精益生产漫画集.ppt
《精益生产漫画集.ppt》由会员分享,可在线阅读,更多相关《精益生产漫画集.ppt(74页珍藏版)》请在冰豆网上搜索。
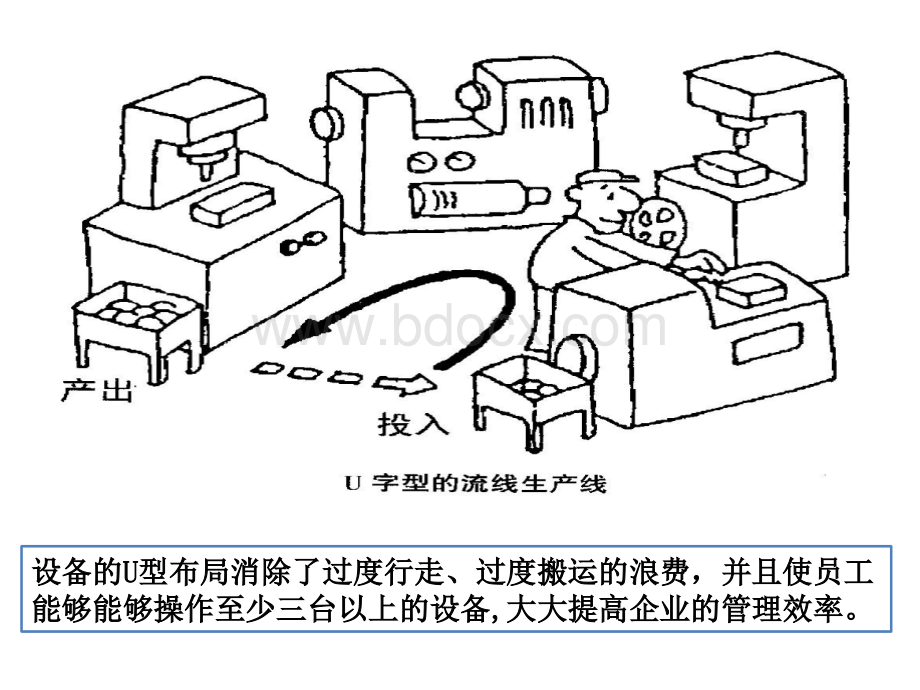
设备的设备的UU型布局消除了过度行走、过度搬运的浪费,并且使员工型布局消除了过度行走、过度搬运的浪费,并且使员工能够能够操作至少三台以上的设备能够能够操作至少三台以上的设备,大大提高企业的管理效率。
大大提高企业的管理效率。
在推行精益生产过程中,公司生产现场、职能部门的人员都到在推行精益生产过程中,公司生产现场、职能部门的人员都到现场学习、了解精益生产,在局部业务区域进行改变的过程中现场学习、了解精益生产,在局部业务区域进行改变的过程中感受成效和好处,从而逐步接受、理解、认同精益生产感受成效和好处,从而逐步接受、理解、认同精益生产.多品种、小批量的作业方式实现生产批量小、流动速度快,过多品种、小批量的作业方式实现生产批量小、流动速度快,过程在制品少,迅速响应客户的需求。
程在制品少,迅速响应客户的需求。
从批量生产向一个流转变并在实践中不断改进实现一个流是从批量生产向一个流转变并在实践中不断改进实现一个流是一个永无止境的持续改进过程一个永无止境的持续改进过程在物在物“流流”的情况下,生产过程一旦出的情况下,生产过程一旦出现问题,由于问题一出现就导致生产中现问题,由于问题一出现就导致生产中断、不能满足客户(下工序)的需求,断、不能满足客户(下工序)的需求,问题马上就被暴露出来,管理人员、专问题马上就被暴露出来,管理人员、专业人员立即到现场进行问题解决,从而业人员立即到现场进行问题解决,从而使生产过程中问题暴露一个解决一个,使生产过程中问题暴露一个解决一个,问题越来越少,生产越来越流畅问题越来越少,生产越来越流畅在生产的过程中,物在生产的过程中,物“留留”的情况下即使发的情况下即使发生了设备、质量等其他问题,由于有在制生了设备、质量等其他问题,由于有在制品的存在,这些问题不会马上影响到生产品的存在,这些问题不会马上影响到生产进度、问题不被管理人员所感知,从而导进度、问题不被管理人员所感知,从而导致问题得不到重视、没有重视就导致问题致问题得不到重视、没有重视就导致问题处理停留在治标不治本状态、问题反复出处理停留在治标不治本状态、问题反复出现、问题越来越多。
现、问题越来越多。
在生产线布局规划和设备设计过程中,以人为中心考虑设备操在生产线布局规划和设备设计过程中,以人为中心考虑设备操作的安全性、人机工程等,体现以人为本的理念作的安全性、人机工程等,体现以人为本的理念在进行布局优化改善过程中,从传统型的功能型布局向流程型布在进行布局优化改善过程中,从传统型的功能型布局向流程型布局(直线线流程布局、局(直线线流程布局、UU型布局、单元型布局)是改善的主导方型布局、单元型布局)是改善的主导方向,改善焦点围绕单件流、多能工、团队合作向,改善焦点围绕单件流、多能工、团队合作.精益布局消除场地的浪费和过度搬运的浪费,最终追求整个精益布局消除场地的浪费和过度搬运的浪费,最终追求整个公司的实现一个流,流畅制造提高企业持续竞争能力。
