VELAN四通阀及进料隔断阀检修方案.docx
《VELAN四通阀及进料隔断阀检修方案.docx》由会员分享,可在线阅读,更多相关《VELAN四通阀及进料隔断阀检修方案.docx(13页珍藏版)》请在冰豆网上搜索。
VELAN四通阀及进料隔断阀检修方案
洛阳奇新热力管件有限公司
特阀检修方案
洛阳奇新热力管件有限公司
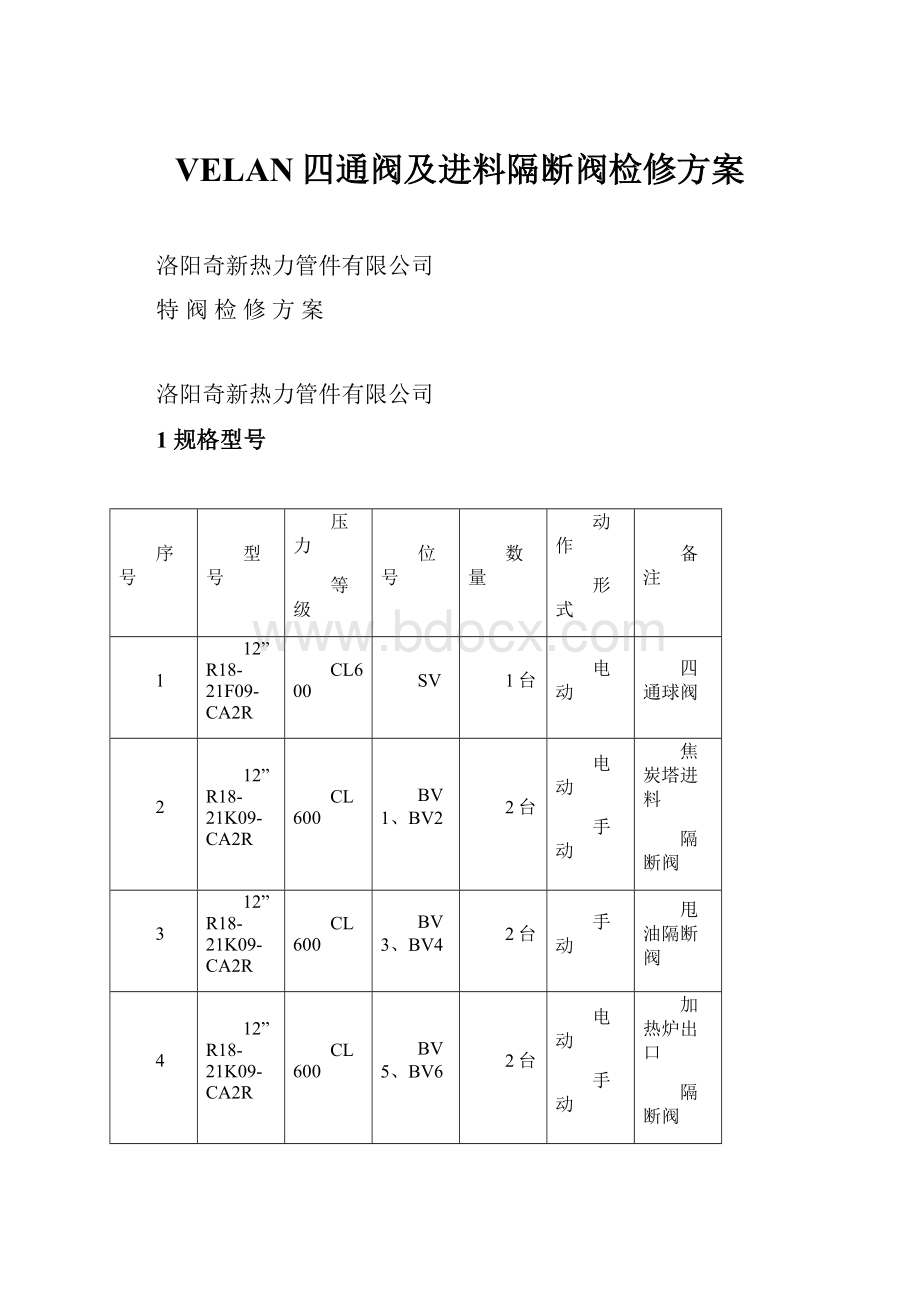
1规格型号
序号
型号
压力
等级
位号
数量
动作
形式
备注
1
12”R18-21F09-CA2R
CL600
SV
1台
电动
四通球阀
2
12”R18-21K09-CA2R
CL600
BV1、BV2
2台
电动
手动
焦炭塔进料
隔断阀
3
12”R18-21K09-CA2R
CL600
BV3、BV4
2台
手动
甩油隔断阀
4
12”R18-21K09-CA2R
CL600
BV5、BV6
2台
电动
手动
加热炉出口
隔断阀
5
24”R24-11K09-CA2R
CL300
VV1、VV2
2台
电动
手动
油气隔断阀
6
24”R24-11E09-XXXR
CL300
VV3
1台
电动
手动
大油气阀
(背压环阀)
2检修基本依据
维修威兰球阀(Velan)基本依据是威兰公司起草的维修手册,即《延迟焦化用6~30英寸金属阀座球阀维修手册》(DELAYEDCOKERMETAL-SEATEDBALLVALVES,6-30″)。
结合球阀技术要求和球阀实际情况进行解体维修,对于上述维修手册中没有涉及或者不够明晰的部分采用相关国内标准,如压力实验用有关法兰的选用的压力等级按HG20617-97对应的(或接近的)压力等级法兰;此外对于没有相应国内标准的且需要维修的部分根据双方约定的方案维修。
3检修主要解决的问题
根据球阀在使用过程中出现的故障状态进行有针对性的检查与维修,
以下为常见的故障表现:
3.1阀门切换过程不顺畅或无法切换。
3.2阀门出现内漏现象。
波纹管与球面密封座接触面泄漏。
球面座与球体密封面泄漏。
3.3蒸汽注入量减少。
3.4盘根处出现蒸汽或介质泄漏。
3.5法兰处有介质泄漏。
3.6执行机构手动电动切换失效。
3.7手动机构失效(仅针对机械部分)。
对于上述未列出的故障,要视具体问题具体分析。
4故障原因分析
根据上述常见故障的表象以及我公司对此类球阀的维修经验进行如下分析:
4.1导致切换过程不顺畅或无法切换的原因有三:
执行器故障。
球面结焦严重致使球体被抱死。
阀杆与球体及上部执行器的中心发生偏移导致转动时阻力过大。
4.2阀门的内漏原因主要有三种:
球面出现较大腐蚀坑或严重划伤。
波纹管对球面密封座的压紧力不平衡。
球面密封座与波纹管接触面出现点蚀。
4.3蒸汽注入量减少往往是因为渣油进入波纹管的内外蒸汽腔并在此结焦使得蒸汽无法注入阀体,这样会导致球体表面结焦。
4.4盘根处泄漏一般是先泄漏蒸汽,当蒸汽不能进入阀体后,少量渣油就会进入填料函,直至将蒸汽管堵塞或部分堵塞,然后从盘根处泄漏渣油。
