《焊接工艺规程》word版.docx
《《焊接工艺规程》word版.docx》由会员分享,可在线阅读,更多相关《《焊接工艺规程》word版.docx(108页珍藏版)》请在冰豆网上搜索。
《焊接工艺规程》word版
四、要求:
详见《电网钢管结构焊工资格培训考核大纲》。
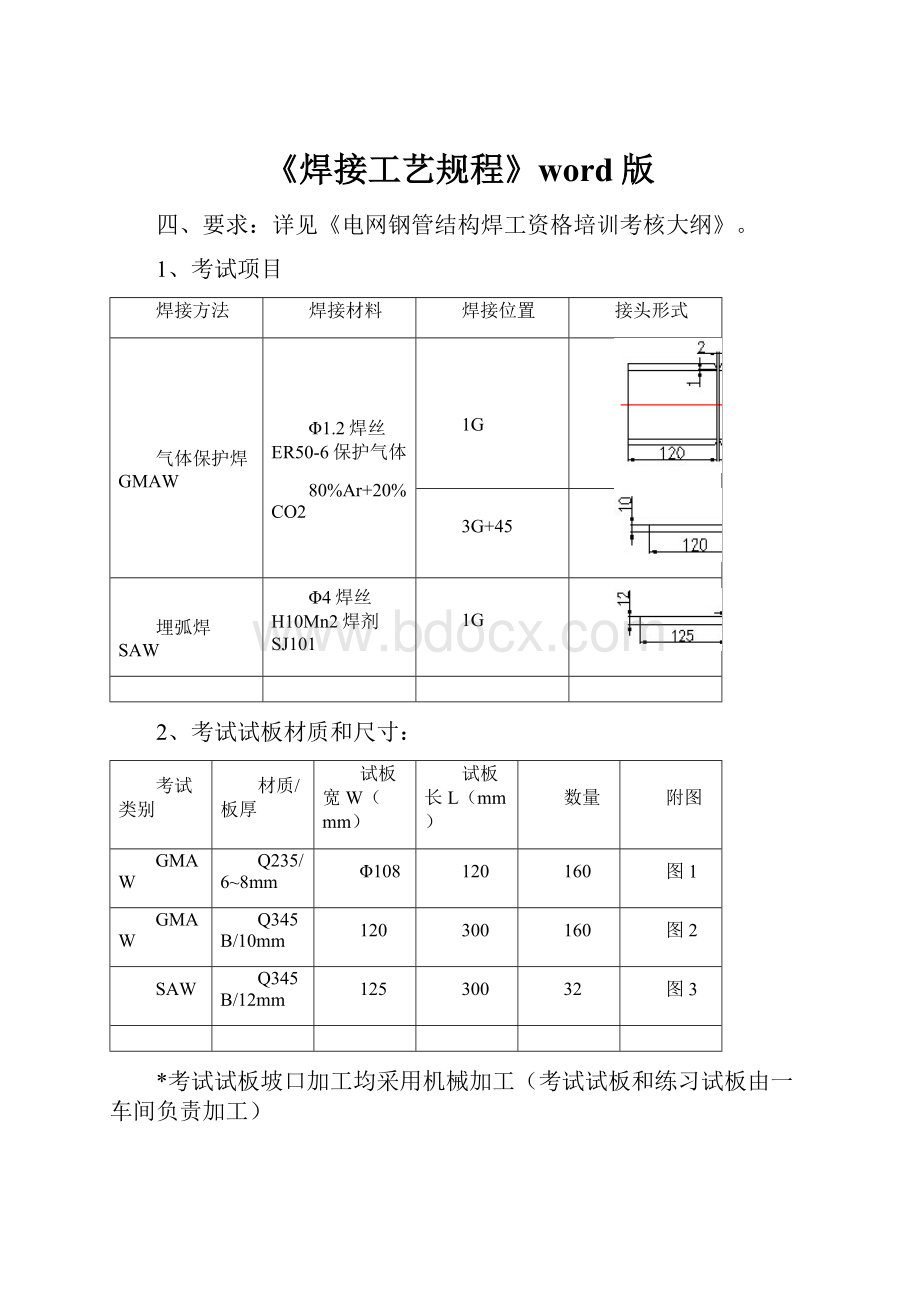
1、考试项目
焊接方法
焊接材料
焊接位置
接头形式
气体保护焊GMAW
Φ1.2焊丝ER50-6保护气体
80%Ar+20%CO2
1G
3G+45
埋弧焊SAW
Φ4焊丝H10Mn2焊剂SJ101
1G
2、考试试板材质和尺寸:
考试类别
材质/板厚
试板宽W(mm)
试板长L(mm)
数量
附图
GMAW
Q235/6~8mm
Φ108
120
160
图1
GMAW
Q345B/10mm
120
300
160
图2
SAW
Q345B/12mm
125
300
32
图3
*考试试板坡口加工均采用机械加工(考试试板和练习试板由一车间负责加工)
*练习试板坡口加工,可采用火焰切割+砂轮打磨。
图1和图2练习试板数量按5倍以上准备。
内部焊工考试试板
1、内部焊工考试,采用3个类型的试板。
评定:
内部X光拍片+外观+焊缝尺寸评定:
外观+焊缝尺寸评定:
外观+焊缝尺寸
材质
试板宽/mm
试板长/mm
数量
附图
备注
Q345/10mm
75
150
1
图1
等离子下料、外协加工
Q345/10mm
75
150
1
图2
等离子下料、外协加工
Q345/6mm
50
170
1
图3
等离子下料
Q345/14mm
80
200
2
图4
按图下料后,只需加工30块
Φ89x4钢管(Q235)或Φ114x4钢管
长度=100
1
锯切,割好相贯线
长度=200
1
锯切
图1图2图3图4
超大法兰杆体装焊工艺
编制:
日期:
批准:
日期:
宁波鲍家变订单号N09061703-9,SSGZ1-33钢管杆(G段),
温州电力订单号N09082006-9,SSGZJ-18钢管杆(E段),下法兰超出锌缸宽度50~70mm,
上述两杆体下法兰(如下图)两侧切边后与杆体的焊接,镀锌后再将两侧切边部分焊接。
具体要求如下:
1、下法兰按图纸要求完成下料和孔加工后,在按图纸要求进行两侧切边,切边时必须严格控制尺寸2730±2mm,且保证两侧平行。
法兰切边坡口如图。
2、下法兰与杆体装配时,SSGZ1-33(G段)下法兰切边拼缝与横担基本平行;SSGZJ-18(E段)下法兰切边拼缝与横担基本垂直。
3、下法兰拼缝区域的加强筋也镀锌后焊接。
4、拼缝区域的加强筋、法兰切边焊接区域做上标识,在送镀锌前涂上油漆,一起随杆体送热镀锌。
5、杆体、法兰切边、加强筋镀锌回厂检验合格后、将法兰焊接区域和加强筋焊接区域,法兰与加强焊接区域,进行严格的打磨清理后进行装配和焊接。
6、装配时,保证法兰切边与法兰装配齐平,焊接时应控制焊接变形,不允许存在错边和角变形。