公司的实现一个流,流畅制造提高企业持续竞争能力。
设备越小占用空间(受空间限制)越小、移动越方便,调整、移设备越小占用空间(受空间限制)越小、移动越方便,调整、移动设备的位置就越简单,设备的利用率就越高动设备的位置就越简单,设备的利用率就越高多能工是实现工厂多品种、小批量制造的基础,他能够保证人员多能工是实现工厂多品种、小批量制造的基础,他能够保证人员的流动性,多能工是团队合作的要求,同时也是团队合作的结果的流动性,多能工是团队合作的要求,同时也是团队合作的结果精益布局之后不是永恒不变,我们需要考虑能够移动的设备能够精益布局之后不是永恒不变,我们需要考虑能够移动的设备能够在进行布局改善、快速换型时快速到位。
在进行布局改善、快速换型时快速到位。
精益化之路永无止境,需要持之以恒不断持续改进精益化之路永无止境,需要持之以恒不断持续改进*库存是企业生产系统稳定运行的库存是企业生产系统稳定运行的“保险箱保险箱”,我们是安于现状,我们是安于现状还是改变现状,这是一种企业经营的态度。
库存是万恶之源!
还是改变现状,这是一种企业经营的态度。
库存是万恶之源!
*建立一个物料超市,通过补充超市已消耗的物料资源,来控制建立一个物料超市,通过补充超市已消耗的物料资源,来控制整个生产物料流动,实现库存受控、流动有序的生产组织方式,整个生产物料流动,实现库存受控、流动有序的生产组织方式,拉动生产方式就建立了。
拉动生产方式就建立了。
*看板卡拉动方式是通过预先设定的看板卡系统,按照拉动的原看板卡拉动方式是通过预先设定的看板卡系统,按照拉动的原理设定运行流程、配置相应的资源组织上游物料向下游有序供理设定运行流程、配置相应的资源组织上游物料向下游有序供应,从而组织物流运作并控制物流资源。
应,从而组织物流运作并控制物流资源。
看板卡看板卡*看板卡拉动生产方式是一个系统工程,他需要三个条件才能够看板卡拉动生产方式是一个系统工程,他需要三个条件才能够保证有序运行,平稳的生产计划、稳定的生产过程、流线化生保证有序运行,平稳的生产计划、稳定的生产过程、流线化生产结构是看板卡拉动生产的先决条件,否则拉动无法有效运行。
产结构是看板卡拉动生产的先决条件,否则拉动无法有效运行。
*推动生产模式组织过程松弛,各个部门按照自身的需求组织生推动生产模式组织过程松弛,各个部门按照自身的需求组织生产,而没有太多对内外部客户需求能力的考虑,生产组织过程产,而没有太多对内外部客户需求能力的考虑,生产组织过程无序,充实着大量的浪费。
无序,充实着大量的浪费。
*拉动生产模式组织过程严谨,各个部门严格按照下游客户的需拉动生产模式组织过程严谨,各个部门严格按照下游客户的需求来组织生产,补充下游消耗的库存量来控制生产,管理团队的求来组织生产,补充下游消耗的库存量来控制生产,管理团队的神经紧张,生产过程浪费不断得到改善。
神经紧张,生产过程浪费不断得到改善。
*增值和非增值:
在生产组织过程中我们看到大家都在忙碌,我增值和非增值:
在生产组织过程中我们看到大家都在忙碌,我们是否思考过什么工作是第一头牛的工作、什么工作是第二头们是否思考过什么工作是第一头牛的工作、什么工作是第二头牛的工作呢?
