法兰.docx
《法兰.docx》由会员分享,可在线阅读,更多相关《法兰.docx(17页珍藏版)》请在冰豆网上搜索。
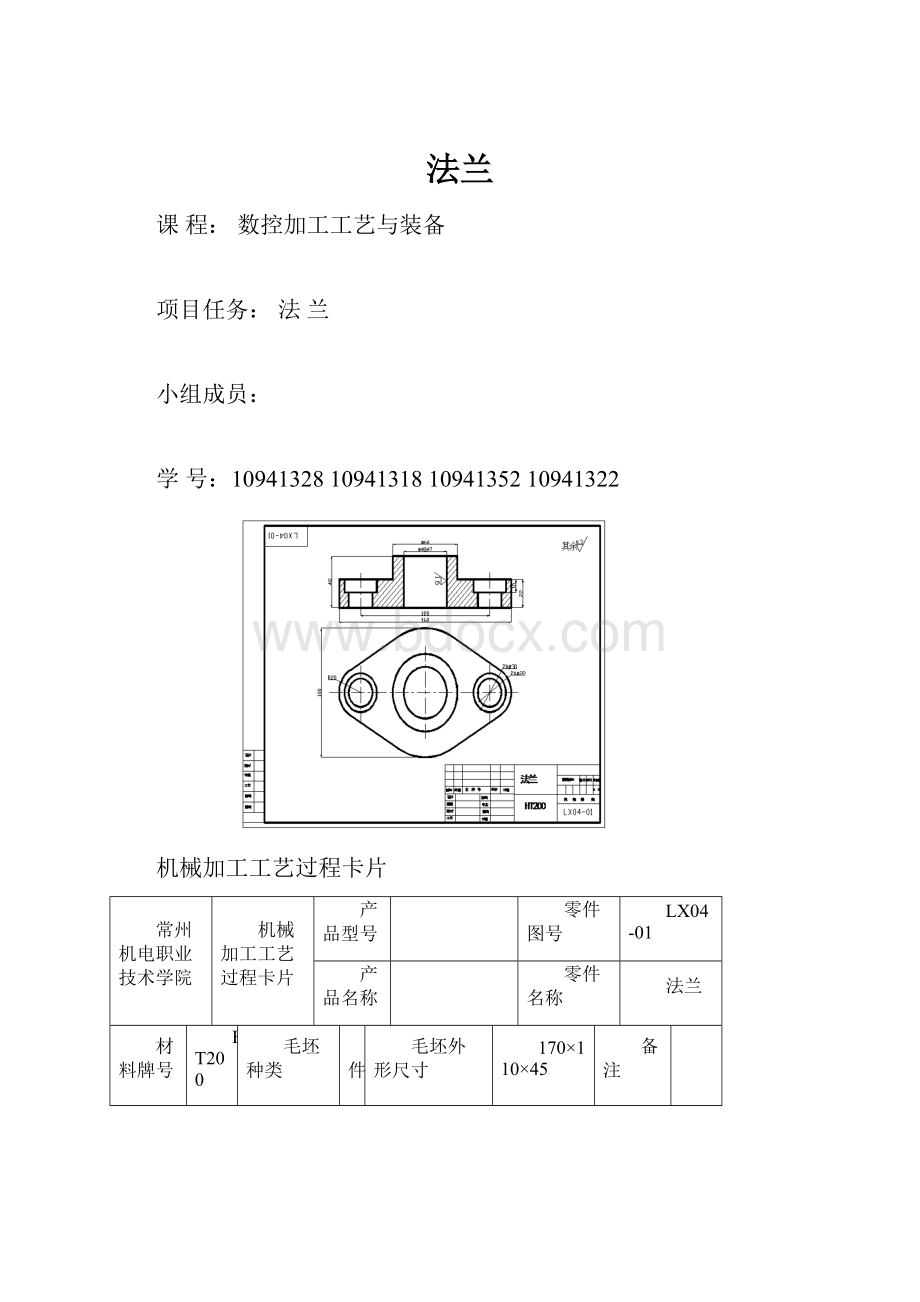
法兰
课程:
数控加工工艺与装备
项目任务:
法兰
小组成员:
学号:
10941328109413181094135210941322
机械加工工艺过程卡片
常州机电职业技术学院
机械加工工艺过程卡片
产品型号
零件图号
LX04-01
产品名称
零件名称
法兰
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
170×110×45
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
1
备料
铸造毛坯170×110×45
准备
2
热处理
时效热处理
热处理
时效炉
3
数控铣六面
铣六面尺寸要求尺寸达到165×105×40,Ra6.3
机加工
X5525立式铣床
平口钳
4
铣凸台
底平面和后侧面定位,平口钳一次装夹;铣图纸上要求的凸台,至尺寸要求,Ra6.3
机加工
X5525立式铣床
平口钳
5
钻孔
平口钳一次装夹;钻各类孔的中心孔A3,并钻2×φ22、锪2×φ30,钻、扩、孔口倒角、粗镗、半精镗、孔口倒角、精镗φ40H7至尺寸要求
机加工
TH5660A立式加工中心
平口钳
6
铣法兰的外轮廓
一面一销专用夹具装夹;铣法兰的外轮廓至尺寸要求,Ra6.3
机加工
TH5660A立式加工中
一面一销
7
钳工去毛刺
钳工用锉刀去毛刺
机加工
8
检验
按图纸要求来检验
9
入库
清理、防锈、上油
编制
审核
批准
共页
第页
数控加工工序卡
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX04-01
产品名称
零件名称
法兰
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
170×110×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
1
备料
准备
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速
切削速度
进给速度
背吃刀量
备注
1
铸造毛坯170×110×45
编制
审核
批准
共页
第页
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX04-01
产品名称
零件名称
法兰
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
170×110×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
1
备料
准备
工序简图:
编制
审核
批准
共页
第页
数控加工工序卡
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX04-01
产品名称
零件名称
法兰
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
170×110×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
3
数控铣六面
立式铣床
X5025
平口钳
机加工
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速
切削速度
进给量
背吃刀量
备注
1
底平面和侧面定位,平口钳第一次装夹;铣上平面,表面粗糙度Ra6.3
φ125硬质合金端面铣刀(齿6)
刀口尺、0~200游标卡
130
50
104
2.5
2
上平面和后平面定位,平口钳第二次装夹;铣前平面,粗糙度Ra6.3
φ50硬质合金端面铣刀(齿3)
刀口尺、0~200游标卡
400
63
180
2.5
3
上平面和前平面定位,平口钳第三次装夹;铣后平面,粗糙度Ra6.3
φ50硬质合金端面铣刀(齿3)
刀口尺、0~200游标卡
400
63
180
2.5
4
上平面和前平面定位,平口钳第四次装夹;铣底平面,粗糙度Ra6.3
φ125硬质合金端面铣刀(齿6)
刀口尺、0~200游标卡
125
50
104
2.5
5
底平面和左侧面定位,平口钳第五次装夹;铣右侧平面,粗糙度Ra6.3
φ50硬质合金端面铣刀(齿3)
刀口尺、0~200游标卡
400
63
180
2.5
6
底平面和左侧面定位,平口钳第六次装夹;铣左侧平面,粗糙度Ra6.3
φ50硬质合金端面铣刀(齿3)
刀口尺、0~200游标卡
400
63
180
2.5
编制
审核
批准
共页
第页
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX04-01
产品名称
零件名称
法兰
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
170×110×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
