完整word版钳工初级训练图.docx
《完整word版钳工初级训练图.docx》由会员分享,可在线阅读,更多相关《完整word版钳工初级训练图.docx(57页珍藏版)》请在冰豆网上搜索。
完整word版钳工初级训练图
项目七初级钳工考工训练
(征求意见)
前面几个项目,我们学习了钳工的一些基本技能。
本项目就是运用以前学过的基本技能进行综合训练。
你如果某些技能学得还不很扎实,本项目可给你一次机会,在加工零件的同时,把基本功练好,同时为钳工初级工考核作准备。
学习目标:
1、会识读零件图;
2、会对尺寸公差、形位公差进行检测;
3、会根据图纸要求加工板料内外表面、角度零件、开式镶配零件、锤子等一些典型零件。
工作任务一制作凸形块
一、工作图样
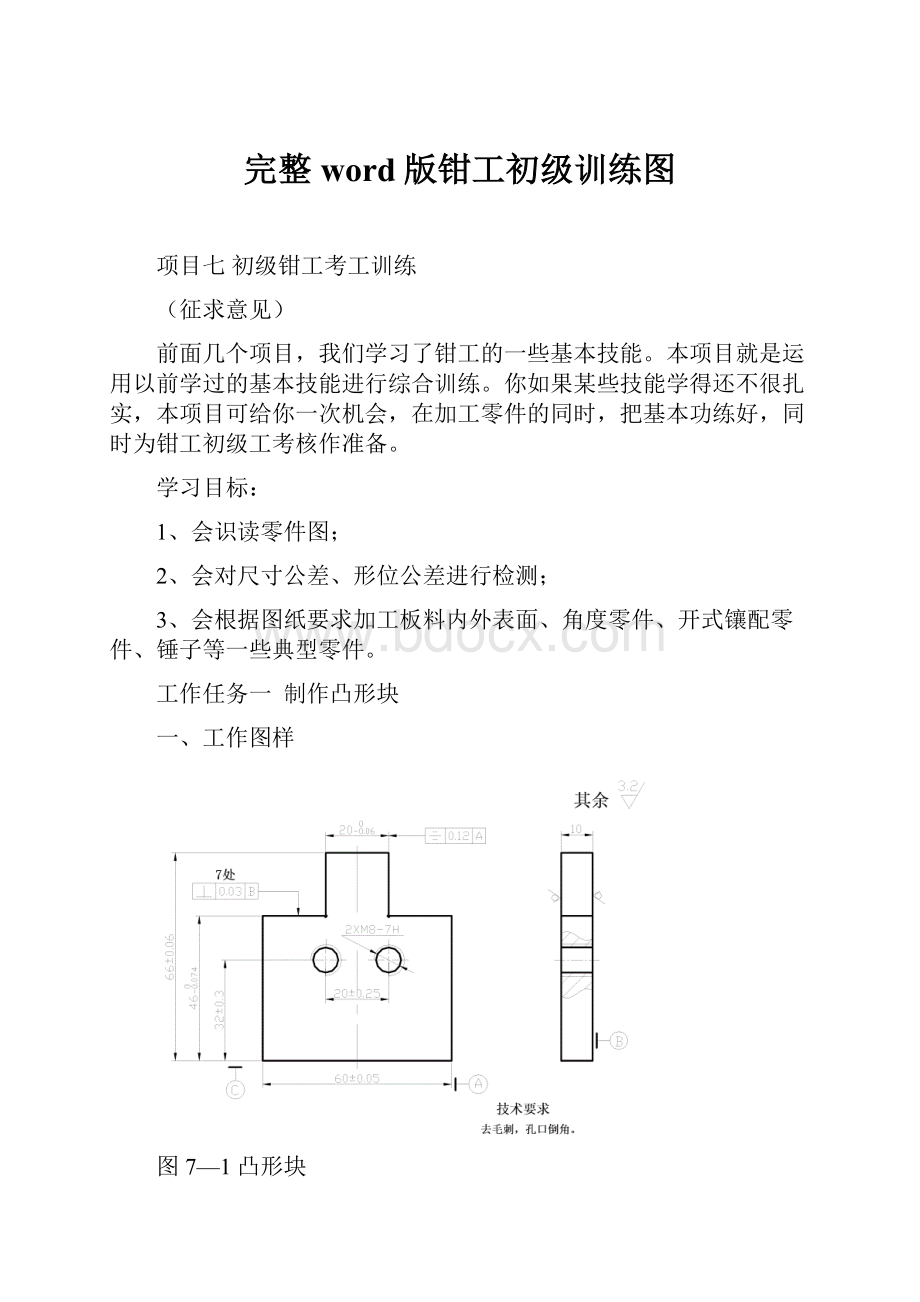
图7—1凸形块
二、读图
图7—1主视图中,
表示凸台左、右两面与对称中心线的对称度不大于0.12。
技术要求中,要求去毛刺和孔口倒角。
左视图中的螺纹采用了局部剖,左视图是局部剖视图。
三、工作准备
1、备料45(61×67×10)
2、主要工量具丝锥M8、铰杠、螺纹塞规M8—7H、百分表
四、工作步骤
1、按对称形体划线方法划出凸台加工线。
2、锯割、锉削加工左侧垂直角。
根据60处的实际尺寸,通过控制40的尺寸误差值,从而保证在取得尺寸20
的同时,又能保证对称度。
特别提示:
尺寸60处的实际值必须测量准确,同时要控制好有关的工艺尺寸。
3、按划线锯去另右侧垂直角,直接测量20尺寸,达到图样要求。
4、加工尺寸66,达到尺寸公差。
5、划线,钻、铰孔和攻丝。
特别提示:
攻丝时要细心,同时孔口要倒角。
6、去毛刺,全面复检。
五、生产质量检测评分标准
表7—1制作凸形块评分表
总得分________________
项次
项目和技术要求
实训记录
配分
得分
1
20
10
2
46
(2处)
8×2
3
66±0.06
12
4
(7处)
3×7
5
12
6
2×M8-7H
6×2
7
20±0.25
7
8
Ra3.2(10处)
1×10
9
安全文明生产,违者扣1-10分。
六、相关知识
(一)对称度
1.对称度相关概念
(1)对称度误差是指被测表面的对称平面与基准表面的对称平面间的最大偏移距离Δ。
如图7—2所示。
(2)对称度公差带是距离为公差值t,且相对基准中心平面对称配置的两平行平面之间的区域,如图7—3所示。
2.对称度误差的测量
测量被测表面与基准面的尺寸A和B,其差值之半即为对称度的误差值。
图7—4所示为对称度误差的测量示意。
图7—2对称度误差图7—3对称度误差图7—4对称度误差的测量
3.对称度误差对工件互换精度的影响
如图7—5所示,如果凸凹件都有对称度误差0.05mm,并且在同方向位置上锉配达到要求间隙后,得到两侧基准面对齐,而调换180°后做配合就会产生两侧面基准面偏位误差,其总差值为0.1mm。
(二)千分尺
千分尺是一种精密的测微量具,用来测量加工精度要求较高的工件尺寸,主要有外径千分尺和内径千分尺两种。