非增值工作在我们的现场大量存在,我们需要具牛的工作呢?
非增值工作在我们的现场大量存在,我们需要具备发现非增值工作的能力和眼睛!
备发现非增值工作的能力和眼睛!
*浪费现象在现场无处不在,我们在消除浪费的过程中以劳动改浪费现象在现场无处不在,我们在消除浪费的过程中以劳动改善作为工作的方向,帮助员工改善劳动强度,提高工作效率,善作为工作的方向,帮助员工改善劳动强度,提高工作效率,而不是提高工作强度的方式来提高员工的工作负担!
而不是提高工作强度的方式来提高员工的工作负担!
大量的库存滋生了众多的企业问题,而问题却被库存掩盖了,大量的库存滋生了众多的企业问题,而问题却被库存掩盖了,人们并没有紧迫感去解决这些问人们并没有紧迫感去解决这些问题,日常题,日常“救火式救火式”的解决问的解决问题的模式就延续下来。
题的模式就延续下来。
与其过量生产与其过量生产造成浪费,还造成浪费,还不如省下来给不如省下来给员工发奖金员工发奖金!
流水线生产也是一样,所有员工生产节拍必须一致,决定生流水线生产也是一样,所有员工生产节拍必须一致,决定生产效率的不是最快的员工,而是最慢的员工。
产效率的不是最快的员工,而是最慢的员工。
谁叫你平时谁叫你平时不做好不做好TPMTPM工工作,活该!
作,活该!
多种产品汇集到同一台设备加工,多种产品汇集到同一台设备加工,会造成在制品库存增加。
会造成在制品库存增加。
物流路线像迷宫物流路线像迷宫为什么不设计精为什么不设计精益物流。
益物流。
库存造成浪费库存造成浪费企业没有钱赚企业没有钱赚工资发不出工资发不出看你怎么安心看你怎么安心?
孤岛作业,每个人按照自己的想法组织生产,在制品库存大孤岛作业,每个人按照自己的想法组织生产,在制品库存大量存在。
造成过量生产的浪费。
量存在。
造成过量生产的浪费。
一人加工四种产一人加工四种产品的同一道工序品的同一道工序一人加工一种产一人加工一种产品的四道工序品的四道工序我喜欢多制程操我喜欢多制程操作方式,因为这作方式,因为这样制造周期短,样制造周期短,库存少!
库存少!
U型布局真好,一人可独立操作四台不同设备。
型布局真好,一人可独立操作四台不同设备。
嘿嘿嘿嘿,让你想让你想出错都不行!
出错都不行!
防错法日文称防错法日文称PKKA-YOKE,PKKA-YOKE,又称防呆又称防呆法。
即在过程失误发生之前即加以法。
即在过程失误发生之前即加以防止。
是一种在作业过程中采用自防止。
是一种在作业过程中采用自动作用、报警、标识、分类等手段,动作用、报警、标识、分类等手段,使作业人员不特别注意也不会失误使作业人员不特别注意也不会失误的方法。
能让你达到的方法。
能让你达到“第一次就把第一次就把工作工作做对做对”的境界!