4.5法兰处螺栓经热紧后仍然泄漏通常是密封垫片失效所致。
4.6执行器手动电动切换机构是靠一个弹簧来实现的当这个弹簧失效后,手动电动的切换就难以实现。
4.7手动机构的整体传动机构是一套三级传动装置(两套蜗轮蜗杆机构、一套齿轮机构)第一级蜗轮蜗杆机构是一套小模数蜗轮机构,故蜗杆直径较细,且经过淬火处理,不能采用加力杆操作,这样会导致蜗杆断裂。
二、三级传动一般模数比一级要大,故单靠人力不易损坏;如有损坏一般为缺少润滑油,或齿面咬齿等故障所致。
上述所分析的故障原因为常见故障,因为各炼厂的工况情况及操作习惯的不同,可能会出现一些其它问题或故障;对于此类问题和故障需根据故障的表现进行初步分析,然后待拆解后再做具体诊治。
4检修准备工作
4.1施工前委托方要向维修方提供相关技术资料并详细说明故障状态。
技术资料包括设备图、安装图、维修手册等技术资料。
4.2由于检修时间及其它不确定因素,因此检修前要做好必要的检修、检验、试验等准备工作,如各类工装卡具,修理清洁工具,检验校验工具,盲板法兰,压力试验设备等;除此以外在检修过程中还要根据具体情况专门配做一些相应的辅助工具等。
4.3密封件如:
连接法兰密封垫片及金属环垫、盘根(石棉石墨盘根和石墨盘根)、套环。
5主要检修内容
5.1对于所需维修的球阀进行解体检查、查找故障原因、清理阀体内部及各零部件、检测相关零部件是否存在失效或其它可能导致故障出现的问题、制定具体的维修方法,实施修理过程、组装相关零部件、动作实验、压力实验外观整理等工作。
对于清理、检验、试验等工作依《延迟焦化用6~30英寸金属阀座球阀维修手册》要求。
5.2对于尚无故障的球阀进行拆解维护保养,预防故障发生,并进行清理、检验、试验等工作。
按《延迟焦化用6~30英寸金属阀座球阀维修手册》要求执行。
5.3对于已经损坏部件进行更换(特殊件经修复能达到使用要求的可以继续使用);对于密封件应全部更换(特殊密封件在经过检验后仍可使用的可以继续使用)。
5.4如果阀杆表面或填料函有划伤,需进行表面处理并达到原有表面光洁度;如果球面或密封座密封面有划伤或腐蚀坑,则应对腐蚀坑进行修复然后再对其表面进行研磨。
5.5检查蒸汽吹扫管是否存在堵塞,若有,则需将其清理畅通。
5.6对于波纹管要将其内外表面的结焦、渣油清理干净;并检查波纹管两端面是否平行,若不平行则需对波纹管进行校平,防止在使用过程中波纹管失稳;检查各个波的波距是否出现较大的不一致,若有此现象则需对波纹管的波距进行校准。
5.7导流筒一般不会出现大的损坏,但要对其圆度进行校验,并校正。
5.8密封座在长期使用过程中会有轻微的翘曲变形,此变形会导致泄漏;故要对此进行校形。
5.9如果故障是由执行器所致,那就要对执行器进行拆解并维修(对于执行器的维修仅限于机械部分)
球阀按检验要求检查,最终要达到实际使用要求。
6检修施工(依拆解具体情况调整)
6.2检修工具工装