1.千分尺的结构
(a)同方向位置的配合(b)调换后的配合
图7—5对称度误差对工件互换精度的影响
(1)千分尺主要由尺架、砧座、固定套管、微分筒、锁紧装置、测微螺杆、测力装置等组成。
它的规格按测量范围分为:
0~25mm、25~50mm、50~75mm、75~100mm、100~125mm等,使用时按被测工件的尺寸选用。
外径千分尺具体结构如图7—6所示。
1—尺架2—砧座3一测微螺杆4—锁紧手柄5—螺纹套6—固定套管
7—微分筒8—螺母9—接头10—测力装置11—弹簧12—棘轮爪13—棘轮
图7—6外径千分尺
(2)内径千分尺主要由固定测头、活动测头、螺母、固定套管、微分筒、调整量具、管接头、套管、量杆等组成。
它的测量范围可达13mm或25mm,最大也不大于50mm。
为了扩大测量范围,成套的内径千分尺还带有各种尺寸的接长杆。
内径千分尺及接长杆的具体结构如图7—7所示。
(a)(b)
1—固定测头2—螺母3—固定套管4—锁紧装置5一测微螺母6—微分简
7—螺母8—活动测头9—调整量具10、14—管接头11—弹簧12—套管13—量杆
图7—7内径千分尺
2.千分尺的刻线原理
千分尺测微螺杆上的螺距为0.5mm,当微分筒转一圈时,测微螺杆就沿轴向移动0.05mm。
固定套管上刻有间隔为0.5mm的刻线,微分筒圆锥面上共刻有50个格,因此微分筒每转一格,螺杆就移动0.5mm/50=0.0lmm,因此该千分尺的精度值为0.0lmm。
3.千分尺的读数方法
首先读出微分筒边缘在固定套管主尺的毫米数和半毫米数,然后看微分筒上哪一格与固定套管上基准线对齐,并读出相应的不足半毫米数,最后把两个读数相加起来就是测得的实际尺寸。
千分尺的读数方法示意如图7—8所示。
图7—8千分尺读数方法
特别提示:
(1)测量前,转动千分尺的测力装置,使两测砧面贴合,并检查是否密合;同时检查微分筒与固定套管的零刻线是否对齐。
(2)测量时,在转动测力装置时,不要用大力转动微分筒。
(3)测量时,砧面要与被测工件表面贴合并且测微螺杆的轴线应与工件表面垂直。
(4)读数时,最好不要取下千分尺进行读数,如确需取下,应首先锁紧测微螺杆,然后轻轻取下千分尺,防止尺寸变动。
(5)读数时,不要错读0.5mm。
工作任务二制作多角样板
一、工作图样
图7—9多角样板
二、工作准备
1、备料45(82×77×4)
2、主要工量具矩形角尺万能游标角度尺粗、中、细扁锉
三、工作步骤
1、修整划线基准。
2、按图样画出各角加工位置线,钻2×φ3孔。
3、以底面为基准依次锉削、修整90°(凸)、60°、120°(凹)、90(凹)、30°、120°(凸)各角,保证各角度精度达到图纸要求。
4、去毛刺,复检精度。
特别提示:
1、加工时需防止工件掉落摔坏。
2、窄面的锉削纹理方向应一致。
四、生产质量检测评分标准
表7—2制作多角样板评分表
总得分________________
项次
项目和技术要求
实训记录
配分
得分
1
75±0.06
5
2