7、焊接合格后,对焊接区域打磨清理,经检验合格后进行防腐处理。
防腐处理要求:
对焊接区域先涂环氧富锌底漆2道,干膜厚度80μm。
待油漆干后,再喷锌处理,保证颜色基本一致
文件分发记录
部门
生产部
品保部
签名、日期
超大法兰杆体装焊工艺
编制:
日期:
批准:
日期:
宁波鲍家变订单号N09061703-1,SSGZJ-24钢管杆(F段)和订单号N09061703-3,SSGZJ-27钢管杆(G段),订单号N09061703-5,SSGZ2-27钢管杆(G段);
温州电力订单号N09082006-1,SSGJ9-27钢管杆(F段)和订单号N09082006-3,SSGJ9-24钢管杆(E段),订单号N09082006-5,SSGJ9-21钢管杆(E段),下法兰超出锌缸宽度,因此,上述杆体下法兰与杆体的焊接应在镀锌后进行。
上述钢管下料法兰装焊要求如下:
参照09LYGY-09001进行。
1、下法兰试装确定杆体尺寸和加强筋位置后,将杆体与法兰焊接区域(杆体底部内外各50mm左右),做上标识(要求能保证镀锌后再装配),并在送镀锌前涂上油漆,具体根据试装确定。
2、杆体与加强筋焊接区域(根据加强筋厚度和高度确定),做上标识,并在送镀锌前涂上油漆,具体位置根据试装确定。
3、将法兰与杆体焊接区域50mm左右,法兰与加强筋焊接区域,做上标识,并在送镀锌前涂上油漆,具体位置根据试装确定。
4、将加强筋两边两侧与杆体和法兰焊接区域各30mm,做上标识,并在送镀锌前涂上油漆,并将加强筋边缘钻Φ10.5镀锌孔一个。
5、杆体、法兰、加强筋黑件检验合格,且按上述要求在焊接区域涂上油漆后,一起送热镀锌。
6、杆体、法兰、加强筋镀锌回厂检验合格后,将杆体与法兰焊接区域和杆体与加强筋焊接区域,法兰与杆体焊接区域,法兰与加强筋焊接区域,进行严格的打磨清理后进行装配和焊接。
7、焊接检验合格后,对焊接区域进行打磨清理,经检验合格后进行防腐处理。
8、防腐处理要求:
对焊接区域先涂环氧富锌底漆2道,干膜厚度80μm。
9、待油漆干后,再喷漆处理,保证颜色基本一致。
文件分发记录
部门
生产部
品保部
签名、日期
焊接工艺试验计划
(2014)焊试-01
编制:
日期:
一、试验目的:
Ah32与Q345B,Ah32与SM490,SM490与Q345B;Q500+Q500焊接工艺评定。
二、试验项目:
编号
母材
接头形式
焊接方法
焊接材料
01
Ah32与Q345B
埋弧焊SAW
Φ2.4,H10Mn2+SJ101
02
Ah32与SM490
03
SM490与Q345B
04
Q500+Q500
I型坡口
埋弧焊SAW
Φ2.4,H08MnMoA+SJ101
05
Q500+Q500
GMAW
Φ1.2,ER55-G
三、试板的取样及加工要求(试板准备和加工,由一车间负责):
注意取样方向与轧制方向,如图1尺寸要求如下表。
Q500已经下料
