钣金折弯加工常见问题.docx
《钣金折弯加工常见问题.docx》由会员分享,可在线阅读,更多相关《钣金折弯加工常见问题.docx(8页珍藏版)》请在冰豆网上搜索。
钣金折弯加工常见问题
钣金折弯常见问题
(2)
1>﹐加工时产生滑料现像
原因分析﹕
1>﹐折弯选模时一般选(4—6)T的V槽宽。
当折弯的尺寸小于所选V槽宽的一半
时﹐就会产生滑料现象。
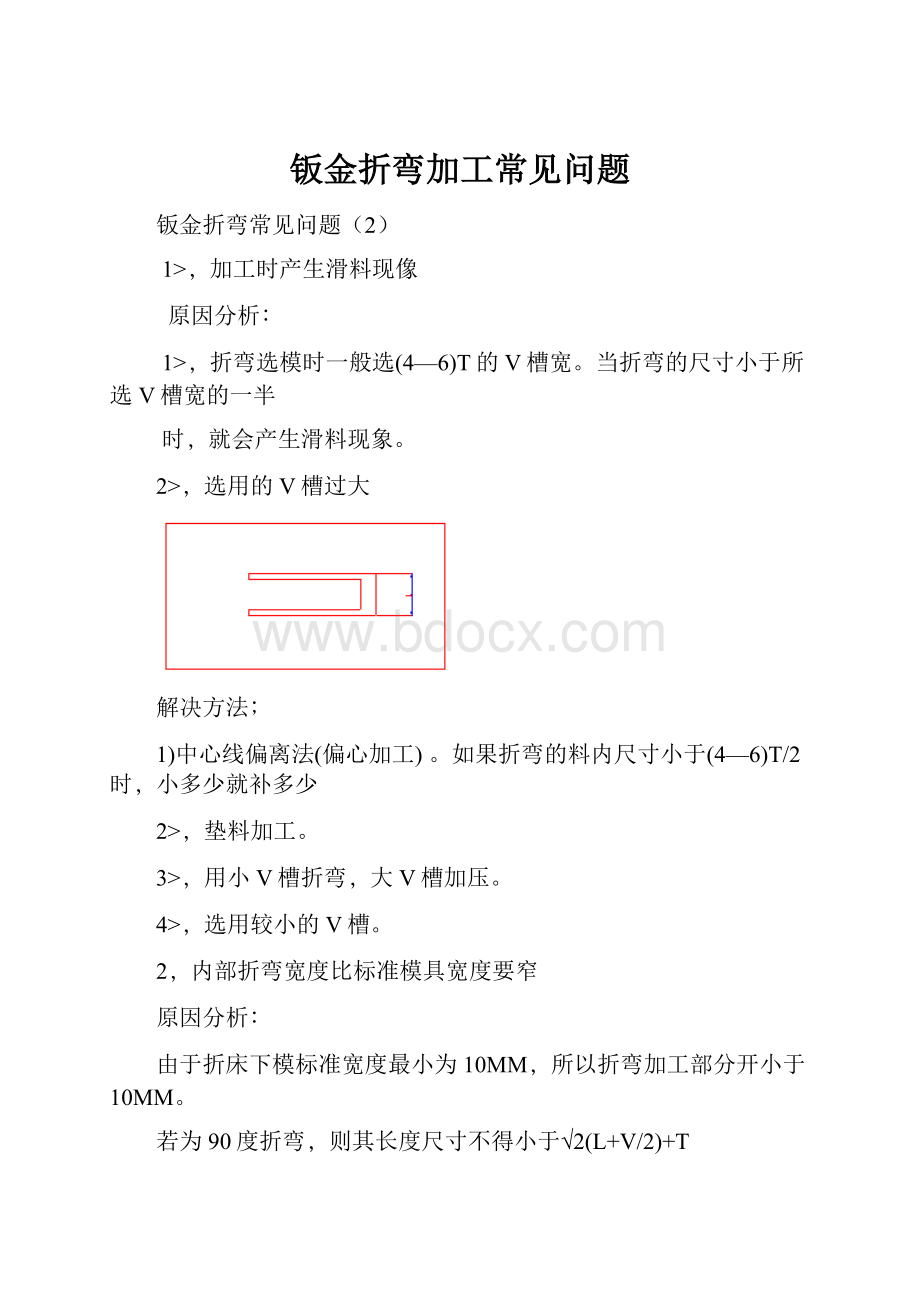
2>﹐选用的V槽过大
解决方法﹔
1)中心线偏离法(偏心加工)。
如果折弯的料内尺寸小于(4—6)T/2时﹐小多少就补多少
2>﹐垫料加工。
3>﹐用小V槽折弯﹐大V槽加压。
4>﹐选用较小的V槽。
2﹐内部折弯宽度比标准模具宽度要窄
原因分析﹕
由于折床下模标准宽度最小为10MM﹐所以折弯加工部分开小于10MM。
若为90度折弯﹐则其长度尺寸不得小于√2(L+V/2)+T
此类折弯﹐定要把模具固定在模座上(即除了向上方向的自由度未限制外)
避免模具的位移而导致工件报废或则造成安全事故。
解决方法﹕
1>﹐加大尺寸(要与客户协)﹐即增大内部折的宽度。
2>﹐易模加工
3>﹐修磨刀具(此举导致加工成本上升)
3﹐孔离折弯线太近﹐折弯会使孔拉料﹐翻料
原因分析﹕
假设孔离折弯线的距离为L﹐当L<(4---6)T/2时﹐孔就会拉料。
主要是因为折弯
过程中﹐受到力的拉伸使材料发生变形﹐从而产生拉料﹐翻料现象。
针对不同板厚﹐按照现有标准模具的槽宽﹐其最小L值如下表﹕
解决方法﹕
1>﹐增大尺寸﹐成形后修磨折边。
2>﹐将孔扩大至折弯线(必须对外观﹐功能无影响﹐且客户同意)。
3>﹐割线处理或压线处理
4>﹐模具偏心加工
5>﹐修改孔位尺寸
4﹐抽形边缘与折弯线距离L小﹐折弯后抽形处变形
原因分析﹕
当L<(4---6)T/2时﹐由于抽形与下模接触﹐折弯过程中﹐抽形受力而发生变形。
解决方法﹕
1>﹐割线处理或压线处理。
2>﹐修改抽形尺寸。
3>﹐采用特殊模具加工
4>﹐模具偏心加工
5﹐长死边压平后有翘起
原因分析﹕
由于死边较长﹐在压平时贴不紧﹐从而导致其端部压平后翘起。
﹔这种情况发生﹐与压平的位置有很大的关系﹐所以在压平时要注意压平的位置
解决方法﹕
1>﹐在折死边前先折一折翘角(见示意图)﹐而后压平。
2>﹐分多步压平﹕
------先压端部﹐使死边向下弯曲。
------压平根部。
注意﹕压平效果与操作者作业技能有关﹐故在压平时请留意实际情况。
6﹐大高度抽桥易断裂
原因分析﹕
1>﹐由于抽桥高度太高﹐材料拉伸严重导致断裂。
2>﹐易模棱角未修磨或修磨不够。
3>﹐材料的韧性太差或桥体太窄。
