机械制造工程学课后作业答案111409.docx
《机械制造工程学课后作业答案111409.docx》由会员分享,可在线阅读,更多相关《机械制造工程学课后作业答案111409.docx(23页珍藏版)》请在冰豆网上搜索。
机械制造工程学课后作业答案111409
第一次作业(部分解答):
1•试画出下图所示切断刀的正交平面参考系的标注角度。
、。
、Kr、Kr、s(要求标出
假定主运动方向Vc、假定进给运动方向Vf、基面Pr和切削平面Ps)
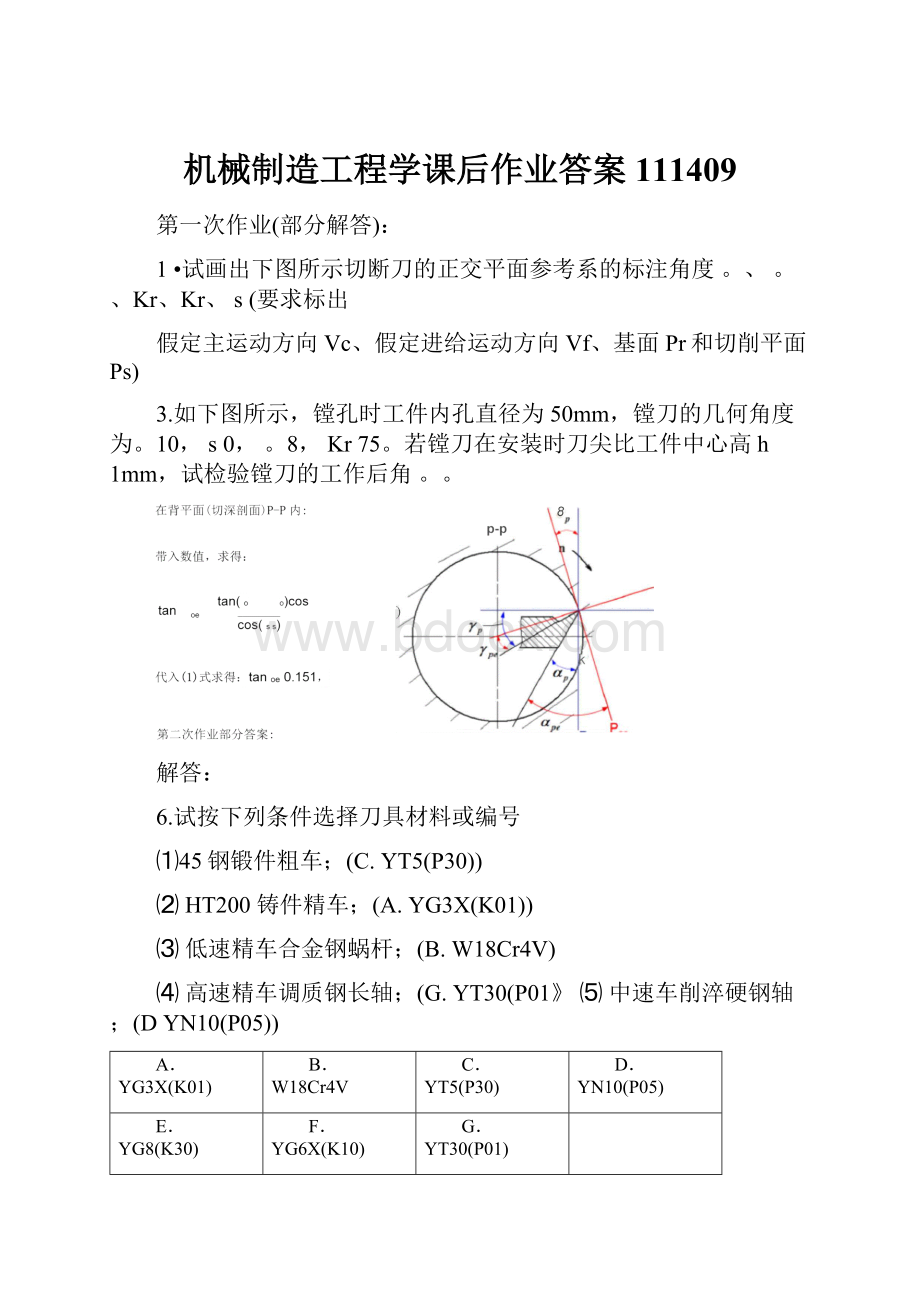
3.如下图所示,镗孔时工件内孔直径为50mm,镗刀的几何角度为。
10,s0,。
8,Kr75。
若镗刀在安装时刀尖比工件中心高h1mm,试检验镗刀的工作后角。
。
解答:
6.试按下列条件选择刀具材料或编号
⑴45钢锻件粗车;(C.YT5(P30))
⑵HT200铸件精车;(A.YG3X(K01))
⑶低速精车合金钢蜗杆;(B.W18Cr4V)
⑷高速精车调质钢长轴;(G.YT30(P01》⑸中速车削淬硬钢轴;(DYN10(P05))
A.YG3X(K01)
B.W18Cr4V
C.YT5(P30)
D.YN10(P05)
E.YG8(K30)
F.YG6X(K10)
G.YT30(P01)
⑹加工冷硬铸铁
F.YG6X(K10))
7.简要说明车削细长轴时应如何合理选择刀具几何角度(包括Kr、s、o、o)?