1200±6′(凸)
10
3
300±6′
10
4
1200±6′(凹)
10
5
600±6′
10
6
900±6′
10
7
10
8
Ra3.2(7处)
2×7
9
(7处侧面)
3×7
10
安全文明生产,违者扣1-10分。
六、相关知识——万能游标角度尺
万能游标角度尺是用来测量工件内外角度的量具,按游标的测量精度分为2′和5′两种,测量范围为0°~320°。
1、万能游标角度尺的结构
万能游标角度尺主要由尺身、扇形板、基尺、游标、90°角尺和卡块等组成,如图7—10所示。
2、2′万能游标角度尺的刻线原理
角度尺尺身刻线每格为1°,游标共有30个格,等分29°,游标每格为29°/30=58′,尺身1格和游标1格之差为1°-58′=2′,因此它的测量精度为2′。
3、万能游标角度尺读数方法
万能游标角度尺的读数方法与游标卡尺的方法相似,先从尺身上读出游标零刻线前的整度数,再从游标上读出角度数,两者相加就是被测工件的角度数值。
4、万能游标角度尺的测量范围
在万能游标角度尺的结构中由于直尺和90°角尺可以移动和拆换,因此万能游标角度尺可以测量0°~320°的任何角度,如图7—11所示。
1—尺身2—基尺3—游标4—卡块5—90°角尺6—直尺
图7—10万能游标角度尺
图7—11万能游标角度尺测量范围
特别提示:
⑴使用前,检查角度尺的零位是否对齐。
⑵测量时,应使角度尺的两个测量面与被测件表面在全长上保持良好的接触,然后拧紧制动器上螺母进行读数。
⑶测量角度在0°~50°范围内,应装上角尺和直尺。
⑷测量角度在50°~140°范围内,应装上直尺。
⑸测量角度在140°~230°范围内,应装上角尺。
⑹测量角度在230°~320°范围内,不装角尺和直尺。
工作任务三制作E字板
一、工作图样
技术要求
去毛刺,孔口倒角C0.5。
图7—12E字板
二、读图
图7—12主视图中,
表示零件下方拐角处的线轮廓度。
三、工作准备
1、备料45(81×41×10)
2、主要工量具千分尺粗、细扁锉粗方锉细三角锉
四、工作步骤
1、锉削外形尺寸80±0.037,达到尺寸形位公差要求。
2、按对称形体划线方法划出凸台各加工面尺寸线。
3、钻排孔、锯割、錾削两凹形,去除余料并粗锉接近加工线。
4、分别锉削三凸台(可先中间后两边),达到图纸要求。
特别提示:
锉削中间凸台应根据80实际尺寸,通过控制左右与外形尺寸误差值来保证对称。
5、划R10圆弧线和孔距尺寸线。
6、钻、铰孔。
特别提示:
钻孔时工件夹持应牢固。
7、锉削R10圆弧,达到尺寸要求。
8、去毛刺,全面复检。
五、生产质量检测评分标准
表7—3制作E字板评分表
总得分________________
项次
项目和技术要求
实训记录
配分
得分
1
80±0.037
4
2
16
(3处)
5×3
3
18
(2处)
5×2
4
(2处)
5×2
5
7
6
4
7
(11处)
2×11
8
Ra3.2(10处)
1×10
9
2×φ10H8
2×2
10
30±0.15
4
11
60±0.20
