关于CK450原料立磨磨辊更换方案.docx
《关于CK450原料立磨磨辊更换方案.docx》由会员分享,可在线阅读,更多相关《关于CK450原料立磨磨辊更换方案.docx(15页珍藏版)》请在冰豆网上搜索。
关于CK450原料立磨磨辊更换方案
关于CK450原料立磨磨辊更换方案
概述:
截止到目前为止,集团内已有23台CK450磨机在4500t/d生产线上成功使用,它具有操作简单、运行可靠、维护方便等特点,子公司一致反映较好。
由于在磨机检修、维护方面操作简单,目前磨辊更换一般由子公司自行更换。
现将北流海螺磨辊更换方案进行整理,以便子公司参考学习。
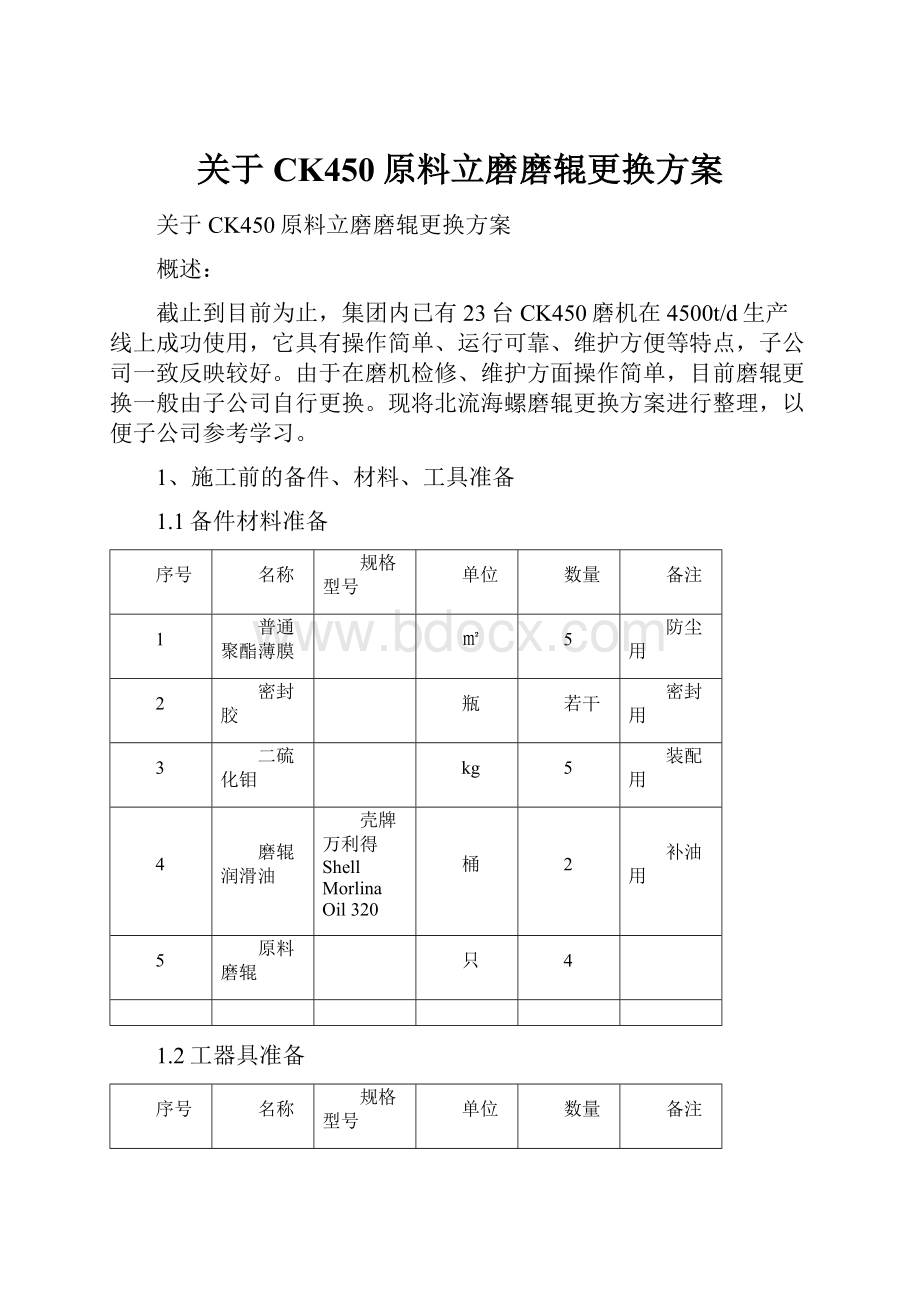
1、施工前的备件、材料、工具准备
1.1备件材料准备
序号
名称
规格型号
单位
数量
备注
1
普通聚酯薄膜
㎡
5
防尘用
2
密封胶
瓶
若干
密封用
3
二硫化钼
kg
5
装配用
4
磨辊润滑油
壳牌万利得ShellMorlinaOil320
桶
2
补油用
5
原料磨辊
只
4
1.2工器具准备
序号
名称
规格型号
单位
数量
备注
1
行吊
20T
台
1
原配吊装专用
2
吊车
50T
辆
1
吊装用
3
吊车
25T
辆
1
装卸用
4
敲击扳手
55mm
把
1
装配用
5
梅花敲击扳手
46mm
把
4
装配用
6
呆扳手
24mm
把
4
装配用
7
呆扳手
30mm
把
4
装配用
8
钢丝绳
Ф28以上,3米/根
根
4
吊装用
9
手拉葫芦
2T
台
2
拆卸用
10
螺旋千斤顶
32T
台
2
拆卸用
11
液压千斤顶
75T
台
2
拆卸用
12
卸扣
10T
个
4
吊装用
13
卸扣
2T
个
4
吊装用
14
卸扣
1T
个
4
吊装用
15
钢直尺
200mm
把
2
测量磨辊与磨盘间隙
16
丝杆
M10×50×400
根
2
吊装轴承隔圈
17
丝杆
M12×50×400
根
2
吊装轴承隔圈
18
电焊机
500A
台
2
制作临时工具
19
气割
套
2
制作临时工具
20
角磨机
台
1
打磨、除锈
21
枕木
根
16
支撑磨辊
22
轴销拉拔工具
套
2
专用
23
磨辊吊装工具
套
2
专用
24
翻转液压缸
套
2
专用
25
磨辊翻转吊具
套
2
专用
1.3人员及施工组织
人员:
共配备18人,其中钳工10人,焊工4人,电工2人,起重工2人;
施工组织:
两班倒,24小时作业;
检修时间:
在不停窑的情况下48小时内完成四只磨辊更换。
2、施工步骤
该磨辊更换是在不停窑的情况下48小时内完成,故在施工过程中要提高工作效率,要求每班人员分两个组对两个磨辊同时施工。
2.1拆筒体4只磨辊的检修门
