连铸工艺.doc
《连铸工艺.doc》由会员分享,可在线阅读,更多相关《连铸工艺.doc(33页珍藏版)》请在冰豆网上搜索。
连铸工艺流程介绍
----冶金自动化系列专题
【导读】:
转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。
连铸工段就是将精炼后的钢水连续铸造成钢坯的生产工序,主要设备包括回转台、中间包,结晶器、拉矫机等。
本专题将详细介绍转炉(以及电炉)炼钢生产的工艺流程,主要工艺设备的工作原理以及控制要求等信息。
由于时间的仓促和编辑水平有限,专题中难免出现遗漏或错误的地方,欢迎大家补充指正。
【发表建议】
连铸的目的:
将钢水铸造成钢坯。
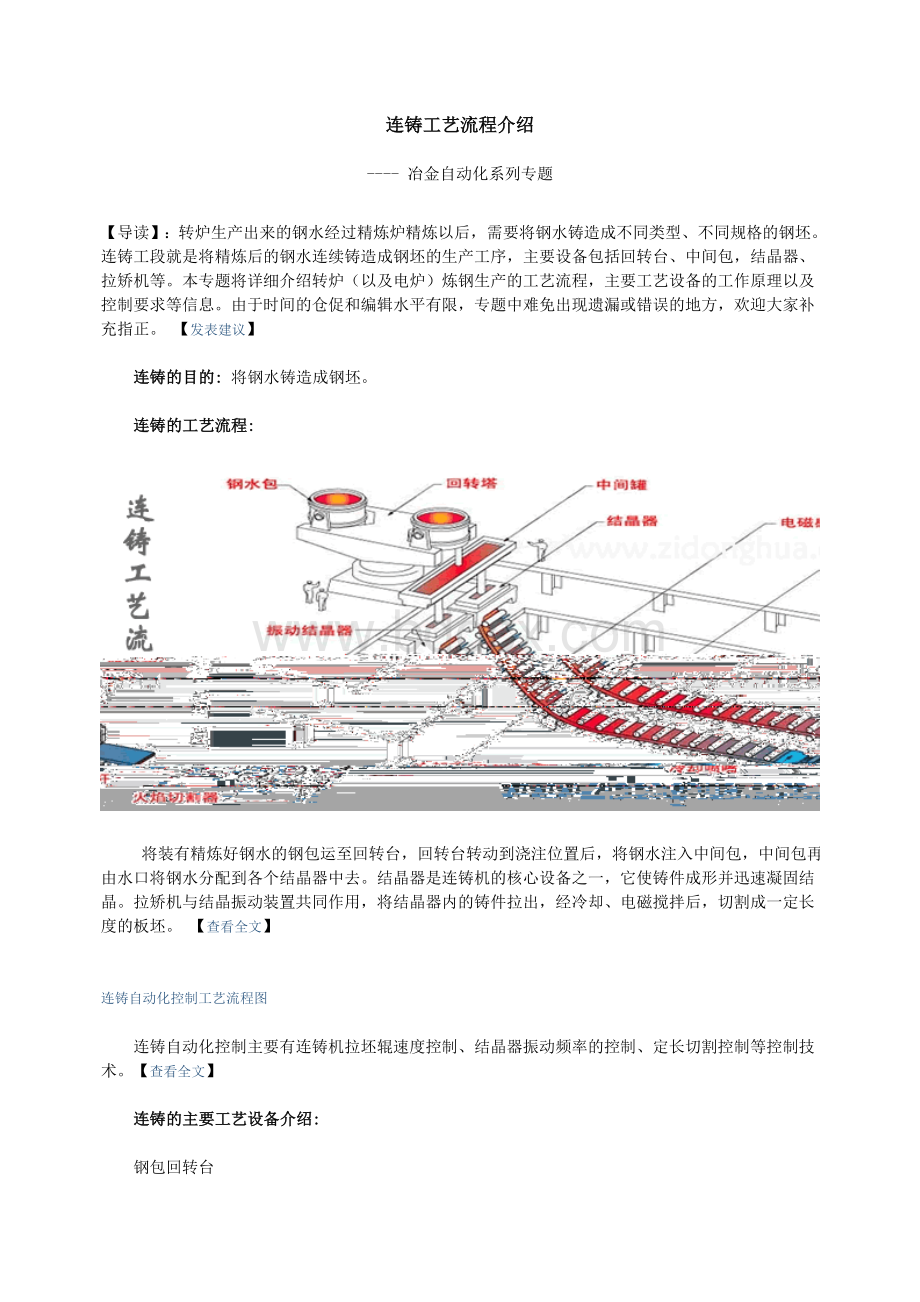
连铸的工艺流程:
将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
【查看全文】
连铸自动化控制工艺流程图
连铸自动化控制主要有连铸机拉坯辊速度控制、结晶器振动频率的控制、定长切割控制等控制技术。
【查看全文】
连铸的主要工艺设备介绍:
钢包回转台
钢包回转台:
设在连铸机浇铸位置上方用于运载钢包过跨和支承钢包进行浇铸的设备。
由底座、回转臂、驱动装置、回转支撑、事故驱动控制系统、润滑系统和锚固件6部分组成。
【查看全文】
中间包
中间包是短流程炼钢中用到的一个耐火材料容器,首先接受从钢包浇下来的钢水,然后再由中间包水口分配到各个结晶器中去。
【查看全文】
结晶器
在连续铸造、真空吸铸、单向结晶等铸造方法中,使铸件成形并迅速凝固结晶的特种金属铸型。
结晶器是连铸机的核心设备之一,直接关系到连铸坯的质量。
【查看全文】
拉矫机
在连铸工艺中,连铸机拉坯辊速度控制是连铸机的三大关键技术之一,拉坯速度控制水平直接影响连铸坯的产量和质量,而拉坯辊电机驱动装置的性能又在其中发挥着重要作用。
【查看全文】
电磁搅拌器
电磁搅拌器(Electromagneticstirring:
EMS)的实质是借助在铸坯液相穴中感生的电磁力,强化钢水的运动。
具体地说,搅拌器激发的交变磁场渗透到铸坯的钢水内,就在其中感应起电流,该感应电流与当地磁场相互作用产生电磁力,电磁力是体积力,作用在钢水体积元上,从而能推动钢水运动。
【查看全文】
冷却喷嘴
冷却喷嘴具有结构简单、喷雾均匀的特点,根据喷雾面积需要,可在集管上安装许多喷嘴,当喷嘴均匀排列时,可保证喷雾的互相交叉,并略有重叠部分,使整个集管喷射分布均匀;主要适用于连铸机、初轧和各种需要扁平喷雾冷却的机械设备中。
【查看全文】
火焰切割机
火焰切割机也叫氧气切割。
根据切割钢板的厚度安装适当孔径的割嘴;【查看全文】
连铸系统也是一个比较复杂的系统,用到的自动化产品比较多,下面列举部分产品出来:
常用到的自动化设备:
PLC、组态软件、变频器、工控机、工业以太网交换机等等。
连铸自动化控制工艺流程图
图片:
连铸自动化控制工艺流程图:
将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
有连铸机拉坯辊速度控制、结晶器振动频率的控制、定长切割控制等主要控制技术。
图片:
水平连铸控制工艺流程图:
图片:
图片:
图片:
图片:
图片:
生产线实景图:
连铸工艺详解
连铸的生产工艺流程:
将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