*特别注意做好材料标识,钢板上用记号笔写上材质“Q345B”、“SM490”、“Ah32”,以免混淆。
材料
厚度/mm
宽度/mm
长度/mm
数量
附图
Q345B
16
120
500
6
图1
SM490
16
120
500
3
Ah32
16
120
500
3
Q500
8
120
500
2
图2
四、试板焊接:
所有试板均为对接熔透焊(双面焊),正面焊接完成后,背面采用砂轮打磨或碳弧气刨清根,焊接完成后按上述编号打上钢印。
焊接工艺参数,按焊接工艺评定指导书,焊工再焊过程作好记录,品保部质检员做好跟踪和检验记录。
焊接完的试板,一半做试验,一半先镀锌后,再自己检测。
五、试板检验:
根据JGJ81-2002建筑钢结构技术规程
外观检验
无损探伤
机械性能试验
√
超声波
2个拉伸,2个面弯、2个背弯,6个冲击(焊缝和热影响区各3个)
六、时间要求:
1
车间完成试板下料(Q345B,Ah32与SM490要有材质证明书);
2外协完成试板坡口加工;
3车间完成试板焊接;
4品保部完成焊接后检验和检测试验(力学实验送外检测)。
焊接工艺试验计划
(2014)焊试-01
编制:
日期:
一、试验目的:
意大利项目,ASTMA572GR65焊接工艺试验。
二、试验项目:
编号
母材
接头形式
焊接方法
焊接材料
01
GR65+GR65
t=14
埋弧焊SAW
Φ2.4/1.6
H08MnMoA+SJ101
02
GR65+GR65
t=14
埋弧焊SAW
Φ2.4/1.6
H08MnMoA+SJ101
三、试板的取样及加工要求(试板准备和加工,由一车间负责):
注意取样方向与轧制方向,如图1尺寸要求如下表。
材料
厚度/mm
宽度/mm
长度/mm
数量
附图
GR65
14
120
500
2
图1
GR65
14
120
500
2
图2
四、试板焊接参数记录:
所有试板均为对接熔透焊(双面焊),正面焊接完成后,背面采用砂轮打磨或碳弧气刨清根,焊接完成后按上述编号打上钢印。
两块试板焊接工艺参数基本一致,品保部质检员做好跟踪和检验记录。
焊丝直径/mm
电弧电压V
频率(焊接速度)
正面参数
背面参数
五、试板检验:
试板焊接完,进行外观和超声波检验,并取样拉伸4个,其中在01#平板取2个拉伸,自己做试验;在02#试板件取2个试样,交客户(客户的试样宽度按30mm),自己试验按JGJ81-2002建筑钢结构焊接技术规范。
(注意避开缺陷取样)
外观检验
无损探伤
机械性能试验
√
超声波
2个拉伸
六、时间要求
车间完成试板下料(要有材质证明书);
外协完成试板坡口加工;
车间完成试板焊接;
品保部完成焊接后检验和检测试验,并加工好交客户的试样。
江苏国华管塔有限公司
焊接工艺文件汇编
编制:
日期:
焊接工艺文件目录
序号
文件名称
编号
页数
1
钢管杆产品焊接工艺规程
8
2
焊接工艺卡
LY-SAW-01
1
3
焊接工艺卡
LY-SAW-02
1
4
焊接工艺卡
LY-SAW-03