办理相关设备停电手续后,进入磨内对需要更换的磨辊放油,同时将对磨筒体靠磨辊处检修门M20螺栓拆除,拆除后将检修门吊至旁边便于放置的地方。
将需要更换的磨辊润滑油放掉
拆除检修门及密封风管
2.2翻转液压缸的安装(1#、3#两个磨辊同时进行)
2.21在磨辊上安装翻转液压缸专用吊具,紧固好M48的连接螺栓;
磨辊翻转专用工具
2.22安装翻转液压缸,先对翻转液压缸的安装基础进行清理,再对翻转液压缸进行软管连接,在平地上启动液压泵,对翻转液压缸内部进行排气,最后将翻转液压缸进行吊装,并与安装在磨辊上翻转液压缸专用吊具进行连接。
翻转液压缸进行安装
2.3旧磨辊翻转(1#、3#两个磨辊同时进行)
2.31使用轴销拉拔专用工具将摇臂与磨辊联接轴销拔出;
用专用工具将定位销拔出
2.32同步对磨辊上密封风机风管、润滑进回油管、防护罩、密封套等进行拆除。
2.33检查确认磨辊翻转无卡阻后,启动磨辊液压站,再次对翻转液压缸排气后,执行翻辊操作,将磨辊翻出。
旧磨辊翻转
2.4翻转液压缸的拆除(1#、3#两个磨辊同时进行)
2.41拆下翻转液压缸与磨辊翻转专用吊具的连接轴销,收回翻转液压缸,用吊车拆下专用吊具和翻转液压缸,在拆卸液压缸软管时必须来回摇动控制手柄均衡压力,防止下次难于连接。
液压缸操作手柄
2.5旧磨辊拆吊(1#、3#两个磨辊同时进行)
2.51清理干净磨辊上表面,拆除上顶盖M30螺栓,使用吊车将上盖拆下;
2.52拆除轴承内挡圈,使用M10×50×400丝杆将轴承内圈及间隔套使用吊车吊出,用薄膜盖好轴承端面,防止异物掉入;
使用吊车将上盖拆下
2.53将磨辊吊装专用吊具安装在磨辊上,使用20T行吊将磨辊垂直起吊,直至磨辊垂直吊离转轴后,吊至地面放置。
2.6翻转液压缸的安装(2#、4#两个磨辊同时进行)
为节约施工时间和提高工作效率,在拆、装1#、3#磨辊的同时,同步对2#、4#磨辊进行翻转,重复2.2、2.3步骤;
2.7新磨辊吊装(1#、3#两个磨辊同时进行)
2.71新磨辊上、下防护盖打开,取出上部轴承内圈、间隔套及挡圈并对其进行清洗干净;
对轴承、间隔套及挡圈进行清洗干净
2.72将磨辊吊装专用吊具安装在新磨辊上,使用20T行吊将其吊至摇臂上进行安装;
磨辊吊装专用吊具
新磨辊的安装
2.73新磨辊吊装到位后开始对轴承间隔套、轴承内圈、轴承挡圈、回油管等进行安装,并在磨辊上端盖内部涂上高温耐油防锈漆,在盖好上端盖前必须对轴承压盖固定螺栓防松垫片进行检查,确认防松垫片完好后方可涂密封胶盖好上盖。
磨辊轴承内圈、间隔套安装
2.8新磨辊翻转(1#、3#两个磨辊同时进行)
2.81在对2#、4#磨辊翻转完成后马上将翻转液压缸再次安装到1#、3#新磨辊上,重复2.2步骤;
2.82安装摇臂轴销,在摇臂支撑液压缸下使用千斤顶调整液压缸伸长量达到566mm以便轴销孔的对中,利用翻转液压缸缓慢翻入磨辊,以调节轴销孔对中后,在轴孔内涂上二硫化钼防止烧结,将轴销装入孔内;
