检修前的准备.docx
《检修前的准备.docx》由会员分享,可在线阅读,更多相关《检修前的准备.docx(19页珍藏版)》请在冰豆网上搜索。
检修前的准备
检修前的准备
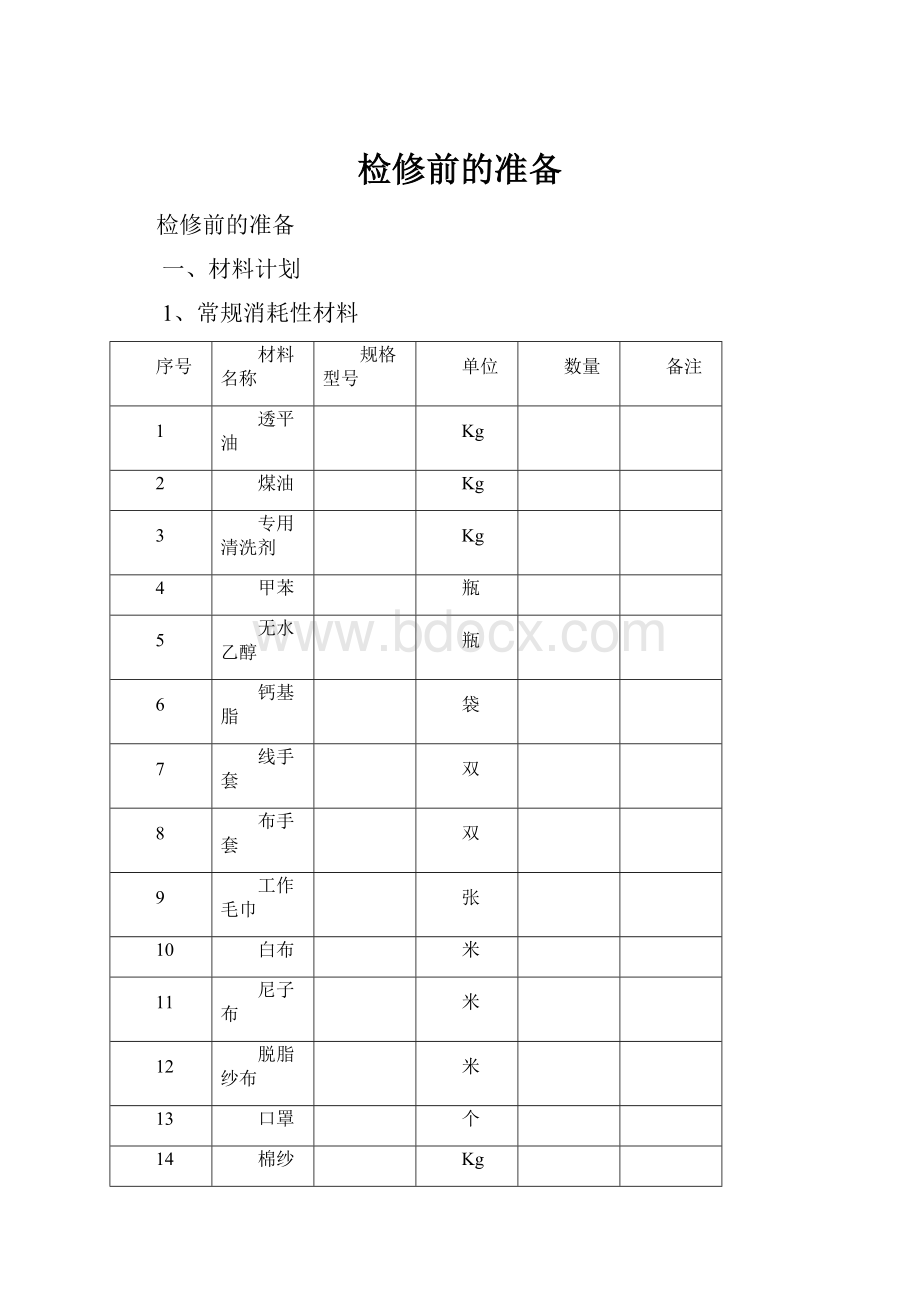
一、材料计划
1、常规消耗性材料
序号
材料名称
规格型号
单位
数量
备注
1
透平油
Kg
2
煤油
Kg
3
专用清洗剂
Kg
4
甲苯
瓶
5
无水乙醇
瓶
6
钙基脂
袋
7
线手套
双
8
布手套
双
9
工作毛巾
张
10
白布
米
11
尼子布
米
12
脱脂纱布
米
13
口罩
个
14
棉纱
Kg
15
粗壳纸
Kg
16
普通电焊条
3.2mm
Kg
17
普通电焊条
2.5mm
Kg
18
507电焊条
3.2mm
Kg
19
不锈钢电焊条
3.2mm
Kg
20
氧气
瓶
21
乙炔
瓶
22
耐油胶皮
5mm
Kg
23
防锈漆
Kg
24
普通油漆
Kg
黄、绿、红
25
高压绝缘磁漆
Kg
26
油漆刷
2#-3#
把
27
钢丝刷
把
28
千叶片
100mm
片
29
切割片
100mm
片
30
钢丝砂轮
100mm
个
31
磨光片
100mm
片
32
磨头
各型
个
33
研磨膏
Kg
34
化猪油
Kg
35
钢锯条
张
36
粘得牢
厅
37
滤油纸
240*240
张
38
密封胶
支
39
元丝
8#
Kg
40
记号笔
支
41
紫铜皮
0.02mm
Kg
42
紫铜皮
0.03mm
Kg
43
紫铜皮
0.05mm
Kg
44
紫铜皮
0.08mm
Kg
45
紫铜皮
0.1mm
Kg
46
紫铜皮
0.15mm
Kg
47
紫铜皮
0.2mm
Kg
48
电炉丝
2KW
根
49
电炉盘
2KW
个
50
防水胶带
圈
51
洗衣粉
袋
52
白纱带
圈
53
黄蜡导管
根
54
花线
米
55
铜芯护套线
米
56
铝芯护套线
米
57
生料带
圈
58
多用插座
个
59
行灯架子
个
60
行灯灯泡
36W
颗
61
砂纸
00#
张
62
金相砂纸
张
63
水磨砂纸
张
64
双面油石
块
65
焊锡丝
圈
66
松香
Kg
67
麻丝
Kg
68
青壳纸
张
69
尼龙扎带
包
70
扫帚
把
71
帚帕
把
72
相色带
圈
73
玻璃丝带
圈
74
弹性橡胶圆
4mm
Kg
75
弹性橡胶圆
6mm
Kg
76
弹性橡胶圆
8mm
Kg
77
弹性橡胶圆
10mm
Kg
78
测温屏蔽线
2*1.5
米
79
导电膏
支
80
碘钨灯管
1000W
根
81
普通石棉板
3-5mm
kg
82
高压石棉板
3-5mm
kg
83
精磨油石
块
84
绝缘板
3mm
米
85
环氧树脂
kg
86
石棉盘根
kg
87
羊毛毡
kg
88
红丹粉
kg
89
蜡纸
筒
90
碳精棒
5mm
kg
91
铜焊条
根
92
硼砂
kg
2、机组备品备件
序号
备件名称
规格型号
单位
数量
备注
1
主轴密封圈
3S4596
个
1
2
推拉杆轴套
Φ764S7661
个
2
3
推拉杆轴套
Φ704S3011
个
2
4
控制环平面抗磨板
4S9872
块
8
5