1)Kr:
细长轴刚性不足,取90°;
2)s:
取正刃倾角。
(0~5°)
3)o:
刚性不足的情况下,前角应取正值,并根据不同的材质尽可能取较大的值。
4)o:
刚性不足的情况下,后角应取正值,并根据不同的材质尽可能取较小的值。
第四次作业部分解答:
4.在三台车床上分别用两顶尖安装工件,如下图所示,各加工一批细长轴,加工后经测量
发现1号车床产品出现腰鼓形,2号车床产品出现鞍形,3号车床产品出现锥形,试分析产生上述各种形状误差的主要原因。
解答:
(a)主要原因:
工件刚性差,径向力使工件产生变形,“让刀”;误差复映。
(b)主要原因:
工件回转中心(前后顶尖)与走刀方向(导轨)不平行,如:
两顶尖在垂直方向不等高、机床导轨磨损等;工件刚性强,但床头、尾座刚性差;误差复映等。
(c)主要原因:
刀具的磨损;机床前后顶尖在水平方向偏移;误差复映等。
5.在车床上车削一批小轴,经测量实际尺寸大于要求的尺寸从而必须返修的小轴数占24%,小于要求的尺寸从而不能返修的小轴数占2%,若小轴的直径公差T0.16mm,整批工件的实际尺寸按正态分布,试确定该工序的均方差,并判断车刀的调整误差为多少?
解答:
已知:
T=0.16,可修复废品率=24%=0.24,不可修复废品率=2%=0.02
查表:
Za0.71Zb2.05
求出:
0.039
&在自动车床加工一批小轴,从中抽检200件,若以0.01mm为组距将该批工件按尺寸大小分组,所测数据如下
尺寸间隔(mm)
零件数
尺寸间隔(mm)
零件数
自
到
自
到
15.01
15.02
2
15.08
15.09
58
15.02
15.03
4
15.09
15.10
26
15.03
15.04
5
15.10
15.11
18
15.04
15.05
7
15.11
15.12
8
15.05
15.06
10
15.12
15.13
6
15.06
15.07
20
15.13
15.14
5
15.07
15.08
28
15.14
15.15
3
若图纸的加工要求为©150.04mm,试求:
⑴绘制整批工件实际尺寸的分布曲线?
⑵计算合格率及废品率?
⑶计算工艺能力系数,若该工序允许废品率为3%,问工序精度能否满足?
解答:
、2^0((15.01515.0832)2
0.024
2(15.02515.0832)24(15.14515.0832)23)加
0.14
工要求:
150.04,Xmjn
14.96,Xmax15.14
14.9615.14…厂
公差带中心:
XT
15.05
2
合格率=0.5+0.491=0.99仁99.1%废品率=1-0.991=0.9%
第五次作业部分答案
3•切削加工时可以采用哪些措施减小加工表面粗糙度?