摇臂轴销的安装
2.83安装销轴弹簧片,注意安装方向,安装后变形量应控制在17-19mm;
2.84在磨盘上垫上20mm厚的胶皮,将磨辊翻入磨内,重复2.4步骤将翻转液压缸进行拆除。
2.9对2#、4#两个旧磨辊拆后安装新磨辊
2.91重复2.2、2.3步骤将2#、4#旧磨辊进行翻转;
2.92重复2.5步骤将2#、4#旧磨辊进行拆除;
2.93重复2.7步骤将2#、4#新磨辊进行吊装;
2.94重复2.8步骤将2#、4#新磨辊进行翻转;
2.95对4只磨辊上密封风机风管、润滑进回油管、防护罩、密封套等进行安装;
对密封风管、回油管、密封套等进行安装
2.96对4只磨辊筒体检修门进行安装,并对4只磨辊与磨盘衬板间隙进行调整,确保间隙在10mm;
2.97清理施工现场,特别是磨内异物,对4只磨辊辊胎原始尺寸进行测量,以便日后辊胎磨损的对比分析。
3、相关螺栓扭矩要求
序号
组装图部件编号
使用部分
部件图号
螺栓规格
材质
数量
特殊工具
扭矩N・m
1
21
立磨壳体03法兰安装螺栓
ME1VM1103-06
M30
SS400
72
400
2
7
翻转液压缸基础底板安装螺栓
ME1VM1202-06
M60x4
SCM435
4
ME1VM7804-4
13000
3
32
液压缸摇臂固定块的安装螺栓
ME1VM1221-10
M42
SCM435
56
ME1VM7804-8
1100
4
72
液压缸基础底板基础螺栓
ME1VM7101-03
M90x4
SS400
24
ME1VM7804-2
12000
5
79
摇臂轴承基础底板基础螺栓
ME1VM7102-05
M48
SS400
12
ME1VM7804-19
1700
6
80
摇臂轴承基础底板基础螺栓
ME1VM7102-06
M48
SS400
8
ME1VM7804-19
1700
7
83
摇臂轴承基础底板基础螺栓
ME1VM7102-09
M48
SS400
8
ME1VM7804-7
1700
8
87
翻转液压缸基础底板基础螺栓
ME1VM7103-02
M60x4
SS400
16
ME1VM7804-4
3500
9
26
轴承盖板安装螺栓
ME1VM1411-04
M30
SCM435
48
550
10
40
轴承压盖01安装螺栓
ME1VM1412-06
M36x3
SCM435
48
ME1VM7804-9
1700
11
45
轴承压盖02安装螺栓
ME1VM1413-02
M36x3
SCM435
24
ME1VM7804-9
2350
12
4
摇臂保护装置安装螺栓
ME1VM1502-02
M20
SS400
96
100
13
16