6
12
Ra1.6(2处)
2×2
13
安全文明生产,违者扣1-10分。
六、相关知识
(一)线轮廓度
线轮廓度
是表示在零件的给定平面上,任意形状的曲线,保持其理想形状的状况。
线轮廓度公差是指非圆曲线的实际轮廓线的允许变动量。
也就是图样上给定的,用以限制实际曲线加工误差所允许的变动范围。
本项目线轮廓度用轮廓样板检测。
线轮廓度的检测方法:
(1)用轮廓样板检测图7—13所示为对合式样板。
其工作轮廓与被测轮廓的凹凸情况恰好相反。
测量时,它可与被测轮廓对合,对合后从垂直于被测轮廓的方向观察光缝。
用光隙法估读间隙大小,取最大间隙作为该工件线轮廓度误差。
图7—13轮廓样板测量线轮廓度误差
1—轮廓样板;2—被测零件
(2)仿形法图7—14是用仿形法测量线轮廓度误差的示意图。
先按要求调整好轮廓样板与被测件的位置(两者应处于相同的对应位置上),用两个尺寸和形状都相同的测头,分别与轮廓样板及被测件在相同的位置上接触,并将两指示表都置零。
然后按被测轮廓方向移动工作台开始测量,记下各测点两指示表的读数差进行计算。
仿形法多用于大量生产中。
图7—14仿形法测量线轮廓度误差
1—测轴;2—仿形测头;3—轮廓样板;4—被测零件;5—工作台
(3)投影法投影法是利用投影仪或其他投影测量装置,将工件的被测轮廓投影放大在影屏上成清晰像,再与根据公差要求绘制好的并按仪器所用放大倍率放大了K倍的极限轮廓图形相比较。
如7—15a所示,若被测轮廓影像都在极限轮廓图形之内,则被测轮廓合格,否则为不合格。
a)b)
图7—15投影法测量线轮廓度误差
也可以将被测轮廓影像与按放大K倍的标准轮廓图形比较,如图7—15b所示,沿标准轮廓法向测出两者间的最大值进行计算。
当被测轮廓有对基准的定位要求时,应按定位要求放置标准轮廓或极限轮廓的图形。
投影法适用于测量尺寸较小、精度要求一般的薄型零件。
(4)坐标测量仪可用来测量线轮廓度的坐标仪器有大型和万能工具显微镜、三坐标测量机等。
这些仪器的测量精度和功能各不相同,但测量线轮廓度的原理方法基本上是一致的。
这里不再作具体介绍。
(二)錾削
錾削是利用手锤锤击錾子,实现对工件切削加工的一种方法。
采用錾削,可除去毛坯的飞边、毛刺、浇冒口,切割板料、条料,开槽以及对金属表面进行粗加工等。
尽管錾削工作效率低,劳动强度大,但由于它所使用的工具简单,操作方便,因此在许多不便机械加工的场合,仍起着重要作用。
1、錾削工具
(1)錾子
錾子一般由碳素工具钢锻成,切削部分磨成所需的楔形后,经热处理便能满足切削要求。
錾子切削时的角度如图7—16所示。
图7—16錾削时的角度
1)錾子切削部分的两面一刃
①前面錾子工作时与切屑接触的表面。
②后面錾子工作时与切削表面相对的表面。
③切削刃錾子前面与后面的交线。
2)錾子切削时的三个角度
首先认识与切削角度有关的切削平面。
切削平面:
通过切削刃并与切削表面相切的平面。
基面:
通过切削刃上任一点并垂直于切削速度方向的平面。
很明显,切削平面与基面相互垂直,这对我们讨论錾子的三个角度很方便。