3
数控铣六面
立式铣床
X5025
平口钳
机加工
工序简图:
编制
审核
批准
共页
第页
数控加工工序卡
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX04-01
产品名称
零件名称
法兰
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
170×110×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
4
铣凸台
立式铣床
X5025
平口钳
机加工
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速
切削速度
进给速度
背吃刀量
备注
1
底平面和后侧面定位,平口钳一次装夹;铣图纸上要求的凸台,至尺寸要求
φ16高速钢铣刀(2齿)
0~125游标卡
200
10
8
4.5/4.5/4.5
/4.5
四次走刀
编制
审核
批准
共页
第页
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX04-01
产品名称
零件名称
法兰
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
170×110×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
4
铣凸台
立式铣床
X5025
平口钳
机加工7
工序简图:
编制
审核
批准
共页
第页
数控加工工序卡
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX04-01
产品名称
零件名称
法兰
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
170×110×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
5
钻孔
立式加工中心
TH5660A
平口钳
机加工
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速
切削速度
进给量
背吃刀量
备注
1
底平面和左侧面定位,平口钳一次装夹;钻各类孔的中心孔A3
A3中心钻
1200
11
手动进给
1.5
2
钻孔2×φ22
φ22钻头
0~125游标卡
116
8
0.15
11
3
锪孔2×φ30
阶梯锪刀
0~125游标卡
350
33
0.2
4
4
钻孔φ25
φ26钻头
0~125游标卡
116
8
0.15
12.5
5
扩孔φ38
φ28钻头
0~125游标卡
116
8
0.15
6.5
6
粗镗φ40H7至φ39.7
φ39.7镗刀
0~125游标卡
165
20
0.4
0.85
7
半精镗φ40H7至φ39.75
φ39.75镗刀
0~125游标卡
205
25
0.2
0.025
8
孔口倒角
90°锥度锪刀
0~125游标卡
100
9
精镗φ40H7至尺寸要求
φ40镗刀
φ40H7塞规
560
70
0.08
0.125
编制
审核
批准
共页
第页
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX04-01
产品名称
零件名称
法兰
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
170×110×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
5
钻孔
立式加工中心
TH5660A
平口钳
机加工
工序简图:
编制
审核
批准
共页
第页
数控加工工序卡
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX04-01
产品名称
零件名称
法兰
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
170×110×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
6
铣法兰的外轮廓
立式加工中心
TH5660A
平口钳
机加工
工步号
工步内容
刀具号
刀具
量具及检具
主轴转速
切削速度
进给速度
侧吃刀量
备注
1
专用夹具—一面一销装夹;铣法兰的外轮廓至图样要求
φ16高速钢铣刀(2齿)
0~125游标卡
200
10
8
2.5
编制
审核
批准
共页
第页
常州机电职业技术学院
数控加工工序卡片
产品型号
零件图号
LX04-01
产品名称
零件名称
法兰
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
170×110×45
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
6
铣法兰的外轮廓
立式加工中心
TH5660A
平口钳
机加工
工序简图:
编制
审核
批准
共页
第页
 升级会员
升级会员 