答:
减小表面粗糙度值的办法有刀具几何参数,工件材料和加工因素等方面
1刀具方面:
a减小主偏角,副偏角,增大刀尖圆弧半径,都可以降低残留面积高度,减小表面粗糙
度值。
b适当增大前角,可减小变形,有利于减小表面粗糙度值。
c适当增大后角,可减少刀具与工件的摩擦和挤压,有利于减小表面粗糙度值。
d正值的刃倾角使切屑流向工件待加工表面,可以防止切屑拉毛已加工表面。
e车刀刃磨后,进行研磨,减小刀具的表面粗糙程度值,有利于减小表面粗糙度值。
2工件材料:
塑性材料的塑性越大,切削变形越大,与刀具的粘接作用增加,表面粗糙度值增大。
利用物理方法对材料进行退火、正火、时效、调质等办法能提高材料的力学性能,有利于减小表面粗糙度值。
3加工因素:
a进给量影响残留面积高度,进给量减小,表面粗糙度值减小。
b选择适当的切削速度,避开出现积屑瘤,有利于减小表面粗糙度值。
c选用适当的乳化液,增加润滑性能,减小刀具与工件的摩擦,有利于减小表面粗糙度
值。
第六次作业答案
1•图示零件,毛坯为35mm棒料,批量生产时其机械加工工艺过程如下所述,试分析其工艺过程的组成。
机械加工工艺过程:
①在锯床上下料;②车一端面钻中心孔;③调头,车另一端面钻中心
孔;④将整批工件靠螺纹一边都车至30mm;⑤调头车削整批工件的18mm外圆;⑥车20mm外圆;⑦在铣床上铣两平面,转90后铣另外两平面;⑧车螺纹、倒角。
工序
安装
工位
工步
1、下料
2、车削
2
1
1)车一端面
2)钻中心孔
3)车另一端面
4)钻另一中心孔
3、车螺纹端外圆至
30mm
1
1
1)车外圆
4、车削18mm外圆
1
1
1)车外圆
5、车螺纹端外圆至
20mm
1
1
1)车外圆
6、铣削平面
1
2
1)铣两平面
2)铣另两平面
7、车螺纹
1
1
1)车螺纹
2)倒角
2•图示为在两顶尖间加工小轴小端外圆及台肩面2的工序图,试分析台肩面2的设计基准、定位基准及测量基准。
设计基准、定为基准、测量基准均为1面,基准重合。
3•试分析说明图中各零件加工主要表面时定位基准(粗、精)应如何选择?
1)以①180外圆为粗基准,加工①60外圆及左侧两端面;
2)以①60外圆为精基准,加工①180外圆、右侧大端面以及①40内孔,保证大端面与内孔的垂直度要求;
3)以内孔为精基准(心轴定位),加工①180外圆、①60外圆以及齿轮轮齿。
第七次作业答案:
1.某铸件箱体的主轴孔设计要求为180J6(0.0018),在成批生产中加工顺序为:
粗镗一一
半精镗一一精镗一一浮动镗,其各工序的加工余量和相应所达到的公差等级下表所示。
试查阅有关手册计算出各工序的基本尺寸和各工序尺寸及偏差,填入表内
工序名称
工序余量
mm
工序所能达到
公差等级
工序基本尺寸
工序尺寸及
偏差
浮动镗孔
0.2
IT6
①180
精镗孔
0.6
IT7
①179.8
半精镗孔
3.2
IT9
①179.2
粗镗孔
6
IT11
①176
总余量
10
IT16
①170
2、在成批生产的条件下,加工下图所示零件,其工艺路线如下:
①粗、精刨底面;②粗、
精刨顶面;③在卧式镗床上镗孔。
i粗镗、半精镗、精镗孔;ii将工作台准确地移动(800.03)mm后粗镗、半精镗、精镗60H7孔。
试分析上述工艺路线有何不合理之处,并提出改进方案。
解答:
不合理之处:
不符合粗精分开的原则。
改进后的方案:
①粗刨底面;
2粗刨顶面;
3粗镗①80孔;
4粗镗①60孔;
5精刨底面;
6精刨顶面;
7半精镗①80孔、①60孑L;
8精镗①80孔、①60孔;
3、如下图所示为被加工零件,要求保证尺寸6±0.1mm。
由于该尺寸不便测量,只好通过测量尺寸L来间接保证。
试求测量尺寸L及其上、下偏差,并分析有无假废品现象存在?
