配料仓称重传感器安装调试工法.doc
《配料仓称重传感器安装调试工法.doc》由会员分享,可在线阅读,更多相关《配料仓称重传感器安装调试工法.doc(8页珍藏版)》请在冰豆网上搜索。
配料仓称重传感器安装调试工法
中冶集团华冶资源公司天津工业设备安装分公司
彭廷生王文凯刘艳丽
1前言
称重式料位计解决了雷达、超声波等对于固体物料表面不平、灰尘等造成的测量不准确的固有问题,因此在现代冶金行业的物位测控中得到了广泛的应用,逐步取代了雷达和超声波料位计。
在近几年的施工中我们不断总结和改革称重料仓柱压式称重传感器的安装工艺和调试技术,建立和总结了一套新的比较容易实施的安装和调试技术,既保证了设备安装的精度,节省了大型机械设备的使用,又缩短了施工时间,取得了显著的效益。
2工法特点
2.1称重传感器安装难度大,料仓重量比较重,有的甚至达到上百吨重。
在整个料仓安装(包括内衬安装)焊接完成前,称重传感器不能进行安装。
2.2称重传感器安装过程中,利用千斤顶顶升技术,实现料仓的顶升,完成了传感器的安装。
2.3安装工艺简单,容易实施操作、安装精度高等优点。
2.4利用“模拟标定法",调试精度高、方法简单、适用,满足了称重计量的要求。
3适用范围
本工法适用于各种大中型配料仓柱压式称重传感器的安装调试工作。
4工艺原理
传感器系统调试采用模拟法进行标定,利用传感器的输出信号呈线性的原理使用标准砝码测出传感器输入重量—输出毫伏对应值(至少五点),进行模拟标定,再利用补偿接线盒内的可调电位器进行调整4个传感器输出信号,使其一致。
从而达到了系统测试性能的精度。
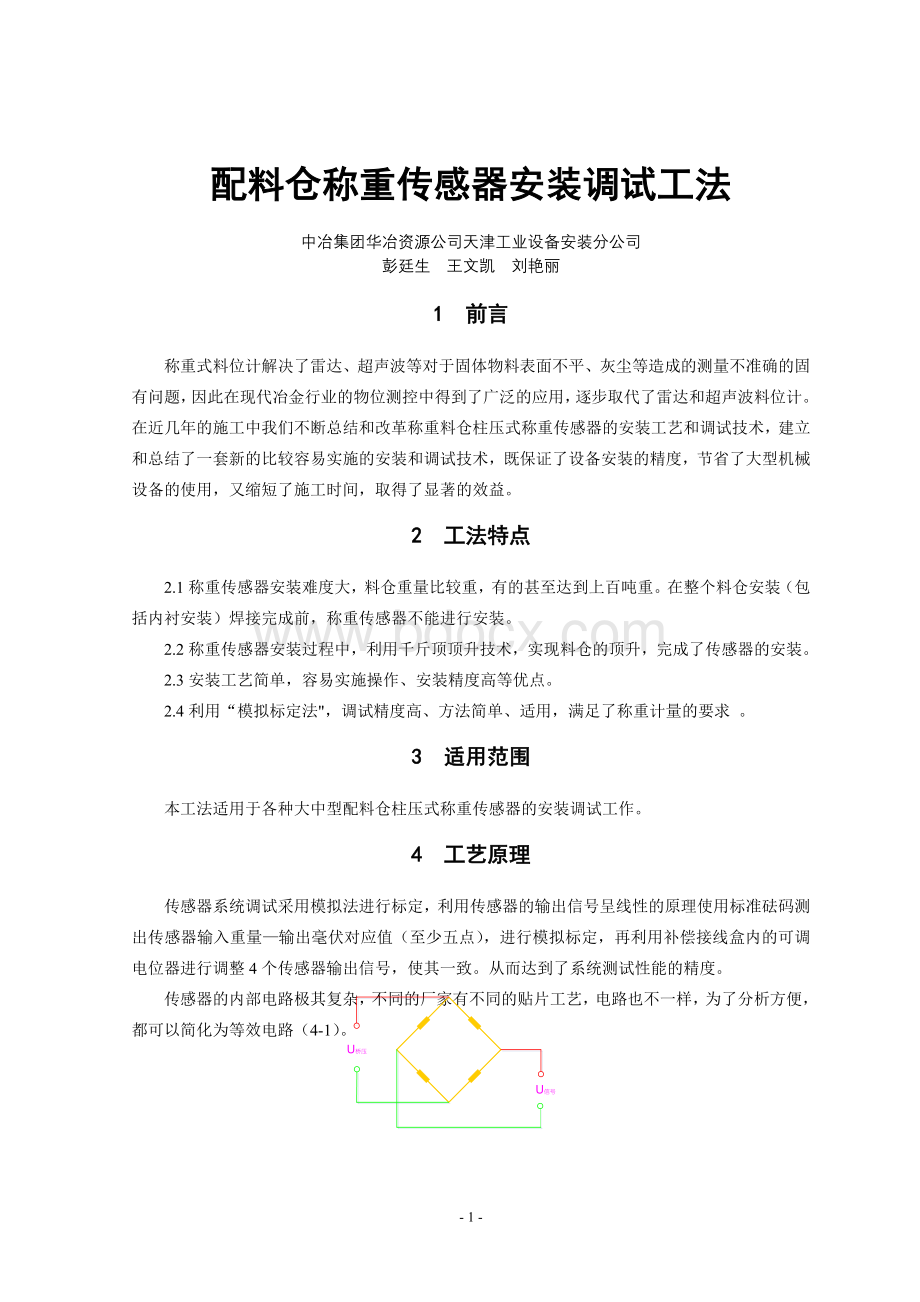
传感器的内部电路极其复杂,不同的厂家有不同的贴片工艺,电路也不一样,为了分析方便,都可以简化为等效电路(4-1)。
4-1称重传感器简化等效电路图
电阻应变计工作原理以金属材料为转换元件的电阻应变计,其转换原理是基于金属电阻丝的电阻——应变效应。
所谓应变效应是指金属导体(电阻丝)的电阻值随变形(伸长或缩短)而发生改变的一种物理现象。
电阻应变片结构图(4-2)如下:
弹性体
承载连接
贴片(电阻和温度)
电缆引线
图4-2电阻应变片结构图
称量斗的重力作用在传感器上,传感器弹性体受力变形,内部贴片电阻发生变化,输出电压信号,该电压信号与所受力的大小成正比,该信号较小,大约在0~30mV以下。
智能重量变送器在显示重量的同时,再将小的mV信号放大并转化为4~20mA标准信号,供控制系统应用。
5施工工艺流程及操作要点
5.1施工工艺流程
称重传感器安装位置标高确定临时支撑制作安装称重传感器及附件安装电气回路接线检查料仓称重传感器系统模拟调试系统的实物标定资料整理
5.2施工操作要点
