数控技术与数控机床简介_.ppt
《数控技术与数控机床简介_.ppt》由会员分享,可在线阅读,更多相关《数控技术与数控机床简介_.ppt(52页珍藏版)》请在冰豆网上搜索。
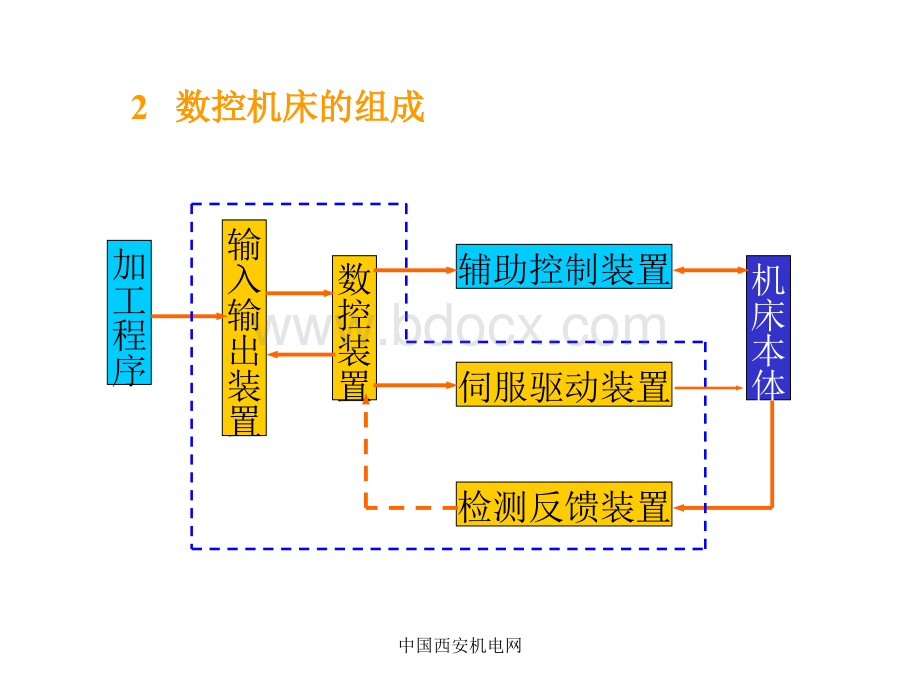
2数控机床的组成数控机床的组成加工程序输入输出装置数控装置辅助控制装置伺服驱动装置检测反馈装置机床本体中国西安机电网3.数控机床基本工作原理数控机床基本工作原理数控机床的工作原理图数控机床的工作原理图数控机床的工作原理图数控机床的工作原理图编程手册编程手册加工图样加工图样编程机编程机穿孔机或穿孔机或存储装置存储装置穿孔带穿孔带磁盘等磁盘等输入装置输入装置数控装置数控装置进给系统进给系统机床机床中国西安机电网数控立式铣床数控立式铣床卧式数控铣床卧式数控铣床4.数控机床的种类车床车床磨床磨床中国西安机电网平面轮廓加工平面轮廓加工空间曲面零件加工空间曲面零件加工孔系加工孔系加工轴类零件加工轴类零件加工5.数控机床加工特点与应用中国西安机电网3轴联动轴联动4轴控制轴控制5轴轴联动联动5轴轴联动加工联动加工中国西安机电网第二节第二节数控编程方法数控编程方法零零件件图图纸纸确确定定工工艺艺过过程程计计算算加加工工轨轨迹迹和和尺尺寸寸编编制制程程序序单单制制作作控控制制介介质质程程序序校校检检和和试试切切校校核核校校核核检检验验YYYNNN完成完成1.1.手工编程手工编程中国西安机电网2CAD/CAM系统自动编程系统自动编程常用软件:
常用软件:
PRO/E,UG,I-DEAS,CATIA,MASTERCAM等。
等。
软件系统功能:
软件系统功能:
三轴三轴-五轴加工,车削加工,电火花加工,切割五轴加工,车削加工,电火花加工,切割加工,平面加工,板金加工等。
加工,平面加工,板金加工等。
编程基本步骤:
编程基本步骤:
(1)几何造型)几何造型
(2)加工工艺分析)加工工艺分析(3)刀具轨迹生成)刀具轨迹生成(4)刀位验证与刀具轨迹编辑)刀位验证与刀具轨迹编辑(5)后置处理)后置处理(6)数控程序输出)数控程序输出中国西安机电网3.数控语言自动编程数控语言自动编程输入编译打印程序单穿制纸带网络传输零件图纸数控语言零件源程序数字处理刀位文件后置处理检验机床加工
(1)基本原理)基本原理