的境界!
全面推进全面推进TPMTPM有效降低质量成本有效降低质量成本现有的生产模式更倾向于多品种,小现有的生产模式更倾向于多品种,小批量,而设备的利用也应具备更多的批量,而设备的利用也应具备更多的柔性柔性全员参与全员参与TPM,TPM,设备长寿有保障设备长寿有保障40不好,设备出问题了,不好,设备出问题了,赶紧上报!
赶紧上报!
暗灯系统能防止缺陷传递到下工序,并有暗灯系统能防止缺陷传递到下工序,并有助于及时反馈并解决问题助于及时反馈并解决问题41全员参与全员参与TPMTPM,有效降低设备故,有效降低设备故障率,提升设备效率和生产力障率,提升设备效率和生产力贯彻三现主义,到现场,看现物,贯彻三现主义,到现场,看现物,了解现状,及时解决现场的问题了解现状,及时解决现场的问题43以以“零零”不良为质量目标,坚决执行三不主义不良为质量目标,坚决执行三不主义44推行全员参与设备维护,避免你修机我推行全员参与设备维护,避免你修机我看戏的单兵作战。
看戏的单兵作战。
45全员参与推行全员参与推行TPMTPM,提升员工责任意,提升员工责任意识我使用我负责,我使用我爱护。
识我使用我负责,我使用我爱护。
46全员参与设备维修,不能盲目追全员参与设备维修,不能盲目追求运转率,忽视点检保养,造成求运转率,忽视点检保养,造成可动率低。
可动率低。
设设备可动率的改善需要重点对设备加工的各个动备可动率的改善需要重点对设备加工的各个动作要素进行分析,挖掘瞬间的改善细节并实施改作要素进行分析,挖掘瞬间的改善细节并实施改善来提高设备的可动率。
善来提高设备的可动率。
48精益精益生产生产宣传宣传漫画漫画文字文字描述描述推行精益生产,追求推行精益生产,追求77个个“零零”目标:
目标:
1.1.零切换浪费零切换浪费2.2.零库存零库存3.3.零浪费零浪费4.4.零不良零不良5.5.零故障零故障6.6.零停滞零停滞7.7.零事零事故故嘿嘿,我只有一个,多轻松!
一次吃掉几十个,难受啊!
“流动流动”能大大降低在制品库存,缩短制造周期。
在实施能大大降低在制品库存,缩短制造周期。
在实施“一个流一个流”过程中,过程中,可以逐步由经济小批量向单件过渡,向实现最终目标可以逐步由经济小批量向单件过渡,向实现最终目标“一个流一个流”努力。
努力。
通过产品切换前的准备工作、快速换模、零配件的快速切换等方法,大大通过产品切换前的准备工作、快速换模、零配件的快速切换等方法,大大减少产品切换前的等待工作,减少非增值的时间,缩短生产周期。
减少产品切换前的等待工作,减少非增值的时间,缩短生产周期。
看我怎么收拾你!
快速换模就是尽可能在最短的时间内完成模具的安装与调试工作,在模具快速换模就是尽可能在最短的时间内完成模具的安装与调试工作,在模具安装过程中,使用快速、方便且通用性强的紧固件,螺丝是阻碍快速切换安装过程中,使用快速、方便且通用性强的紧固件,螺丝是阻碍快速切换的最大障碍,避免采用复杂繁琐的设计结构。
的最大障碍,避免采用复杂繁琐的设计结构。
保证三分钟可以装上模具!
我们可以先减少一半的换装时间嘿嘿,只要一按开关就可以用啦!
我们直接就可以把模具装上!
快速切换能给我们带来很大成效,但是,在实施快速切换中要注意循序渐快
 升级会员
升级会员 