5.2.1料仓称重传感器底座标高确定
在料仓基础安装完成后,料仓没有就位前(如果料仓就位后四点标高测量就会有难度),首先将需要安装称重传感器4点位置标高,确定是否在一个水平面上。
5.2.2料仓临时支撑制作、安装
1.制作临时支撑的高度要比称重传感器的实际高度高20mm,以便称重传感器安装时操作方便。
2.称重传感器临时支撑在料仓就位的同时进行安装,临时支撑不需要满焊,以便以后好拆除。
5.2.3柱压式称重传感器安装
1.称重传感器安装的前提条件:
料仓上所有工艺的电焊工作或有强电流作业的工作必须完成后,才能进行传感器安装。
2.称重传感器安装前的准备工作
1)施工操作平台的搭设。
2)施工机具、材料设备的准备。
3)将临时焊接处用磨光机打磨开。
3.称重传感器安装
称重传感器安装示意图见图5.2.3-1。
5.2.3-1配料仓称重传感器安装图
1)确定称重传感器的位置:
保证料仓上4个传感器对称并均匀受力。
2)将4个32t千斤顶(千斤顶型号规格的选择根据料仓的重量进行确定)分别安放在临时支撑的边缘上,在4个位置同时启动千斤顶,将料仓缓慢的顶起,顶起的高度能够将临时支撑取出即可。
3)将临时支撑移开称重传感器安装的位置,但要保证临时支撑对料仓要有支撑作用。
4)称重传感器上下底座及附件安装(用平垫铁和铜垫片进行调整),用水准仪将传感器上下底座找平后,其误差不应超过2mm,将称重传感器上下底座满焊,焊接的过程中要将传感器取出。
5)焊接完成后,将4个位置的称重传感器安放就位。
6)将临时支撑取出,4个位置同时将千斤顶缓慢卸力,将料仓缓慢的放置在已经安装好的称重传感器上。
7)将上、下套件可靠的用接地线连通。
8)传感器安装就位后,禁止电焊操作时,电流流过传感器本体。
5.2.4电气系统回路调试
称重传感器接线如下图:
5.2.4-1称重传感器接线图
1.检查接线称重检测回路接线是否正确,电源回路绝缘是否良好。
2.用精密万用表测量料仓4个传感器输出电阻值是否平衡,如果不平衡,调整传感器补偿接线盒内的精密电位器,使其4台称重传感器的输出信号平衡。
3.对称重系统回路进行送电。
5.2.5称重传感器系统标定
1.柱压式称重传感器的电气零位标定
1)检查好电源和线路没有问题后,将仪表送电;
2)将料仓用四个32吨的千斤顶同时慢慢的顶起;
3)看称重控制仪表显示是否在零位上,如果不在进行零位调整;
4)然后将料仓重新放回到称重传感器上,记录好当时仪表显示的数值;
5)用标准的仪表测量出仪表的输入mV信号和输出4~20mA电流信号,记录好参数值;
6)再用4个32吨千斤顶将料顶仓起,往复2次,依次记录好以上的试验数据;
7)调整好准确的电气零点以后,仪表显示的重量就是整个料仓的皮重。
2.料仓皮重清零
