静压桩质量技术交底.doc
《静压桩质量技术交底.doc》由会员分享,可在线阅读,更多相关《静压桩质量技术交底.doc(2页珍藏版)》请在冰豆网上搜索。
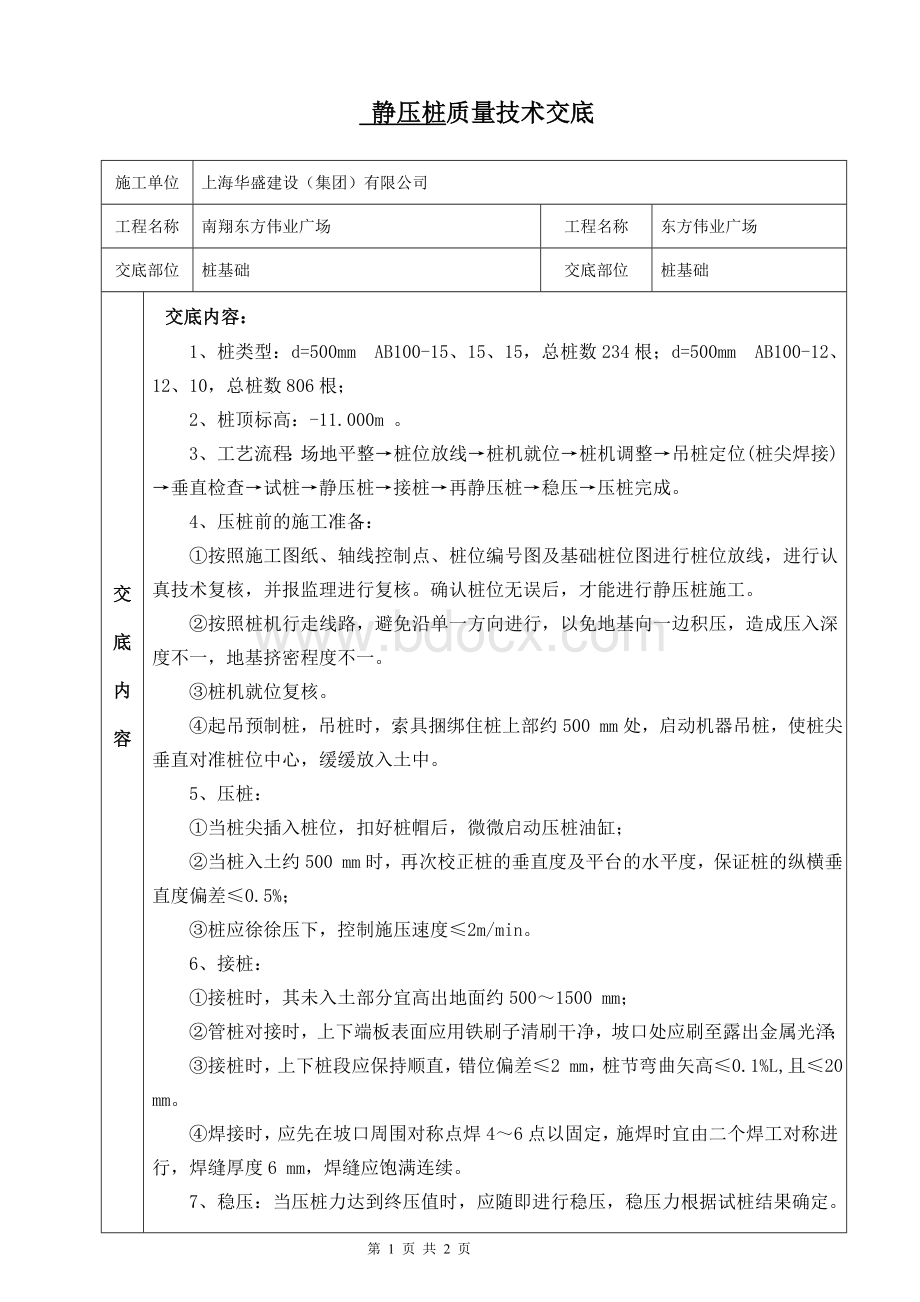
静压桩质量技术交底
施工单位
上海华盛建设(集团)有限公司
工程名称
南翔东方伟业广场
工程名称
东方伟业广场
交底部位
桩基础
交底部位
桩基础
交
底
内
容
交
底
内
容
交底内容:
1、桩类型:
d=500mmAB100-15、15、15,总桩数234根;d=500mmAB100-12、12、10,总桩数806根;
2、桩顶标高:
-11.000m。
3、工艺流程:
场地平整→桩位放线→桩机就位→桩机调整→吊桩定位(桩尖焊接)→垂直检查→试桩→静压桩→接桩→再静压桩→稳压→压桩完成。
4、压桩前的施工准备:
①按照施工图纸、轴线控制点、桩位编号图及基础桩位图进行桩位放线,进行认真技术复核,并报监理进行复核。
确认桩位无误后,才能进行静压桩施工。
②按照桩机行走线路,避免沿单一方向进行,以免地基向一边积压,造成压入深度不一,地基挤密程度不一。
③桩机就位复核。
④起吊预制桩,吊桩时,索具捆绑住桩上部约500mm处,启动机器吊桩,使桩尖垂直对准桩位中心,缓缓放入土中。
5、压桩:
①当桩尖插入桩位,扣好桩帽后,微微启动压桩油缸;
②当桩入土约500mm时,再次校正桩的垂直度及平台的水平度,保证桩的纵横垂直度偏差≤0.5%;
③桩应徐徐压下,控制施压速度≤2m/min。
6、接桩:
①接桩时,其未入土部分宜高出地面约500~1500mm;
②管桩对接时,上下端板表面应用铁刷子清刷干净,坡口处应刷至露出金属光泽;
③接桩时,上下桩段应保持顺直,错位偏差≤2mm,桩节弯曲矢高≤0.1%L,且≤20mm。
④焊接时,应先在坡口周围对称点焊4~6点以固定,施焊时宜由二个焊工对称进行,焊缝厚度6mm,焊缝应饱满连续。
7、稳压:
当压桩力达到终压值时,应随即进行稳压,稳压力根据试桩结果确定。
当桩长L>16m时,稳压不少于3次,当桩长L≤16m时,稳压不少于5次,并测定各次稳压时的贯入度。
8、送桩:
当设计要求送桩或桩机行走需要送柱时,送桩工具的中心线应与桩身吻合一致方能送桩,送桩深度:
L≤15m一般不宜超过2m。
L>15m不宜超过5m。
9、施工容许偏差:
①桩垂直度容许度偏差1%;
②桩中心位置容许偏差:
单排或双排桩条形桩基沿垂直轴线方向的偏差为100mm,沿平行轴方向偏差为150mm;承台桩数为2~4根时,偏差为100mm。
承台桩数为5~16根时,偏差为150mm。
10、注意事项:
①压桩应连续进行,同一根桩的中间间歇时间不宜超过半小时;
②送桩时,要注意桩顶标高,避免或减少在承台土方开挖时再次接桩;
③焊好后的桩接头应自然冷却,才能继续施压。
自然冷却时间不小于8min,严禁用水冷却或焊好后即施压,以免焊缝变脆而打裂;
④做好对已施压完成桩的成品保护工作,严禁施工机械碰撞或将桩头用作拉锚点,送桩遗留的孔洞应及时回填或覆盖;
⑤在施工过程中,应严格按要求做好施工记录;
⑥在施工过程中,若出现孤石、断桩或施工异常,应及时报告,以便会同有关部门及时处理。
专业技术负责人:
交底人:
接受人:
第2页共2页
 升级会员
升级会员 