①楔角β0前面与后面所夹的锐角。
②后角α0后面与切削平面所夹的锐角。
③前角γ0前面与基面所夹的锐角。
楔角大小由刃磨时形成,楔角大小决定了切削部分的强度及切削阻力大小。
楔角愈大,刃部的强度就愈高,但受到的切削阻力也愈大。
因此,应在满足强度的前提下,刃磨出尽量小的楔角。
一般,錾削硬材料时,楔角可大些,錾削软材料时,楔角应小些,见表7—4。
表7—4推荐选择的楔角大小
材料
楔角
中碳钢、硬铸铁等硬材料
60°~70°
一般碳素结构钢、合金结构钢等中等硬度材料
50°~60°
低碳钢、铜、铝等软材料
30°~50°
后角的大小决定了切入深度及切削的难易程度。
后角愈大,切入深度就愈大,切削愈困难。
反之,切人就愈浅,切削容易,但切削效率低。
但如果后角太小,会因切人分力过小而不易切人材料,錾子易从工件表面滑过。
一般,取后角5°~8°较为适中(图7—17)。
(a)后角太大(b)后角太小
图7—17后角对錾削的影响
前角的大小决定切屑变形的程度及切削的难易度。
由于γ0=90°-(α0+β0),因此,当楔角与后角都确定之后,前角的大小也就确定下来了。
3)錾子的构造与种类
錾子由头部、柄部及切削部分组成。
头部一般制成锥形,以便锤击力能通过錾子轴心。
柄部一般制成六边形,以便操作者定向握持。
切削部分则可根据錾削对象不同,制成以下三种类型。
①扁錾如图7—18a所示,扁錾的切削刃较长,切削部分扁平,用于平面錾削,去除凸缘、毛刺、飞边,切断材料等,应用最广。
②窄錾如图7—18b所示,窄錾的切削刃较短,且刃的两侧面自切削刃起向柄部逐渐变狭窄,以保证在錾槽时,两侧不会被工件卡住。
窄錾用于錾槽及将板料切割成曲线等。
③油槽錾如图7—18c所示,油槽錾的切削刃制成半圆形,且很短,切削部分制成弯曲形状。
(a)扁錾(b)窄錾(c)油槽錾
图7—18常用錾子
(2)手锤
手锤由锤头、木柄等组成。
根据用途不同,锤头有软、硬之分。
软锤头的材料种类分别有铅、铝、铜、硬木、橡皮等几种,也可在硬锤头上镶或焊一段铅、铝、铜材料。
软锤头多用于装配和矫正。
硬锤头主要用于錾削,其材料一般为碳素工具钢,锤头两端锤击面经淬硬处理后磨光。
木柄用硬木制成,如胡桃木,檀木等。
图7—19手锤图7—20锤柄端部打入楔子
手锤的常见形状如图7—19所示,使用较多的是两端为球面的一种。
手锤的规格指锤头的重量,常用的有0.25kg,0.5kg,1kg等几种。
手柄的截面形状为椭圆形,以便操作时定向握持。
柄长约350mm,若过长,会使操作不便,过短则又使挥力不够。
2、錾削方法
(1)錾子和手锤的握法
1)錾子的握法
錾子用左手的中指、无名指和小指握持,大拇指与食指自然合拢,让錾子的头部伸出约20mm(图7—21)。
錾子不要握得太紧,否则,手所受的振动就大。
錾削时,小臂要自然平放,并使錾子保持正确的后角。
图7—21錾子握法
2)手锤的握法
手锤的握法分紧握法和松握法两种。
①紧握法初学者往往采用此法。
用右手五指紧握锤柄,大拇指合在食指上,虎口对准锤头方向,木柄尾端露出15mm~30mm。