控制环立面抗磨板
4S9873
块
8
6
套筒抗磨环
4S9881
个
20
7
导叶连扳轴套
Φ45/354S12821
个
40
8
制动闸块
块
4
9
不锈钢一字螺栓
M8*25
颗
100
10
铜热电阻
Cu50,100mm
只
10
11
铜热电阻
Cu50,200mm
只
5
12
可控硅
KP7600-12
只
4
13
抗磨板
560/375*153S4597
个
1
14
碳刷
D17225*32*60
只
30
15
O型密封圈
Φ140*5.7
只
20
16
O型密封圈
Φ90*5.7
只
20
17
O型密封圈
Φ80*5.7
只
20
18
O型密封圈
Φ120*5.7
只
20
19
各型螺栓
查阅图纸
3、特殊工件:
特殊检修、技改项目中需厂家加工提供的备件和采购的备件,临时加工件。
4、材料准备的时间节点
4.1特殊工件:
事前与生技处沟通,如果铁定了的检修项目(特殊),应提前与厂家沟通,说明技术要求和技术尺寸,要求在规定的时间内供货,不得延误工期,临时加工件应在设备处理阶段前期清理统计,尽量统一加工并确定加工工期,不影响回装。
4.2备品备件:
按平时建立的备品备件档案和库存定额,在检修前2个月进行一次清理,对缺失的进行补充;库存定额没有的,按批复后的实际需要材料计划进行准备,在检修前10天内到位。
4.3常规消耗性材料:
提前一个月与财供处库房进行沟通,按需求量提供所需材料清单,由他们进行采购准备,在检修前5天领用到位。
5、注意事项:
材料计划在类别及数量上应尽量考虑周全,既不能造成浪费,也不能因材料的不济影响工期,或因考虑不周经常性地报采购计划,增加财供处的采购负担及成本。
二、工器具的准备
1、常规工器具
1.1在检修前1个月对所配备工器具进行清理归类(一般拆卸工具、电动工具、测量工具、起重工具等),按实际需要进行补齐。
1.2按上、下、水导分三个组,建议设置3个工具柜,分类配备(按各部位工作需要)一些常规拆卸工具(如活动扳手、叉子、梅花、榔头等),由各小组负责人进行管理,以减轻工具保管总负责人的负担。
2、专用工器具
2.1指只适合于拆装本机组设备的专用工器具(如拔推力头配套工具、解轴工具、盘车工具、起吊转子工具、专用钢丝绳、卸扣、吊环、顶瓦螺栓、专用工装等)。
2.2该类工器具应设置专用库房进行管理存放,建档登记,在检修结束后进行归类归位管理,保证齐全完好,在检修前一个月进行清理核对。
3、测量、试验器具
3.1机械测量工具:
合像水平仪、框式水平仪、百分表、内外径游标卡尺、深度游标卡尺、外径千分尺、内径千分尺、内外卡规、塞尺、钢直尺、角尺等。
3.2电气试验器具:
根据检修调试项目由修试厂负责提供。
三、人员准备
1、成立检修项目部,项目部具体人员结构如下:
项目经理:
1人
机械技术负责人:
1人
电气技术负责人:
1人
安全负责人:
1人
机械检修人员:
12人(上、下、水导组各4人,包括小组负责人)
电气检修人员:
4人
工具保管:
1人
2、特殊工种人员
2.1取证起重工:
2人(行车司机、司索各1人)
2.2电焊工:
2人(至少1人取证,能焊补转轮及锥管)
四、检修项目计划
序号
部件名称
标准项目
特殊项目
一
定子
