了增加刀尖的强度与耐磨性,多数刀具都在刀尖处磨出直线或圆孤形过渡刃。
*刀具的静止参考系(Pr—Ps—Po系—正交平面参照系)
(1)静止参照系的假设条件:
假定运动条件:
进给量f=0
假定安装条件:
刀尖与工件回转中心等高;
刀杆方向与进给方向垂直。
(2)辅助平面:
切削平面Ps:
过切削刃上一点,与加工表面相切的平面。
基面Pr:
过切削刃上同一点,与切削速度相垂直的平面。
正交平面Po(主剖面):
过切削刃上同一点,与切削平面和基面相垂直的平面。
辅助平面
*刀具标角度的定义:
刀具的标注角度是指静止状态下,在工程图上标注的刀具角度。
(下面以车刀为例介绍刀具的标注角度)
1.刀具标注前角γ0:
在正交平面内测量的,前刀面与基面的夹角。
前角的标注
*前角的作用:
前角↑切屑变形↓ 切削力↓ 刃口强度↓ 前刀面磨损↓导热体积↓
*刀具前角的选用:
加工塑性材料选大前角
加工脆性材料、断续切削选小前角
加工硬材料选用负前角
2.刀具标注注后角α0:
在正交平面内测量的,后刀面与切削面的夹角。
后角的标注
后角的作用:
后角↑后刀面与加工表面间的摩擦↓后刀面磨损↓刃口强度↓导热体积↓
刀具后角的选用:
粗加工选小后角
精加工选大后角
选大前角时选小后角以增大刃口强度
3.主偏角Kr:
在基面内测量的,主切削刃与进给方向的夹角。
主偏角标注
4.副偏角Kr':
在基面内测量的,副切削刃与进给反方向的夹角。
副偏角标注
主偏角的作用:
主偏角↑切削刃工作长度↓刀尖强度↓导热体积↓径向分力↓
刀具主偏角的选用:
一般为30~75°,加工细长工件采用90~93°
副偏角的作用:
副偏角↑副后面与工件已加工表面摩擦↓刀尖强度↓表面粗糙度↑
刀具副偏角的选用:
一般为5~20°,特殊要求可采用Kr'=0°的修光刃
5.刃倾角λS:
在切削平面内测量的,主切削刃与基面的夹角。
刃倾角的标注
刃倾角的作用:
(1)影响排屑方向:
λS>0°(刀尖最高)排向待加工表面;
λS<0°(刀尖最低)排向已加工表面;
λS=0°前刀面上卷曲;
(2)影响切入切出的稳定性
(3)影响背向分力大小:
刀具刃倾角的选用:
精加工取λS≥0°
粗加工取λS<0°
时可适当减小前角γ0;加工高硬度难加工材料时,采用负前角(γ0<0°)。