磨辊摇臂轴的锥套安装螺栓
ME1VM1503-07
M36x3
S35C-H
24
ME1VM7804-9
1240
14
22
密封环安装螺栓
ME1VM1504-02
M20
SS400
48
100
15
50
摇臂轴承体锁紧盘安装螺栓(轴向力一侧)
ME1VM1513-10
M24
SCM435
24
700
16
51
摇臂轴承体锁紧盘安装螺栓(轴向力一侧)
ME1VM1513-11
M36
SCM435
48
ME1VM7804-16
2350
17
82
摇臂轴承体安装螺栓(锤头螺栓)
ME1VM1516-09
M56x4
S45C-N
32
ME1VM7804-5
4500
18
翻转液压缸的压紧安装螺栓
ME1VM7823-04
M48x3
S35C-N
8
2500
4、施工注意事项
4.1磨辊备件到货后必须仔细对每一个部件的尺寸进行核实,并对每一个部件安装的位置进行标识,防止安装误差和安装错误的现象出现;
4.2磨辊更换用到的工器具一定要充分考虑和检查到位,特别是大型的专用工具,如20吨行吊,要对每一个磨辊的吊装点和吊装位置进行核实,以满足吊装需要,如因吊装位置的限制,可考虑租赁50T大吊车进行配合,吊装前必须让吊车司机对吊装位置进行核实;磨辊吊装专用吊具和摇臂翻转液压缸一定要有2套,避免在吊装过程中频繁的拆卸,节约检修时间;
4.3两班对倒24小时作业,必须严格按对工作要求,安全注意事项等进行交接班,提高工作效率的连续性,同时对施工用的工器具、备件材料等必须按照指定的位置进行放置,防止丢失或使用时查找困难,影响施工进度;
4.4对磨辊更换的主次顺序流程一定要考虑周全,特别对运行中存在问题的磨辊一定要优先检查和施工,以便在施工过程出现突发问题能够有足够的时间去处理和应对;
4.5新磨辊安装完毕后,必须对辊胎与辊体间作好标识,以便日后运行中检查有无滑移现象;对辊胎的磨损原始数据进行测量收集,便于日后磨损做对比分析。
5、安全注意事项
5.1起吊作业区域,严禁随意穿行,起吊作业时必须有专人指挥,严格遵守操作规程,按章作业;
5.2在进行翻辊作业操作前,必须对翻辊液压缸进行排气,在停止作业时应关闭油泵,避免油泵长时间工作引起油箱油温过高;
5.3在对翻辊液压缸液压管道拆卸时,必须先平衡管道内压力后方可拆卸管接头(左右摇摆手柄平衡压力),防止拆卸后因管道内压力不平衡造成组装困难;
5.4磨辊端盖拆卸时,必需做好磨辊内部的防护,防止异物进入轴承内部造成损坏;
5.5安装磨辊端盖时,端盖内侧需涂上耐油防锈漆;
5.6摇臂轴销安装时,锁紧套处必须涂上二硫化钼,防止结合面烧结后下次无法拆卸;
5.7摇臂弹簧片的安装应注意安装方向,防止反装;
5.8所有内部件拆除过程,必须做好防护、防尘。
二〇一一年六月十六日
 升级会员
升级会员 