1.定子机座和铁芯检查
2.定子绕组端部及其支持环检查,齿压板修理
3.定子绕组及槽口部位检查,槽楔松动修理(不超过槽楔总数的1/4)
4.挡风板,灭火装置检查修理
5.上、下盖板检查
6.电气预防性试验
7.定子机座组合螺栓、基础螺栓、销钉及焊缝检查
8.汇流排检查
1.绕组更换
2.铁芯重叠
3.齿压板更换
4.端部接头、垫块及绑线全面处理,支持环更换
5.分瓣定子合缝处理,定子椭圆度处理
6.绕组防晕处理
7.吊出转子检查和处理,定子槽楔检查和清扫通风沟
8.机组中心测定检查
9.定子清扫喷漆
二
转子及主轴
1.发电机空气间隙测量
2.转子支架焊缝检查,组合螺栓、磁轭键、磁轭卡键检查
3.磁极、磁极键、磁极接头、阻尼环,转子风扇检查,高速发电机极间撑块检查
4.转子各部(包括通风沟)清扫
5.制动环及其挡块检查
6.机组轴线检查调整(包括受油器操作油管)
7.集电环炭刷装置及引线检查、调整
8.电气预防性试验及轴电压测量
9.转子过电压保护设备及灭磁开关检查、试验
1.转子磁轭重新叠片
2.磁轭下沉处理
3.磁极键修理
4.转子圆度及磁极标高测定,调整
5.磁极绕组、引线或阻尼绕组更换
6.磁极绕组匝间绝缘处理
7.集电环车削或更换
8.转子动平衡试验
9.处理制动环磨损
10.转子喷漆
三
轴承
1.推力轴承转动部分、轴承座及油槽检查
2.推力轴承支承结构检查试验、受力调整
3.镜板及轴领表面修理检查
4.轴瓦检查及修刮,巴氏合金推力瓦瓦面找平及破点
5.弹性金属塑料瓦表面检查,磨损量测量
6.导轴瓦间隙测量、调整,导轴承(包括轴领)各部检查,清扫
7.轴承绝缘检查处理
8.轴承温度计拆装试验,绝缘电阻测量
9.润滑油处理
10.油冷却器检查和水压试验,油、水管道清扫和水压试验
11.高压油顶起装置清扫检查
12.各轴承瓦抗重螺栓及丝套检查、修理
1.镜板研磨
2.轴瓦更换
3.油冷却器更换
4.推力头、卡环、镜板检查处理
5.推力油槽密封结构改进
四
机架
1.机架各部检查清扫,经向千斤顶检查、调整
1.机架组合面处理
2.机架中心水平调整
五
通风冷却系统
1.空气冷却器检查清扫及水压试验,风洞盖板及挡风板检查
2.管道阀门检修及水压试验
1.更换冷却器或铜管
六
制动系统
1.制动器闸板与制动环间隙测量与调整
2.制动闸板更换
3.制动器分解检修及耐压试验
4.制动系统油、气管路、阀门检修及压力试验
5.制动系统模拟试验
6.制动系统电气回路校验、开关检修
7.吸尘系统检查
1.制动器更换或结构部件改进
七
永磁发电机和转速装置(包括转速继电器)
1.永磁发电机空气间隙测量,绝缘电阻测量
2.永磁发电机检查、清扫,轴承加油,传动机构检查
3.永磁机转子磁场强度测量
4.永磁发电机转速电压特性测定
5.转速装置检查、校验或更换
6.齿盘测速装置检查,探头距离调整
1.永磁发电机抽出转子检修
2.永磁发电机轴承更换
八
励磁系统
(一)励磁机
1.空气间隙测量,调整
2.励磁机各部及引线检查清扫
3.炭刷装置检查、调整
4.励磁机整流子圆度测量,云母槽修刮
5.励磁回路各元件清扫、检查、电气性能试验
6.励磁机槽楔松动处理
7.励磁机摆度测量和调整
8.励磁机空载及负荷特性试验