1
5
焊接工艺卡
LY-SAW-04
1
6
焊接工艺卡
LY-SAW-05
1
7
焊接工艺卡
LY-SAW-06
1
8
焊接工艺卡
LY-GMAW-01
1
9
焊接工艺卡
LY-GMAW-02
1
10
焊接工艺卡
LY-GMAW-03
1
11
焊接工艺卡
LY-GMAW-04
1
12
焊接工艺卡
LY-GMAW-05
1
13
焊接工艺卡
LY-GMAW-06
1
14
焊接工艺卡
LY-GMAW-07
1
15
焊接工艺卡
LY-GMAW-08
1
16
1
17
1
18
19
20
21
22
23
24
25
26
焊接工艺卡
编制:
日期:
批准:
日期:
1、目的
指导焊接施工,实现对接过程的控制。
2、适用范围
2.1适用于碳素结构钢、优质碳素结构钢、低合金高强度钢的焊接。
2.2适用于收工电弧焊、气体保护焊、埋弧焊等焊接方法。
2.3适用输电线路钢管杆、钢管塔和变电构架;通讯杆、高灯杆、灯杆等产品的焊接。
有特殊要求的订单,超高压线路工程等,按特殊焊接工艺执行。
3、遵循和引用标准
DL/T646-2006 输电线路钢管杆制造技术条件
Q/GDWXXX- 输电杆塔Q420高强钢焊接及热加工技术规程(报批稿)
JGJ81-2002 建筑钢结构焊接技术规程
AWSD1.1-2002 钢结构焊接规范
GB50205-2001 钢结构工程施工及验收规范
YD/T5132-2005 移动通信工程钢塔桅结构验收规范
GB11345-1989 钢焊缝手工超声波探伤方法和探伤结果分级
4、人员职责及要求
4.1对焊工的要求
a.焊工应通过理论和操作技能培训,经考核或考试取得上岗证,才能从事产品的焊接。
b.焊工应遵守焊接工艺规程和焊接工艺卡及作业指导书要求,落实工艺保证措施。
4.2检验员的职责
a.检验焊接材料的正确性和使用情况。
b.检查焊缝坡口及焊件装配质量,检查待焊部位的清理情况。
c.检查焊工执行工艺情况。
d.检查焊缝外观质量,填写焊接检验记录。
4.3无损探伤人员的要求
a.无损探伤人必须经过专门的理论和技术培训,并取得国家有关部门颁发的与其工作相适应的资格证书。
b.无损探伤人员应正确确定无损检验部位,对缺陷的位置、尺寸和性质做出准确判断,并出具由II级以上无损探伤人员签字的检验报告。
4.4焊接工程师职责
a.掌握工程概况,熟悉并正确运用有关标准。
b.负责编制焊接工艺评定计划,落实工艺评定。
填写工艺评定报告,整理焊接技术资料。
c.负责制定焊接工艺规程和焊接工艺卡片。
d.负责宣贯焊接工艺,提出焊接质量问题的处理意见或编制焊缝返修工艺。
e.进行技术指导和工艺监督。
f.主持焊工培训和考试,参与焊接设备的选型及鉴定。
焊接工艺卡
5、焊接设备
5.1焊接设备必须具有参数稳定,调节灵活和安全可靠等性能,并能满足焊接工艺要求。
5.2焊接设备上的电流表、电压表及规范参数调节装置应定期检定。
6、焊接材料
6.1焊材的选用与采购按下表1.