a、拆解工装
英制内六方扳手2套
英制冲击扳手2套
20t千斤顶2台
8t千斤顶2台
填料函拆卸支架(根据阀门规格配做)2个
阀盖拆卸支架(根据阀门规格配做)2个
阀套拆卸顶出螺钉(根据阀门规格配做)6个
10t天车1台
b、修配工装
软金属刮刀若干把
波纹管拆卸模具(根据波纹管具体尺寸配制)3套
万能外圆磨床M131W1台
c、密封实验用工装
盲板法兰(根据阀门规格配做)6个
高强度螺母(根据阀门规格定购)数量按实际需要定制
高强度双头螺栓(根据阀门规格定购)数量按实际需要定制
特制高强双头螺栓(一头英制一头公制)数量按实际需要配制
蒸汽吹扫口盲板法兰10个
蒸汽吹扫口密封垫片10片
高强度螺栓M12X6040条
高强度螺母M1240个
高压泵1台
气泵1台
不同规格O型圈若干
高压软管接头10个
d、其它辅助设备
气焊设备1套
电焊设备1套
氩弧焊设备1套
CA6140A(车床)2台
50摇臂钻1台
钳工操作平台1个
零件设备场地转运车辆1台
清洗剂若干瓶
清洗用煤油若干
碳化硅研磨砂若干
尼龙起吊绳2根
润滑脂若干
轻质机油若干
量具(卡尺、千分尺、内径千分表、内外卡钳)若干把
电动砂轮机2台
电动磨头2台
枕木10根
6.3检修施工
a、四通球阀
a.1、将阀门执行器及上部蜗轮传动机构整体拆卸
a.2、安装阀杆(球体)定位支架,防止在拆卸阀套时球体坠落
a.3、将三个装有波纹管的阀套,逐个拆卸
a.3.1、将阀套球面座,导流筒和波纹管分别拆下
a.3.1、把球面座,导流筒和波纹管上凝固的渣油及结焦清理干净
a.3.3、检查球面座、导流筒和波纹管是否有损伤或变形
a.4、将阀盖上的填料函压盖拆下
a.5、取出填料含内填料,注意不要将阀杆划伤
a.6、拆卸阀盖
a.7、拆除球体
a.8、清理阀体、阀盖和球体上凝固的渣油以及所结焦块
a.9、清理蒸汽吹扫管内渣油或结焦
a.10、重新配研球面座
a.11、重新安装所有零部件,并更换所有密封件
2、将执行器安装好后,进行手动空载试验
3、进行密封实验,合格后运至施工现场
b、二通球阀
b.1、将阀门执行器及上部蜗轮传动机构整体拆卸
b.2、安装阀杆(球体)定位支架
b.3、将双法兰卸下
b.4、将阀盖上的填料函压盖拆下
b.5、取出填料函内填料,注意不要将阀杆划伤
b.6、拆除球体
b.7、清理阀体内腔
b.7.1、将阀套球面座,导流筒和波纹管分别拆下
b.7.2、把球面座,导流筒和波纹管上凝固的渣油及结焦清理干净
b.7.3、检查球面座、导流筒和波纹管是否有损伤或变形
b.8、清理双法兰和球体上凝固的渣油以及所结焦块
b.9、清理蒸汽吹扫管内渣油或结焦
b.10、重新配研球面座
b.11、重新安装所有零部件,并更换所有密封件
2、安装执行器,进行空载手动切换试验
3、进行密封实验,合格后运至施工现场
c、背压环阀
、将阀门执行器及上部蜗轮传动机构整体拆卸
c.2、将侧阀盖拆下
、将阀两端填料函压盖拆下