(2)程序的组成()程序的组成(APT语言)语言)初始语句初始语句几何定义语句几何定义语句刀具形状描述语句刀具形状描述语句刀具起始位置的指定刀具起始位置的指定初始运动语句初始运动语句刀具运动语句刀具运动语句后置处理语句后置处理语句指定机床与数控系统语句指定机床与数控系统语句主轴状态语句主轴状态语句进给及冷却液语句进给及冷却液语句中国西安机电网1.1.坐标系坐标系坐标系坐标系作用:
作用:
计算刀具(坐标轴)位置,控制机床的运动轨迹,如下面的轮计算刀具(坐标轴)位置,控制机床的运动轨迹,如下面的轮廓及加工程序。
廓及加工程序。
N10G55.N100G00X-5N110G01X200F200N130G01Y100N140X0N150Y-5.坐标系种类:
坐标系种类:
机床坐标系机床坐标系工件坐标系工件坐标系(200,100)OXY第三节数控编程基本概念中国西安机电网vv机床坐标系机床坐标系机床坐标系机床坐标系机床坐标系机床坐标系是指用于确定机床的运动方向和移动距离是指用于确定机床的运动方向和移动距离的坐标系。
标准的的坐标系。
标准的数控机床坐标系是一个笛卡尔直角坐标系,数控机床坐标系是一个笛卡尔直角坐标系,其基本坐标轴为其基本坐标轴为XX、YY、ZZ直角坐标,相对于每个坐标轴的旋直角坐标,相对于每个坐标轴的旋转运动坐标为转运动坐标为AA、BB、CC。
笛卡尔直角坐标系笛卡尔直角坐标系中国西安机电网卧式数控车床卧式数控车床1)车床坐标系)车床坐标系中国西安机电网当当当当ZZ轴水平时,沿主轴向轴水平时,沿主轴向轴水平时,沿主轴向轴水平时,沿主轴向工件看,工件看,工件看,工件看,XX轴的正方向指轴的正方向指轴的正方向指轴的正方向指向右边。
向右边。
向右边。
向右边。
22)铣、钻、镗床坐标系)铣、钻、镗床坐标系卧式升降台数控铣床卧式升降台数控铣床中国西安机电网对于单立柱机床,从工作台向立柱方向看,对于单立柱机床,从工作台向立柱方向看,对于单立柱机床,从工作台向立柱方向看,对于单立柱机床,从工作台向立柱方向看,XX轴的正方轴的正方轴的正方轴的正方向指向右边。
向指向右边。
向指向右边。
向指向右边。
立式升降台数控铣床立式升降台数控铣床中国西安机电网33)复杂坐标系)复杂坐标系如果除了第一坐标系外还有坐标系,则与如果除了第一坐标系外还有坐标系,则与XX,YY,ZZ轴轴平行的坐标轴依次命名为:
平行的坐标轴依次命名为:
PP,QQ,RR;UU,VV,WW!