解答:
尺寸链如图所示。
封闭环:
L060.1
增环:
L
减环:
L23600.05
500.06mm及260.2mm,求试切调刀时的度量尺寸H、A及其上下偏差
尺寸链2如右图所示
依据尺
寸链公
解答:
尺寸链1如下图所示,
封闭环:
260.2
依据尺寸链公式可求出:
5•下图所示为箱体零件(图中只标注了有关尺寸),试分析计算:
⑴若孔Oi、O2分别都以M面为基准镗孔时,试标注两镗孔工序的工序尺寸;
⑵检验孔距时,因(800.08)mm不便于测量,故选测量尺寸A,试求工序尺寸A及其上下
偏差;
⑶若实测尺寸Ai超差了,能否直接判断该零件为废品?
解答:
(1)以M为基准镗孔,工序尺寸L2如右图所示,尺寸链如右中图所示
封闭环:
L0800.08
反计算求Li、L2
取:
TL10.1TL20.06
Li为协调环,L2500.03L0
TLi
求出:
L11300.05L2
(2)尺寸链如右下图所示
封闭环:
A0800.08
增环:
A2A320000175
A2w
A1A0
程如下:
第八次作业答案:
1.如图所示为被加工零件(仅注有关尺寸),其工艺过
工序1:
铣上下两端面至尺寸mm;
工序2:
钻孔d,铣沉孔D至深A2;
工序3:
磨顶面至零件尺寸要求;(
试确定工序尺寸A2及磨削余量Z
解答:
计算A2,提取右图尺寸链。
其中:
封闭环A01000.24
增环:
A2,A3250.05
减环:
A12500..1180
计算Z,提取右图尺寸链。
其中:
封闭环A01000.24
0.23
根据极值法公式,求出:
Z00.11,Zmin=0.11
2•下图(a)所示为轴套零件简图(图中只标注了有关的轴向尺寸),按工厂资料,其工艺过程的部分工序如图(b)所示:
工序V,精车小端外圆、端面及台肩;工序钻孔;工序%,热处理;工序毗,磨孔及底面;工序区,磨小端外圆及肩面。
试求工序尺寸A、B及
其偏差。
解答:
分析工艺过程,
封闭环。
加工过程如右图所示,提取尺寸链
(1)尺寸链
(1)中:
Bo23o03为封闭环。
增环:
C226。
0.1,C326。
0.1
减环:
B
根据极值法公式,求得:
B2900.1
C3
(2)
提取尺寸链
(2),其中:
封闭环:
A。
5.50.3
增环:
C15.20.1,C326。
0.1,A
减环:
B2900.1
根据极值法公式,
求得:
A3.30.2
3•某零件的加工路线如图所示:
工序I,粗车小端外圆、轴肩及端面;工序U,车大端外圆及端面;工序川,精车小端外圆、轴肩及端面。
试校核工序川精车小端外圆端面的余量是否合适?
若余量不够应如何改进?
最小余量须
解答:
提取尺寸链
(1)
提取尺寸链
(2),Z4为封闭环。
(1)
■2
5O
ZOU
IZIIZII/JZ
.■
Z4min0.1,不合理。
改进:
b)、(c)、(d)所示。
试校核工序图上所
将尺寸520.5530.5
4•图(a)所示为某零件简图,其部分工序如图标注的工序尺寸及偏差是否正确?
如不正确应如何改正?
解答:
如右图所示,Ai10o04,A21OOo.i,A34000.3
分析工艺过程,
尺寸Ai10。
0.4及A340003分别为某尺寸链封闭环
分析加工过程,提取尺寸链
(1)
尺寸链
(1)中:
封闭环:
A3A304000.3
增环:
A3140.3°0.1,A221000.1
减环:
A2110.400.2
按照尺寸链要求,A30A31A22A21,但是:
4040.31010.4
需修改公称尺寸,将A2110.4改为A2110.3
TA300.3,按照反计算,取:
TA31TA22TA^0.1
取A21为协调环,按照入体原则,取:
A221000.1,A3140.30
01
由尺寸链公式,求出:
A2110.30.