加工细长工件
采用λS>0°
*刀具角度的选择原则:
1)粗加工塑性材料时,选择大前角γ0,小后角α0,小主偏角Kr,较小或负的刃倾角λs;加工脆性材料时可适当减小前角γ0;加工高硬度难加工材料时,采用负前角(γ0<0°)。
2)精加工时,一般选择较大后角α0,较小的前角γ0,非负的刃倾角(λs≥0°),加工细长轴时选择大主偏角Kr。
例题:
下图为外圆车削示意图,在图上标注:
(1)主运动、进给运动和背吃刀量;
(2)已加工表面、加工(过渡)表面和待加工表面;
(3)基面、主剖面和切削平面;
(4)刀具角度γ0=15°、α0=6°、Kr=55°、Kr'=45°、λS=-10°。
内圆车刀角度标注:
端面车刀角度标注:
前角有正、负、零之分,前刀面到基面上方,刃口增后,如图示γo=-5°。
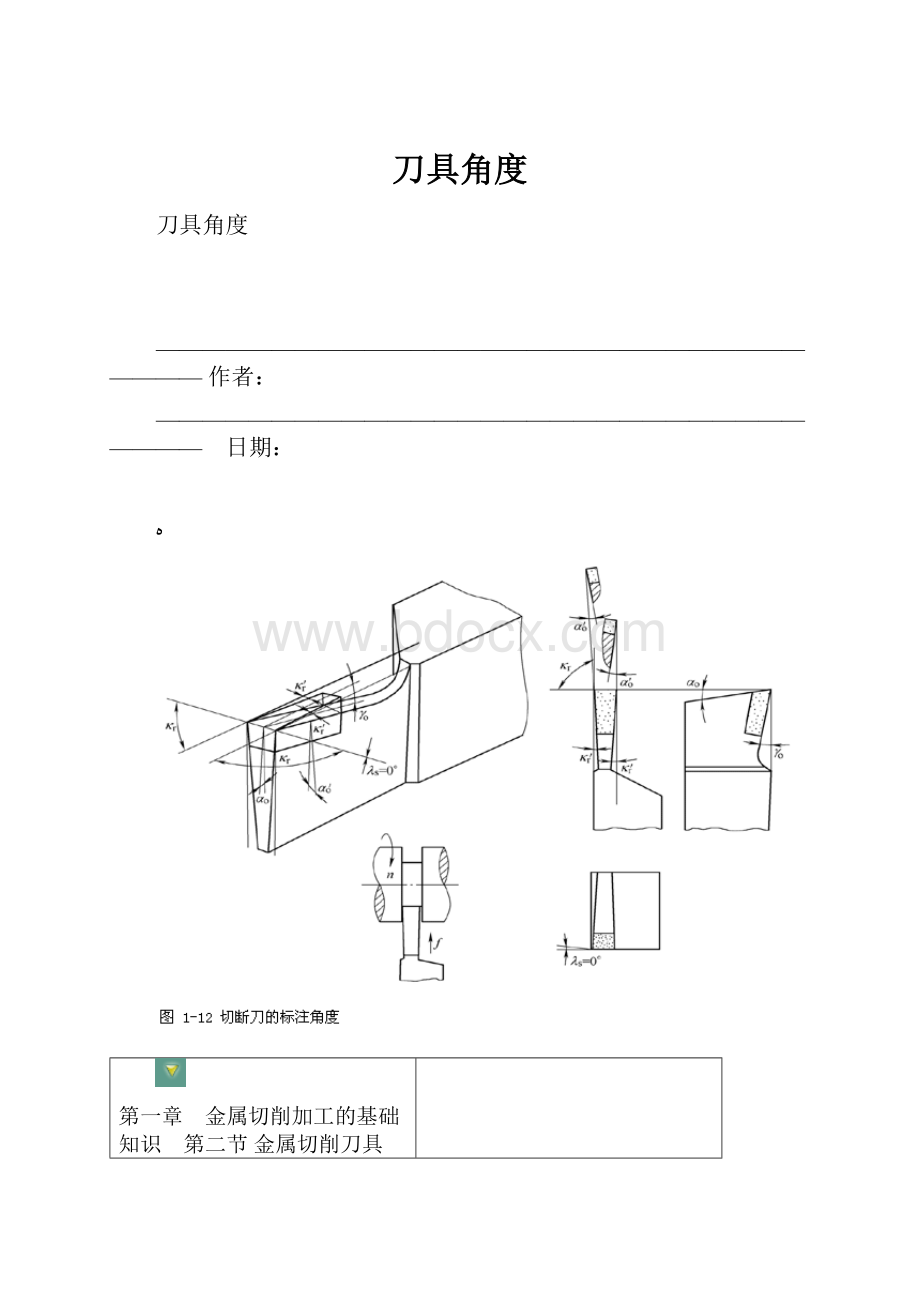
切断车刀角度标注:
*刀具工作角度:
刀具工作参考系(Pre—Pse—Poe)刀具工作角度又称刀具切削角度:
刀具实际切削条件下的实际角度。
工作参考系与静止参考系的差别:
工作条件下,合成切削速度为主运动与进给运动的合成速度;而静止条件下合
成速度与切削速度是一致的。
通常情况下Vf<如普通车削、镗孔、铣削等。
当Vf
较大时或安装误差较大时必须考虑其影响。
如:
车螺纹、铲背、钻孔等。
刀具的安装条件变化也引起了参考系的
变化。
*对工作角度的影响:
(1)进给对工作角度的影响
横向进给和纵向进给时:
γ0e=γ0+μ,α0e=α0-μ。
工作前角增大,工作后角减小。
横向进给工作角度
纵向进给工作角度:
(2)刀尖安装高低对工作角度的影响:
车外圆刀尖安装偏高(低):
工作前角增大(小),工作后角减小(大);
镗内孔刀尖安装偏高(低):
工作前角减小(大),工作后角增大(小)。
可根据轴向剖面图定性判断工作角度的变化规律。
车外圆
镗内孔
(3)刀杆中心线与进给方向不垂直时工作角度变化
1.2.2刀具材料
*刀具材料的基本性能:
1)高硬度
2)高耐热性
3)足够的强度和韧性
4)高耐磨性
5)良好的工艺性
五个基本性能相互联系,又相互制约,应根据具体加工条件,抓主要性能,兼顾其它。
常用刀具材料的种类及应用。
 升级会员
升级会员 