根据机床类型及其结构特点,其坐标系有所不同根据机床类型及其结构特点,其坐标系有所不同根据机床类型及其结构特点,其坐标系有所不同根据机床类型及其结构特点,其坐标系有所不同车床与铣床车床与铣床机床所具有的轴数机床所具有的轴数中国西安机电网v参考点参考点为建立机床坐标系,在机机床上专门设置的基准点。
通过为建立机床坐标系,在机机床上专门设置的基准点。
通过回回参考点命令参考点命令,使机床进行使机床进行回参考点运动回参考点运动,使机床各坐标轴回到基,使机床各坐标轴回到基准点并定位,以参考点为基准建立机床坐标系。
准点并定位,以参考点为基准建立机床坐标系。
几点说明:
几点说明:
几点说明:
几点说明:
v参考点位置和机床坐标系原点与机床参数有关,一般情况下固定不参考点位置和机床坐标系原点与机床参数有关,一般情况下固定不变,可以在此基础上设置软件限位、加工区域限制等保护措施;变,可以在此基础上设置软件限位、加工区域限制等保护措施;v为机床的辅助动作提供定位基准点;为机床的辅助动作提供定位基准点;v“参考点到达参考点到达”信号可以作为机床自动加工的开始条件,对机床动作信号可以作为机床自动加工的开始条件,对机床动作进行保护和互锁;进行保护和互锁;v机床坐标系原点可以和参考点重合,也可以不重合;机床坐标系原点可以和参考点重合,也可以不重合;v机床坐标系一旦建立,只要不断电就一直保持不变;机床坐标系一旦建立,只要不断电就一直保持不变;v对于无对于无“回参考点回参考点”功能的机床不能建立机床坐标系,只能建立工件功能的机床不能建立机床坐标系,只能建立工件坐标系;坐标系;中国西安机电网v工件坐标系工件坐标系坐标轴与机床坐标系相应坐标轴平行,方向一致;坐标轴与机床坐标系相应坐标轴平行,方向一致;工件坐标系的建立应遵循一定的规则;工件坐标系的建立应遵循一定的规则;机床零点机床零点工作零点工作零点y0x0x2y2机床零点与工件零点机床零点与工件零点xy中国西安机电网AAA-A一、分析零件图纸一、分析零件图纸1.1.明确加工内容明确加工内容平面、孔、槽、曲面平面、孔、槽、曲面2.2.明确加工要求明确加工要求尺寸精度、形位精度、表面质量尺寸精度、形位精度、表面质量3.零件的数控加工工艺性分析零件的数控加工工艺性分析结构工艺性评价结构工艺性评价尺寸标注尺寸标注构成轮廓的几何元素的条件是否充分构成轮廓的几何元素的条件是否充分第第44节节工艺处理工艺处理零件几何形状和加工精度是进行工艺处理的主要依据。
零件几何形状和加工精度是进行工艺处理的主要依据。
中国西安机电网二、数控加工工序的划分二、数控加工工序的划分工序的划分原则:
工序的划分原则:
刀具集中的原则;刀具集中的原则;粗、精分开的原则;粗、精分开的原则;先平面,再孔、槽原则;先平面,再孔、槽原则;1.对刀点与换刀点对刀点与换刀点对刀点:
对刀点:
刀具相对于工件运动的起点,又称起刀点,也就刀具相对于工件运动的起点,又称起刀点,也就是程序运行的起点。
是程序运行的起点。
三、切削加工阶段划分三、切削加工阶段划分起始运动阶段;接近运动阶段;刀具切入阶段;切削加工阶段;起始运动阶段;接近运动阶段;刀具切入阶段;切削加工阶段;退出切削阶段;返回阶段。
退出切削阶段;返回阶段。
换刀点:
换刀点:
一把刀具用完后,为一把刀具用完后,为防止刀具与工件相碰,防止刀具与工件相碰,刀具刀具要先到工件之外,再进行换刀这个位置就叫要先到工件之外,再进行换刀这个位置就叫换刀点换刀点。
机床零点机床零点对刀点对刀点工作零点工作零点y0x0x1y1换刀点换刀点x2y2对刀点的坐标值对刀点的坐标值xy中国西安机电网中国西安机电网加工路线的选择原则:
加工路线的选择原则:
保证零件的加工精度和表面租糙度;保证零件的加工精度和表面租糙度;方便数值计算,减少编程工作量;方便数值计算,减少编程工作量;缩短走刀路线,减少空行程;缩短走刀路线,减少空行程;安全原则;安全原则;1)刀具切入方向)刀具切入方向与轮廓相切方向,法线方向,任意方向三种方式。
与轮廓相切方向,法线方向,任意方向三种方式。
2)轮廓加工切入与切出)轮廓加工切入与切出轮廓加工的起始点和结束点应在工件外部轮廓加工的起始点和结束点应在工件外部3)顺铣和逆铣)顺铣和逆铣4)型腔加工)型腔加工先加工内腔,再加工外轮廓。
采用行切或环切方法加工内腔,应根据先加工内腔,再加工外轮廓。
采用行切或环切方法加工内腔,应根据具体的几何形状选择走刀方式。
具体的几何形状选择走刀方式。
5)曲面加工)曲面加工行切或环切方式。
加工刚度小、容易变形零件时,可以采用由里向外的行切或环切方式。
加工刚度小、容易变形零件时,可以采用由里向外的走刀路线。
走刀路线。
2.加工路线的选择加工路线的选择中国西安机电网中国西安机电网中国西安机电网中国西安机电网五、五、切削用量的确定切削用量的确定切削用量:
切削深度、切削速度、进给速度切削用量:
切削深度、切削速度、进给速度从工件材料,刀具材料,加工精度,加工效率等方从工件材料,刀具材料,加工精度,加工效率等方面综合考虑,并参考切削用量手册和机床说明书面综合考虑,并参考切削用量手册和机床说明书四、刀具的选择四、刀具的选择
(1)刀具类型)刀具类型数控加工中所使用的刀具种类多,分为不同的类型。
数控加工中所使用的刀具种类多,分为不同的类型。
刀具材料:
刀具材料:
高速钢、硬质合金、高速钢、硬质合金、PCBN,PCD,陶瓷涂层陶瓷涂层刀具用途:
刀具用途:
面铣刀、槽铣刀、立铣刀、球头刀、成形铣面铣刀、槽铣刀、立铣刀、球头刀、成形铣刀、刀、丝锥丝锥、钻头、各种车刀、钻头、各种车刀刀具结构:
刀具结构:
整体刀具、可转位、镶块刀具;直柄和锥柄整体刀具、可转位、镶块刀具;直柄和锥柄
(2)刀具选择原则)刀具选择原则选择刀具材料,选择刀具尺寸选择刀具材料,选择刀具尺寸加工精度要求加工精度要求加工效率要求加工效率要求工件材料工件材料加工对象加工对象中国西安机电网六、数控机床的选择六、数控机床的选择11)平面孔系零件的加工)平面孔系零件的加工这这类类零件或孔数较多,或孔位置精度要求较高,宜零件或孔数较多,或孔位置精度要求较高,宜用点位直线控制的数控钻床与镗床加工。
用点位直线控制的数控钻床与镗床加工。
22)旋转体类零件的加工)旋转体类零件的加工此类零件多选用数控车床或数控磨床加工。
此类零件多选用数控车床或数控磨床加工。
33)平面轮廓的加工)平面轮廓的加工此类零件的轮廓多由直线和圆弧组成,一般选两坐标此类零件的轮廓多由直线和圆弧组成,一般选两坐标联动的数控铣床加工。
联动的数控铣床加工。
44)立体轮廓表面的加工)立体轮廓表面的加工一般选用具有三轴或三轴以上联动功能的数控铣床加一般选用具有三轴或三轴以上联动功能的数控铣床加工此类零件。
工此类零件。
(一)根据零件类型选择
(一)根据零件类型选择
(二)根据机床的行程
(二)根据机床的行程(三)根据机床的加工精度(三)根据机床的加工精度(四)根据机床的结构(四)根据机床的结构工作台形式、坐标轴的多少工作台形式、坐标轴的多少中国西安机电网七、七、七、七、编程计算编程计算编程计算编程计算1.1.基点与节点基点与节点基点与节点基点与节点基点:
基点:
构成零件轮廓的直线、曲线相互之间的交点、圆弧中心、构成零件轮廓的直线、曲线相互之间的交点、圆弧中心、孔中心等。
孔中心等。
节点:
节点:
用直线段
 升级会员
升级会员 