采购焊接材料时,必须索取焊接材料的质量合格证明书。
表1:
母材 方法
手工电弧焊
气体保护焊
埋弧焊(焊丝+焊剂)
I类
Q235
GBE4303
焊条Φ3.2、Φ4.0
GBER50-6(*注1)AWSER70S-6
焊条Φ1.2、Φ1.6
薄板、无坡口(小杆):
H08MnA+SJ501
中厚板、有坡口(大杆):
H10Mn2+SJ101
焊丝Φ1.6、Φ2.4、Φ3.2、Φ4.0
Ⅱ类
Q345、Q390、A572、GR50
GBE5016AWSE7016
焊条Φ3.2、Φ4.0
Ⅲ类
Q420、Q460、A572、GR65
GBE5516(*注2)
AWSE8016
焊条Φ3.2、Φ4.0
GBER55-G(*注2)AWSER80S-G
焊条Φ1.2、Φ1.6
H10Mn2+SJ101
焊丝Φ1.6、Φ2.4、Φ3.2、Φ4.0
*注1:
Ⅲ类材料与Ⅱ类材料焊接,Ⅲ类材料与I类材料焊接,气体保护焊采用GBER50-6焊丝。
*注2:
Ⅲ类材料与Ⅲ类材料焊接和补焊,手工电弧焊采用GBE5516,气体保护焊采用GBER55-G。
6.2焊接材料的检验:
焊接材料进厂时,应按相应标准检查验收,无质量说明书或质量证书内容不完整的,应经复检或检验鉴定合格后方能使用。
6.3焊材的贮存、发放和烘干,按下列要求执行。
a.焊材的保管和发放应设专人负责,并应有详细记录。
b.各类焊材必须分类、分牌号堆放避免混乱。
c.焊材必须存放在较干燥的焊材库内,库内温度5℃以上,相对湿度<60%。
d.焊条必须离地面高300mm,离墙壁300mm以上存放,以免受潮。
e.焊条、焊剂使用前必须按使用说明书规定烘干。
烘干的焊条应保存在100℃~200℃的恒温箱中,随用随取。
7、施焊环境
7.1雨天和雪天的露天施焊;施焊场地风速手工电弧焊超过8m/s、气体保护焊超过2m/s;相对湿度>90%,应采取有效防护措施,否则不得施焊。
7.2当环境温度低于5℃时,施焊前始焊处100mm范围至少预热20℃以上,具体按焊接预热规定执行。
7.3Q420高强度钢等Ⅲ类材料,当环境温度低于5℃时,预热温度应控制到50~80℃。
焊接工艺卡
8、焊接接头与坡口形式的确定
8.1一般情况下,钢板不允许拼接。
若需拼接,必须严格按焊接工艺卡要求执行。
拼接焊焊缝焊接完成后,应进行焊接外观检验和内部无损探伤检验,合格后方可使用。
8.2钢板拼接可采用气体保护焊或埋弧焊,根据钢板厚度不同,采用不同坡口形式。
采用气体保护焊时,厚度3~6mm,采用I型坡口;厚度8~18mm,采用单面V型坡口;厚度≥20mm,采用双面X型坡口;均留2~3mm间隙。
正面焊接完成后,焊接背面焊缝前,先采用砂轮清磨焊根或采用碳弧气刨清根。
详见焊接工艺卡LY-GMAW-07、LY-GMAW-08。
8.3通常杆体或钢管是不允许对接的。
罗圩对接,必须严格按焊接工艺卡要求执行。
拼接焊缝焊接完成后,应进行焊缝外观检验和内部无损探伤检验,合格后方可使用。
8.4钢管对接方法采用气体保护焊,采用单面V型坡口;留6mm间隙。
详见焊接工艺卡LY-GMAW-06。
8.5灯杆、电车杆主杆不加工坡口(I型坡口),折弯成型后埋弧焊,气装配间隙b=0~1mm。
详见焊接工艺卡LY-SAW-05/06。