1)对称重控制器显示的皮重进行清零操作;
2)切换到去皮后零点相对应的毫伏信号值,用标准表测量出仪表的输出4~20mA信号,作好数据记录;
3)按设计要求对料仓的称重控制器进行仪表量程设置;
3.称重系统砝码标定
将标准砝码均匀的放在料仓四周的筋板上,或在料仓的四周挂上倒链(提前称量好的倒链),将砝码挂在其上;
1)首先将0.5吨的砝码放在料仓的筋板上,在二次仪表上读出显示的仪表的数值(t),用标准表测量出仪表的输入(mV)和输出模拟信号值(mA),并作好记录;
2)再将1.5吨的砝码放在料仓上,并将仪表显示数值和模拟数值作好记录;
3)再将4.0吨的砝码全部放在或挂在料仓上,并将此时仪表显示数值和模拟数值作好记录;
3.称重系统模拟检测
通过以上的数据计算出1mV所对应的千克数值和仪表的mA信号值,并作好记录。
1)在将称重控制器的零点量程和满量重量所对应mV信号值,作好记录;
2)再取5点用标准的模拟器对仪表加入模拟的mV信号值,用标准的校验仪表进行测量,记录好实验数据;
3)看是否输出的是4~20mA,与仪表的允许误差进行对比。
4.仪表标定完成后,进行报警参数的设置,将各种试验调整数据记录整理好,作为竣工原始资料归档,见称重传感器调试记录附表5.2.5-1。
表5.2.5-1称重传感器调试记录附表
料仓
名称
设计
位号
称重传感器编号
称重料仓的皮重Kg
称重控制器零点初始值mV
加入的标准重量Kg
标准重量后对应mV值
计算出1mV值对应的Kg值
6材料与设备
6.1机具设备
表6.1-1施工机具设备表
序号
设备名称
设备规格型号
单位
数量
备注
1
千斤顶
32T
台
4
根据料仓重量确定
2
交流电焊机
BX1-500A
台
3
3
多路信号校验仪
ZH554
台
1
4
数字万用表
块
2
5
标准砝码
50千克
块
100
6
电工工具
套
5
7
水准仪
DS2Z.NZ
台
1
8
对讲机
对
2
6.2施工材料
表6.2-1施工材料表
序号
材料名称
材料规格型号
单位
数量
备注
1
铜皮
δ=0.5
m2
2
2
铜皮
δ=1.0
m2
2
3
铜皮
δ=2.0
m2
2
4
铜皮
δ=3.0
m2
2
5
斜铁
块
30
6
氧气
瓶
10
7
乙炔
瓶
5
6
焊条
φ3.2
Kg
50
7
钢丝绳
f14
m
30
序号
材料名称
材料规格型号
单位
数量
备注
8
麻绳
m
60
9
盒尺
10m
把
2
10
钢板
δ=10mm
m2
10
11
工字钢
30#
m
80
12
木板
(4000×300×50)mm
块
20
7质量控制
7.1本工法执行的安装规范:
《自动化仪表工程施工质量验收规范》(GB50131-2007)