解决方法﹕
1>﹐在断裂的一边加长工艺孔。
2>﹐增大抽桥宽度。
3>﹐修磨易模R角﹐增大圆弧过渡。
4>﹐加润滑油于抽桥处。
(因此种方法会使工件表面脏污﹐故对AL件等无法采用)
7﹐易模加工时﹐加工尺寸会跑动
原因分析﹕
由于工件在加工过程中受到向前的挤压力﹐工件向前位移﹐导致前部的小翘角尺寸L加大。
解决方法﹕
1>﹐将图中的阴影部分磨掉。
一般是差多少就补多少。
2>﹐将易模自定位部分全部磨掉﹐改用后定规定位。
(如下图示)
8﹐下料总尺寸(指展开)偏小或偏大﹐与圆面不相符。
原因分析﹕
1>﹐工程展开错误。
2>﹐下料尺寸有误。
解决方法﹕
根据偏差方向上偏差总量及折弯刀数﹐计算出每折所分配的偏差。
如果计算出的分配公差在公差范围内﹐则该工件是可以允收的。
-----如果尺寸偏大﹐则可以用小V槽加工。
-----如果尺寸偏小﹐则可以用大V槽加工。
9﹐抽孔卯合后胀裂或卯合不紧﹐变形
原因分析﹕
1>﹐胀裂是由于抽孔冲子R角过小或翻边的毛刺太大。
2>﹐卯不紧是由于抽孔胀开不到位。
3>﹐变形存在孔错位或卯合方式不对造成。
解决方法﹕
1>﹐改选用大R角的冲子。
注意抽孔翻边时孔周围的毛刺。
2>﹐加大压力
色拉孔加大加深
改用大R角的冲子
3>﹐改变卯合方式及孔错位的原因法掘。
10﹐螺柱压卯歪斜或压卯后工件变形
原因分析﹕
1>﹐加工产品时没有断平工件。
2>﹐工件下表面受力不均匀或压力过大。
解决方法﹕
1>﹐压螺柱时要端平工件。
2>﹐制作支撑架。
3>﹐重新调整压力。
4>﹐加大下表面的受力范范围﹐减小上表面的施力范围。
11﹐段差后两边不平行
原因分析﹕
1>﹐模具未校正。
2>﹐上﹐下模垫片未调整好。
3>﹐上﹐下模面取选择不同。
解决方法﹕
1>﹐重新校对模具。
2>﹐增减垫片。
(具体调整方法见“段差加工技术”)
3>﹐模具偏心。
4>﹐更换面取﹐使上﹐下模的面取一样。
12﹐产品表面折痕太深
原因分析﹕
1>﹐下模V槽小
2>﹐下模V槽的R角小
3>﹐材质太软。
解决方法﹕
1>﹐采用大V槽加工
2>﹐使用大R角的模具加工
3>﹐垫料折弯(垫钢片或优力胶)
13﹐近折弯处在折弯后变形
原因分析﹕
折弯过程中机台运行快﹐工件变形过程中向上弯曲速度大于操作者手扶持工件运动的速度。
解决方法﹕
1>﹐降低机台运行速度
2>﹐增大操作者手扶持速度。
14﹐AL件折弯易产生裂纹
原因分析﹕
因AL材有特殊的晶体结构﹐在折弯时平行纹路方向易产生断裂。
解决方法﹕
1>﹐下料时﹐考虑将AL材旋转与折弯垂直方向切割(即使材料折弯方向与纹路垂直。
2>﹐加大上模R
 升级会员
升级会员 