8.6通常输电线路钢管杆、通讯杆、高杆灯的主杆焊缝不加工坡口(I型坡口),经折弯成型,合口后埋弧焊;当主杆壁厚t≥12mm时,采用砂轮倒角使其成V型坡口,单面坡口角度30°±2.5°,坡口深度4mm,合口后再用埋弧焊。
详见焊接工艺卡LY-SAW-01/03。
8.7输电线路钢管杆、通讯杆、高杆灯的杆体主焊缝,一般采用大型或中型埋弧焊机焊接,当杆体外径大于2m时,采用架子埋弧焊机焊接。
详见焊接工艺卡LY-SAW-02/04。
8.8通常情况下,杆体主焊缝为部分熔透焊缝,主焊缝的有效厚度S≥母材壁厚的60%;主杆为插接杆时,外套管插接部位纵向焊缝设计长度加200的焊缝为全熔透一级焊缝。
当图纸或技术协议有要求时,按图纸或技术协议执行。
8.9灯杆主焊缝的宽度与余高要求是:
壁厚3~4mm,焊缝宽度6±0.6mm,余高0.5~1.8mm;壁厚4.5~6mm,焊缝宽度7±0.6mm,余高1~2.5mm。
8.10输电线路钢管杆、通讯杆、高杆灯的杆体主焊缝的宽度与余高按表2要求。
表2
杆体厚度
焊缝宽度
焊缝余高
4.5~6mm
6~10mm
同一焊缝,任意50mm范围宽度差≤4mm
1~3mm
8mm
6~12mm
10~12mm
8~16mm
14~16mm
12~20mm
18~20mm
16~24mm
焊接工艺卡
8.11带衬板全熔透坡口焊缝,图纸有标注尺寸的,按图纸要求。
图纸未标注时,按下图1。
8.12插入式底板,角焊缝焊脚K,图纸有标注尺寸的,按图纸要求。
图纸未标注时,角焊缝焊脚K,根据焊件厚度确定,具体见表3。
表3角焊缝焊脚K尺寸表
焊脚K尺寸表
图2图3
较薄板厚t
焊脚K
≤6
6
8
8
10
10
>10
0.8t取整,最大14
8.13筋板角焊缝:
图纸有标注尺寸的,按图纸要求。
图纸未标注时,角焊缝焊脚K,根据焊件厚度决定,具体见表3:
当筋板厚度t≥16mm,筋板开K型坡口,破口角度45°,钝边≤t/3,见图2。
焊接时,应将坡口填满,补强焊脚K=t/4,且大于6mm,最大10mm。
8.14挂线板焊缝要求,图纸有要求的,按图纸要求执行。
无规定时,按以下要求:
a.当挂线板厚度t<14mm,采用角焊缝,焊脚K,按上表3《角焊缝焊脚K尺寸表》。
b.当挂线板厚度t≥14mm,挂线板开K型坡口,坡口角度4°,钝边≤t/3,见图3。
焊接时,应将坡口填满,补强焊脚K=t/4,且大于6mm,最大10mm。
8.15对手工电弧焊或气体保护焊,当焊脚K≤8时,采用单道焊缝工艺;当焊脚K>8时,采用多层多道焊缝工艺。
其焊道排列图如图4。
手工电弧焊或气体保护焊,焊脚K偏差+3mm;埋弧焊,焊脚K偏差+4mm。
图4
焊接工艺卡
9、焊接接头的准备和装配
9.1坡口采用机械加工或自动/半自动气割加工。
气割切割后必须修磨平整,满足焊接要求。
9.2待焊部位的清理:
要求焊透的焊缝,焊件装配前坡口及坡口两侧20~30mm的毛刺、
铁锈、氧化皮、油污、水分等必须清除干净。
非焊透焊缝或角焊缝,待焊部位不得有松散的氧化皮或丰厚的氧化皮,油污等。
9.3对接焊缝装配时,对口错边量S≤10%壁厚,且≤2mm。
角焊缝装配时,工件尽可能密贴。