《现场设备焊接工程施工质量验收规范》(GB50236-98)
7.2质量控制措施
7.2.1施工过程中,严格执行国家规范、规程、质量检验评定标准及公司质量管理程序文件,以保证每道工序均处于受控状态。
7.2.2严格技术交底,技术人员必须以书面形式对作业班组进行技术交底,明确施工方法及质量目标,交接记录双方均要签字。
7.2.3施工过程中严格执行工程质量奖惩制度、奖优罚劣。
7.2.4各级管理人员均要持证上岗,特殊工种要有相应的上岗操作证。
7.2.5严格执行“三检制”和“三工序”制度,项目质量员跟踪检查,掌握质量动态,加强工序质量控制,以工序保分项,以分项保单位工程质量目标实现。
7.2.6对重点部位如称重传感器安装位置的选择、称重传感器安装的精度、称重系统的校验精度要严格按照施工规范和施工程序进行施工。
7.2.7称重传感器的跨接保护接地线必须牢固可靠。
8安全措施
8.1严格按操作规程作业。
建立健全安全保证体系,落实安全生产责任制。
建立安全应急预案体系,配备相应人员,准备好相应物料。
8.2施工前认真、详细、全面地进行安全技术交底,并要求每个参与作业人员均参加,交底结束后进行相关不清楚问题的解释,交底确认,然后作业。
8.3进入施工现场配戴好必要的安全用品,并牢固树立安全第一,预防为主的思想。
8.4特殊工种如电工、焊工、起重工、机运工等需持证上岗,随时接受检查.
8.5各工种在工长、班组长统一安排下,分工负责做好自己的安全工作,对自己需要用的工、机具线路等随时检查,发现隐患及时处理并上报。
8.6施工用电线、电缆、二次线要符合《施工现场临时用电安全技术规范》JGJ46-2005规定,由安全员和电工经常巡查,维护处理。
8.7高空作业人员要进行体检,作业人员的安全带一定要拴挂牢固后才准许作业,特别是电焊作业等,一定要设专人监护并按要求配备灭火器,确保安全。
8.8吊装作业设置警戒区域,由起重工统一指挥,专人监护。
起重指挥的信号、手势一定要清楚。
吊装作业用工作平台、吊绳具经常进行检查、更换、加固。
8.9施工过程尽量避免立体交叉作业,禁止高空抛物,高空作业必须系好安全带。
操作人员施工处要有临时操作平台,防止高空坠落。
8.10起重机械吊装作业严格执行“十不吊”,电焊、气焊严格执行“十不烧”。
8.11必须按规范规定使用钢丝绳,使用前、后和过程中仔细检查,必要时更换。
8.12升降料仓的时候,必须有起重经验的人员进行操作、并听从统一指挥。
8.13升到一定的高度后,料仓的支撑座必须用工字钢、铁板支撑好后,再进行传感器的安装。
8.14焊接传感器套件时,必须将传感器取出,焊机地线要跟随焊把线同时到达施工焊接处,避免击穿已经安装好的称重传感器。
8.15调试送电过程中必须要有专人进行监护,设备接
 升级会员
升级会员 