分析加工过程,提取尺寸链
(2)
A33
A1
尺寸链
(2)中:
A22
A21
封闭环:
A1A1010。
0.4
A31
(2)
增环:
A3140.300.1,A221000.1
减环:
A211O.3o0.1,A333000.3
显然,A33尺寸不合理,现以A33为协调环,按尺寸链公式求出:
第九次作业答案
1•应用夹紧力的确定原则,分析下图所示夹紧方案,指出不妥之处并加以改正
2.根据六点定位原理,分析下图所示各定位方案中各定位元件所消除的自由度
解答:
(a)
双顶尖部分定位,消除5个自由度,即:
X、Y、Z、丫、Z
3.根据六点定位原理,分析下图所示各定位方案中各定位元件所消除的自由度。
如果属于
过定位或欠定位,请指出可能出现什么不良后果,并提出改进方案。
解答:
(a)丫、Z两个自由度过定位,改进:
(1)改为双顶尖定位,或
(2)三爪卡盘夹持部分缩短。
(b)短圆销大平面限制X、Y、Z、X、丫5个自由度,V型块限制Z、Z两个自由度过定位,但弹性支撑的V型块,释放了Z方向自由度。
所以,属完全定位。
(c)部分定位,消除5个自由度。
4.如下图所示,工件以A、B面定位加工孔10H7,试计算尺寸(120.1)mm和(300.1)mm
的定位误差
解答:
⑴槽宽b为12h9(°0.043);
⑵槽距端面尺寸为20h12(00.21);
⑶槽底位置尺寸为34.8h11(Oo.i6);
⑷槽两侧对外圆轴线的对称度公差为0.1mm
试分析其定位误差对保证各项技术要求的影响。
解答:
(1)槽宽b:
由刀具决定槽宽的尺寸精度,定位误差对此项精度没有影响
(2)槽距端面尺寸:
基准重合。
d0
(3)槽底位置尺寸:
YB
1
-(0.0210.0130.02)
2
1
0.035-
3
0.16
D
1
-0.016
2
(4)槽两侧对外圆轴线的对称度公差:
10.020.0110.1
23
第十次作业答案
1、有一批工件,如下图(a)所示。
采用钻模夹具钻削工件上5mm(Oi)和8mm(O2)两孔,除保证图纸要求外,还要求保证两孔连心线通过60;imm的轴线,其对称度公差为0.08mm。
现采用图(b)、(c)、(d)所示三种定位方案,若定位误差不得大于工序公差的
解答:
综上:
只有b方案可行。
2•如下图所示,在工件上铣一键槽,其要求见图示,试计算各方案在尺寸450.2mm及
解答:
对称度:
D对称
各定位方案均不能满足要求。
3•在轴上铣一平面,工件定位方案如下图所示,试求尺寸A的定位误差
解答:
4.下图所示为某铣键槽工序的加工要求:
键宽80.1mm、键槽深度尺寸760^mm及键槽对©
80轴线对称度为0.2mm。
已知轴径尺寸80mm,试分别计算如图b、图c所示两种定位方案的定位误差,并判断哪个方案更好。
解:
①对于方案b:
定位误差:
由于定位基准重合,故Db0mm
对称误差:
对称b
Td
0.1
0.05mm
2
2
②对于方案C:
定位误差:
DC
Td(
1
011
1)
(1)0.021mm
2
Sin
290
Sin
2
2
对称误差:
对称c
0
mm
③方案b中,證005025,方案c中,扌詈021
比较方案b及方案c中定位误差及对称误差的比值,方案c更好。
第十一次作业答案
1.图所示为CA6140车床主轴法兰盘装
根据技术要求,主轴前端法兰盘与床头
面间保持间隙在0.38〜0.95mm范围内,
明影响装配精度的有关零件上的尺寸,并求出有关尺寸的上下偏差
解答:
极值法求解:
2.图所示为齿轮箱部件,根据使用要求,齿轮轴肩与轴承端面间的轴向间隙应在1〜1.75mm
之间范围内。
若已知各零件的基本尺寸为A1101mm、A250mm、A3A45mm、
A4140mm。
试确定这些尺寸的公差及偏差。
(采用等公差法)
解答:
极值法:
TAi
0.75
5
0.15
A1101。
0.15,A25000.15
A35°0.15,A4140°0.15
取A5为协调环
求出:
50
0.15
50
概率法:
fc-
■F'
亠——L■
啣5*|
1■
P5*|
取:
A1
A3
10100.34
500.34,
取A5为协调环:
A2
A4
5000.34
14000.34
 升级会员
升级会员 