敲击过程中五指始终紧握(图7—22a)。
(a)紧握法(b)松握法
图7—22手锤的握法
②松握法此法可减轻操作者的疲劳。
操作熟练后,可增大敲击力。
使用时用大拇指和食指始终握紧锤柄。
锤击时,中指、无名指、小指在运锤过程中依次握紧锤柄。
挥锤时,按相反的顺序放松手指(图7—22b)。
3)挥锤方法
挥锤方法分手挥、肘挥和臂挥三种。
①手挥手挥只依靠手腕的运动来挥锤。
此时锤击力较小,一般用于錾削的开始和结尾,或錾油槽等场合(图7—23a)。
②肘挥利用腕和肘一起运动来挥锤。
敲击力较大,应用最广(图7—23b)。
③臂挥利用手腕、肘和臂一起挥锤。
锤击力最大,用于需要大量錾削的场合(图7—23c)。
(a)手挥(b)肘挥(c)臂挥
图7—23挥锤方法
4)錾削姿势
錾削时,两脚互成一定角度,左脚跨前半步,右脚稍微朝后(图7—24),身体自然站立,重心偏于右脚。
右脚要站稳,右腿伸直,左腿膝盖关节应稍微自然弯曲。
眼睛注视錾削处,以便观察錾削的情况,而不应注视锤击处。
左手握錾使其在工件上保持正确的角度。
右手挥锤,使锤头沿弧线运动,进行敲击(图7—25)
图7—24錾削时双脚的位置图7—25錾削姿势
(2)平面錾削方法
錾削平面时,主要采用扁錾。
如图7—26a、b所示,开始錾削时应从工件侧面的尖角处轻轻起錾。
因尖角处与切削刃接触面小,阻力小,易切人,能较好地控制加工余量,而不致产生滑移及弹跳现象。
起錾后,再把錾子逐渐移向中间,使切削刃的全宽参与切削。
当錾削快到尽头,与尽头相距约l0mm时,应调头錾削(图7—26d),否则尽头的材料会崩裂(图7—26c)。
对铸铁、青铜等脆性材料尤应如此。
(a)斜角起錾(b)正面起錾(c)错误(d)正确
图7—26起錾方法与錾到尽头时的方法
錾削较宽平面时,应先用窄錾在工件上錾若干条平行槽,再用扁錾将剩余部分錾去,这样能避免錾子的切削部分两侧受工件的卡阻(图7—27)。
图7—27錾宽平面图7—28錾窄平面
錾削较窄平面时,应选用扁錾,并使切削刃与錾削方向倾斜一定角度(图7—28)。
其作用是易稳定住錾子,防止錾子左右晃动而使錾出的表面不平。
錾削余量一般为每次0.5mm~2mm。
余量太小,錾子易滑出,而余量太大又使錾削太费力,且不易将工件表面錾平。
(3)錾切板料
在缺乏机械设备的场合下,有时要依靠錾子切断板料或分割出形状较复杂的薄板工件。
1)在台虎钳上錾切
如图7—29a所示,当工件不大时,将板料牢固地夹在台虎钳上,并使工件的錾削线与钳口平齐,再进行切断。
为使切削省力,应用扁錾沿着钳口并斜对着板面(约成30°~45°角)自左向右錾切。
因为斜对着錾切时,扁錾只有部分刃錾削,阻力小而容易分割材料,切削出的平面也较平整。
图3—29b为错误的切断法。
2)在铁砧或平板上錾切
当薄板的尺寸较大而不便在台虎钳上夹持时,应将它放在铁砧或平板上錾切。
此时錾子应垂直于工件。
为避免碰伤錾子的切削刃,应在板料下面垫上废旧的软铁材料(图7—30)。