、取出填料函内填料,注意不要将阀杆划伤
c.5、卸下球环两端转动轴和定位轴
、拆除球环
c.7、清理阀体内腔
c.8、清理球环上凝固的渣油以及所结焦块
c.9、清理蒸汽吹扫管内焦粉
c.10、重新安装所有零部件,并更换所有密封件
1、安装执行器,进行空载手动切换试验
c.12、合格后运至施工现场
d、执行器机械部分检修
d.1、将执行器上注油孔螺塞拧下,放出执行器内原有润滑油
d.2、打开执行器上盖,清理蜗轮箱内润滑脂
d.3、将手轮拆下
d.4、松掉手动操作切换手柄的安装螺钉,卸下切换手柄
d.5、拆下齿轮箱,分离执行器和蜗轮箱
d.6、打开手轮后面的端盖,注意不要损伤密封圈
d.7、拆下手轮蜗杆,取出蜗轮;并检查有无损坏
d.8、取出手动操作切换弹簧
d.9、拆下电机驱动的蜗轮蜗杆,拆卸是注意避免损坏轴承
d.10、检查各级传动机构零件是否有,咬齿、断齿、胶合等现象
d.11、各零部件检修完后,重新回装
d.12、将新的润滑油重新注入执行器内
d.13、更换润滑脂
d.14、盖好蜗轮箱盖
d.15、空载手动试验
d.16、检查各连接处有无漏油,完成检修
6.4在拆解过程中多数配合都为紧配合,且结焦严重使得在拆解时难度非常大。
为了在拆卸波纹管时不使其受损专门制作波纹管拆卸模具,用千斤顶配合拆卸支架、模具将波纹管完好卸下。
由于密封面和其临近位置常有不同程度的结焦,为了不损伤密封面又能去除焦块和凝固的渣油,用黄铜制作专用工具,剔除焦块和渣油。
球体表面等密封面的结焦,使用金相砂纸等非损伤性清理手段手工清除。
密封面的研磨采用专制辅助工具手工完成。
7检验和测试
7.1解体后的球阀要进行详细的检查,特别是内外密封面的检查,并做好记录。
7.2阀门维修组装后对每个阀门按规定进行总成检查。
装配后的阀门要运行自如,无卡阻现象。
7.3压力实验
阀座密封(测定泄漏量)试验按VELAN《延迟焦化用6~30英寸金属阀座球阀维修手册》要求执行。
密封实验为水密封实验。
如果水密封试验不能通过则需要对阀座与球体密封面重新配研。
8某阀门检修拆解后情况
a、四通球阀
a.1、三个球面座都有一定变形(变形量很小但会影响密封效果),波纹管内外结焦严重(如图1所示)
a.2、阀体内局部结焦(如图2所示)
图1波纹管结焦情况图2四通阀体内结焦情况
b、二通球阀
b.1、阀体内结焦严重几乎将球体抱死,结焦厚度接近30mm
(如图3图4所示)
图3二通阀结焦情况图4二通阀阀体结焦情况
b.2、波纹管结焦严重,波纹管与阀套难以分离
b.3、执行器手动蜗杆断裂(如图5所示)
图5执行器手动蜗杆损坏图6执行器手动/电动切换手柄弹簧损坏
b.4、执行器手动电动切换离合器的复位弹簧断裂(如图6所示)
b.5、波纹管结焦严重(如图7所示),波纹管与导流筒难以分离
b.6、阀体内有明显结焦(如图8所示)
图7二通阀波纹管结焦情况图8二通阀阀体结焦情况
以上图片及说明是我公司维修Velan球阀时的图片资料
 升级会员
升级会员 