9.4角焊缝装配时,局部间隙超过6mm,且长度≤15%焊缝全长,允许作堆焊处理,堆焊后应修磨平整达到规定尺寸,并保持原坡口的形状。
严禁使用填充物填此间隙。
9.5引弧板的设置
a.主杆纵向对接焊缝埋弧焊时,大端应使用引弧板。
b.引弧板与构件同材料、同厚度,其规格为100x80。
c.焊后引弧板用气割去除,并用砂轮修磨平整,严禁用锤击落。
9.6定位焊采用手工电弧焊或气体保护焊,其质量要求及工艺措施应与正式焊缝相同,定位焊厚度通常为4~6mm,长度为30~60mm,间距250~400mm。
10、焊前预热要求
10.1当环境温度低于5℃或板厚超出范围时,应采取预热措施。
材质
对接接头最厚部件的板厚t(mm)
t<25
25≤t≤40
40≤t≤60
60≤t≤80
Q235
-
-
60℃
80℃
Q295、Q345
-
60℃
80℃
100℃
Q420、Q460
50~80℃
10.2预热方法:
采用火焰加热器等加热。
10.3预热范围:
坡口两侧,宽度为焊件施焊处厚度的1.5倍以上,且不小于100mm内。
11、焊接操作要求
11.1基本要求
a.焊工应按图纸和焊接工艺施焊,严禁在非焊接部位的母材上引弧、试电流。
b.多层多道焊时,应将每到的熔渣、飞溅物仔细清理,自检合格后,再进行下层的焊接,且层间接头应错开30mm以上。
c.设保留垫板的焊件焊接,应保证焊缝金属与垫板熔合良好。
d.要求方头的双面焊缝一侧焊完后,另一侧焊接前应采用砂轮清磨或碳弧气刨清根,并用砂轮修磨刨槽,除去熔渣和渗碳层。
e.工卡具的去除应采用砂轮磨削或碳弧气刨方法进行,不得伤及母材,去除后应将残留痕迹打磨修整。
f.焊接完毕后,焊工应仔细清理焊缝表面,并检查外观质量,必要时作局部修补,自检合格后,按要求报检。
11.2手工电弧焊和气体保护焊,除满足10.1要求外,还应符合以下规定:
a.工件尽可能置于平焊位施焊,立焊时应采用手工电弧焊,由下向上焊。
b.单道角焊缝及多层焊缝的根部焊道或打底焊道应足以防止产生裂纹。
c.坡口焊缝打底焊道允许最大厚度为6mm。
焊接工艺卡
d.单道角焊缝和多层焊缝的根部焊道允许最大焊脚K为:
船型焊9mm,平角焊8mm。
即焊脚尺寸大于9mm的船型焊焊缝和焊脚尺寸大于8mm的平角焊焊缝必须多道焊。
e.坡口焊缝和角焊缝后续各层焊缝的允许最大厚度为:
平焊3mm立焊、横焊、仰焊4mm
f.当焊宽大于16mm是,应采用多道、错层焊工艺。
焊条摆动宽度应小于(3~4)焊条直径;气体保护焊的摆幅<16mm。
g.长度大于1m的焊缝,宜采用分段退焊法焊接,以减小焊接变形。
h.要求包角焊时,其焊脚尺寸与正常焊缝相同。
i.保护焊常用焊接接头,焊接工艺参数按焊接工艺卡(编号LY-GMAW-01~06)执行。
11.3埋弧焊,除应满足10.1要求外,还应符合本条规定:
a.焊缝采用平焊位置,确保焊缝的有效厚度S≥母材壁厚的60%。
b.埋弧焊常用焊接接头,焊接工艺参数按焊接工艺卡(编号LY-SAW-01~02)执行。
12、焊补返修
12.1母材表面被电弧损伤及焊疤必须修磨平整,必要时焊补后磨平。
12.2焊缝上发现有不允许缺陷,应按下列要求进行修补:
a.一般缺陷允许焊工执行修补,但表面裂纹不得擅自处理,应报焊接工程师。
b.内部
 升级会员
升级会员 