(a)正确方法(b)错误方法
图7—29在台虎钳上錾切板料
3)用密集排孔配合錾切
当需要在板料上錾切较复杂零件的毛坯时,一般先按所划出的轮廓线钻出密集的排孔,再用扁錾或窄錾逐步切成(图7—31)。
图7—30在铁砧上錾切板料图7—31弯曲部分的錾断
工作任务四制作T形板
一、工作图样
技术要求
锐边去毛刺。
图7—32T形板
二、工作准备
1、备料45(66×53×10)
2、主要工量具百分表、多种锉刀
三、工作步骤
1、修正左外侧面和上外侧面两面垂直。
2、以左外侧面和上外侧面两面为划线基准,划出内T形全部加工线。
特别提示:
划线要准、细而清楚,在交点处尤其注意准确。
3、钻排孔去除尺寸32×16的长方孔余料。
4、粗、细锉尺寸32×16长方形孔四面,保证与相关面的平行度、垂直度和粗糙度。
5、钻排孔、锯去尺寸16×16小方孔余料。
6、粗、细锉16×16方形孔立面和端部平面,达到尺寸要求。
7、各锐边倒棱,去毛刺,复查全部技术要求。
特别提示:
注意掌握内方台的清角修锉,防止修成圆角或锉坏相邻面。
四、生产质量检测评分标准
表7—5制作T形板评分表
总得分________________
项次
项目和技术要求
实训记录
配分
得分
1
32
(2处)
5×2
2
(8处)
2×8
3
(8处)
2×8
4
10
5
10
6
16
(3处)
5×3
7
Ra3.2(8面)
1×8
8
10
5
9
52±0.05
5
10
65±0.06
5
11
安全文明生产,违者扣1-10分。
工作任务五制作工形板
一、工作图样(图7—33工形板)
图7—33工形板
二、工作准备
1、备料A3(71×50)
2、主要工量具
游标卡尺、千分尺、刀口角尺、百分表、多种锉刀
三、工作步骤
1、修正下外侧面和右外侧面,两面垂直且与大面垂直并锉好另两面;
2、以下外侧面和右外侧面为基准划出工形板的全部加工线;
3、钻工艺孔4×φ3,打排孔,锯出工形板左肩缺口,并粗细锉使之合符尺寸、形位公差要求(50、20的尺寸通过右外侧面间接保证);
4、同左肩缺口加工方法加工右肩缺口,使工形板合符要求;
5、划线钻孔并铰孔,加工出2×φ10H8。
四、生产质量检测评分标准
表7—6制作工形板评分表
总得分________________
项次
项目和技术要求
实训记录
配分
得分
1
70
8
2
50
8
3
47
8
4
15
6×2
5
20±0.10
5
6
40±0.15
4
7
8±0.10(2处)
2×2
8
4×C1
1×4
9
2×φ10H8(2处)
4×2
10
(4处)
2×4
11
8
12
8
13
(4处)
2×4
14
Ra3.2(12处)
0.5×12
15
Ra1.6(2处)
0.5×2
16
安全文明生产,违者扣1-10分。
工作任务六锉配凹凸体
一、工作图样(图7—34凸凹体锉配)
二、读图
图7—34,左边是凸件的主视图和俯视图,右边是凹件的主视图和俯视图。
图中“(锉配)”是在凹凸件分别达到基本要求后,在两件相配合
 升级会员
升级会员 