1.励磁机整流子车削涂镀
2.励磁机磁极或电枢绕组更换
3.励磁机电枢绕组搪头重焊,绑线重扎
4.励磁机主极换向极距离调整
5.大功率整流元件更换
(二)晶闸管励磁装置
1.装置清扫、外观检查
2.电压互感器、电流互感器、自用变压器、整流变压器及串、并联变压器检查试验
3.调节器柜、功率柜、灭磁柜、各插板和元件等检查试验
4.检查并校验各继电器、接触器以及二次回路检查耐压试验
5.风机检查
6.回路模拟、空载及带负荷工况下试验,直流波形测试
1.晶闸管励磁装置部件的改装,更换配线
2.串联变压器及并联变压器大修
九
水轮机
1.主轴密封间隙检查、测量,密封圈更换;抗磨板厚度测量,工作面车削。
2.导水机构导叶立面、端面间隙检查调整。
3.尾水锥管、底环、导叶、转轮气蚀部位焊补打磨、修复。
4.尾水及顶盖补气装置检查修理。
5.水轮机非工作面及机坑里衬锈蚀部位除锈刷漆。
6.主轴密封润滑水管路检查修理
7.导叶套筒抗磨环更换,密封圈更换
1、更换转轮
2、更换导叶及导水机构调整
3、更换导叶套筒尼龙套,导叶连扳尼龙套
4、抗磨板更换
十
调速系统
1.双滤油器滤芯清洗更换
2.润滑油过滤或更换,集油箱清扫
3.电气控制部分清扫及外观检查
4.机械液压系统漏油检查及密封更换
5.油压系统闸阀漏油、漏气检查处理,压力表校验更换,安全阀调试
6.油泵电机轴承检查更换,控制回路检查维护
7.调速轴拐臂轴套加润滑油,导水机构机械死区检查,静特性试验
1.接力器密封更换
十一
其他
1.自动控制元件和操作系统,保护盘检
查,保护装置校验
2.出口断路器电气预防性试验及各项特性试验(断口耐压、真空度测试、回路电阻测试、同期性测试、分合闸时间测试、低跳低合电压测试),其操动机构检查维护。
3.出口电缆电气预防性试验
4.各种表计检查、校验
5.消弧绕组、电压互感器、电流互感器等设备的预防性试验和检修,绝缘油简化分析
6.油、水、气管路系统检修
7.大轴中心补气装置检查修理
十二
机组整体试运行
1.充水、空载、短路、升压及带负荷试验
2.机组各部振动、摆度测量、各部温升情况检查
3.机组频率空摆、空扰试验
4.励磁特性试验
5.甩负荷试验
1.发电机电气参数测量
2.发电机通风试验
五、工期计划
1、无重大特殊检修项目的常规性大修总工期控制在28天,有特殊项目时根据实际情况延长工期(主要发生在设备处理阶段).
2、工期的控制
2.1检修动员会和修前测试尽量安排在正式检修前一天进行。
2.2拆机阶段控制在6天。
2.3设备处理阶段控制在10天。
2.4盘车前的回装准备阶段控制在3天。
2.5盘车阶段控制在4天。
2.6打受力定中心控制在1天。
2.7全面回装及试机阶段控制在4天。
2.8项目负责人可根据各阶段实际实施情况适当安排加班或休假,保证能够按工期计划施工。
如遇特殊情况需要延长工期,应提前4-5天与调度和公司沟通,申请延长工期。
3、绘制简单的进度计划网络图
进度计划网络图
时间
施工项目
月份
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
拆机
设备处理
盘车前
回装准备
盘车
打受力、
定中心
全面回装
及试机
 升级会员
升级会员 