机械加工工艺过程卡片跟工序卡.docx
《机械加工工艺过程卡片跟工序卡.docx》由会员分享,可在线阅读,更多相关《机械加工工艺过程卡片跟工序卡.docx(3页珍藏版)》请在冰豆网上搜索。
机械加工工艺过程卡片跟工序卡
连杆加工工艺过程卡片及工序卡
学生姓名届2013
学院(系)机械学院专业机械工程及自动化
指导教师职称副教授
天津理工大学
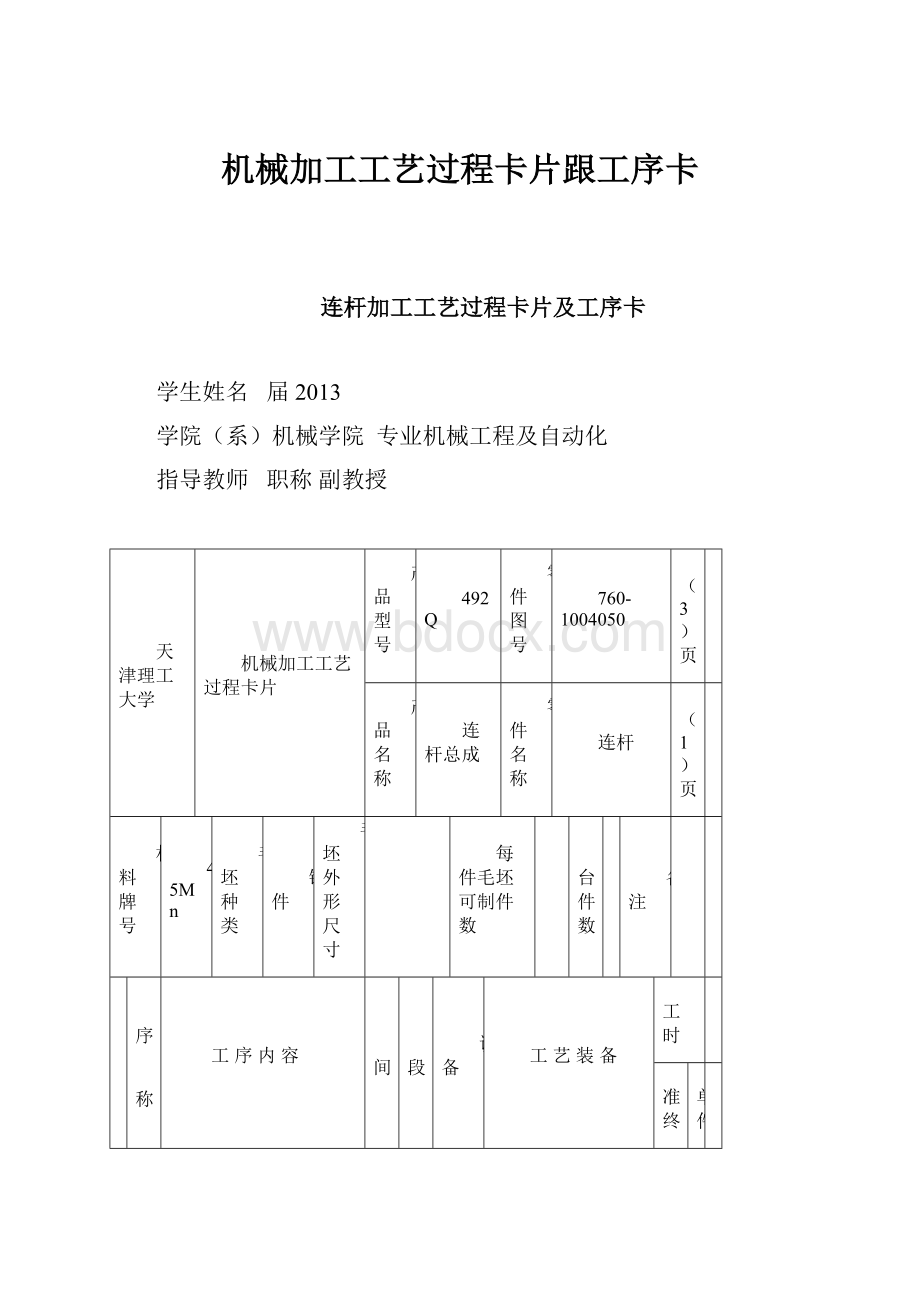
机械加工工艺过程卡片
产品型号
492Q
零件图号
760-1004050
共(3)页
产品名称
连杆总成
零件名称
连杆
第
(1)页
材料牌号
45Mn
毛坯种类
锻件
毛坯外形尺寸
每件毛坯可制件数
每台件数
4
备注
工
序
号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
外检
按毛坯图技术要求,抽检锻件毛坯
01
铣工
锻件毛坯,杆体按其平面厚度尺寸进行分组堆放
0.8
02
铣工
粗铣盖两大平面
端面铣床
J-01,D-01,卡尺
3.1
03
钳工
粗铣杆两大平面
X52
J-02,D-02,卡尺
3.1
04
钳工
钻小头孔
Z535
J-03,锥钻Φ24.5,卡尺
3
05
小头孔倒角
Z535
J-04,锥钻Φ28
0.96
06
磨工
粗磨杆盖两大平面
M7130
电磁吸盘,锉刀,研轮GB60ZRAP350×40×127,千分尺25~50,
杆2.17
盖2.5
07
车工
半精镗小头孔
镗床
J-05,D-05
内径表25~50,专检具
2
08
铣工
粗铣杆对口面
端面铣床
J-06,D-06,锉刀,专检具,卡尺
2.4
09
铣工
粗铣盖对口面
X51
平口虎钳,锉刀,卡尺
1.72
10
铣工
铣两侧定位面
端面铣床
J-07,D-07
千分尺75~100,锉刀
3
11
钳工
打号码
平口钳
4
字头,平口钳,榔头
1.5
12
车工
粗镗大头孔
车床
J-08,D-08,锉刀,卡尺
4.37
13
铣工
精铣杆盖对口面
X61W
J-09,D-09,锉刀,专检具
3.64
14
铣工
铣杆螺钉后端面及侧面
双轴立铣
J-10,D-10,锉刀,卡尺
3.64
15
铣工
铣盖螺钉后端面
车床
J-11,D-11,卡尺
3.64
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
 升级会员
升级会员 