连铸钢水的准备
一、连铸钢水的温度要求:
钢水温度过高的危害:
①出结晶器坯壳薄,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属夹杂,影响板坯内在质量;④铸坯柱状晶发达;⑤中心偏析加重,易产生中心线裂纹。
钢水温度过低的危害:
①容易发生水口堵塞,浇铸中断;②连铸表面容易产生结疱、夹渣、裂纹等缺陷;③非金属夹杂不易上浮,影响铸坯内在质量。
二、钢水在钢包中的温度控制:
根据冶炼钢种严格控制出钢温度,使其在较窄的范围内变化;其次,要最大限度地减少从出钢、钢包中、钢包运送途中及进入中间包的整个过程中的温降。
实际生产中需采取在钢包内调整钢水温度的措施:
1)钢包吹氩调温
2)加废钢调温
3)在钢包中加热钢水技术
4)钢水包的保温
中间包钢水温度的控制
一、浇铸温度的确定
浇铸温度是指中间包内的钢水温度,通常一炉钢水需在中间包内测温3次,即开浇后5min、浇铸中期和浇铸结束前5min,而这3次温度的平均值被视为平均浇铸温度。
浇铸温度的确定可由下式表示(也称目标浇铸温度):
T=TL+△T。
二、液相线温度:
即开始凝固的温度,就是确定浇铸温度的基础。
推荐一个计算公式:
T=1536-{78[%C]+7.6[%Si]+4.9[%Mn]+34[%P]+30[%S]+5.0[%Cu]+3.1[%Ni]+1.3[%Cr]+3.6[%Al]+2.0[%Mo]+2.0[%V]+18[%Ti]}
三、钢水过热度的确定
钢水过热度主要是根据铸坯的质量要求和浇铸性能来确定。
钢种类别 过热度
非合金结构钢 10-20℃
铝镇静深冲钢 15-25℃
高碳、低合金钢 5-15℃
四、出钢温度的确定
钢水从出钢到进入中间包经历5个温降过程:
△T总=△T1+△T2+△T3+△T4+△T5
△T1出钢过程的温降;
△T2出完钢钢水在运输和静置期间的温降(1.0~1.5℃/min);
△T3钢包精炼过程的温降(6~10℃/min);
△T4精炼后钢水在静置和运往连铸平台的温降(5~1.2℃/min);
△T5钢水从钢包注入中间包的温降。
T出钢=T浇+△T总
控制好出钢温度是保证目标浇铸温度的首要前提。
具体的出钢温度要根据每个钢厂在自身温降规律调查的基础上,根据每个钢种所要经过的工艺路线来确定。
拉速的确定和控制
一、拉速控制作用:
拉速定义:
拉坯速度是以每分钟从结晶器拉出的铸坯长度来表示。
拉坯速度应和钢液的浇注速度相一致。
拉速控制合理,不但可以保证连铸生产的顺利进行,而且可以提高连铸生产能力,改善铸坯的质量.现代连铸追求高拉速。
二、拉速确定原则:
确保铸坯出结晶器时的能承受钢水的静压力而不破裂,对于参数一定的结晶器,拉速高时,坯壳薄;反之拉速低时则形成的坯壳厚。
一般,拉速应确保出结晶器的坯壳厚度为12-14mm。
影响因素:
钢种、钢水过热度、铸坯厚度等。
1)机身长度的限制
根据凝固的平方根定律,铸坯完全凝固时达到的厚度:
又机身长度:
得到拉速:
2)拉坯力的限制
拉速提高,铸坯中的未凝固长度变长,各相应位置上凝固壳厚度变薄,铸坯表面温度升高,铸坯在辊间的鼓肚量增多。
拉坯时负荷增加。
超过拉拔转矩就不能拉坯,所以限制了拉速的提高。
3)结晶器导热能力的限制
根据结晶器散热量计算出,最高浇注速度:
板坯为2.5米/分
方坯为3-4米/分
4)拉坯速度对铸坯质量的影响
(1)降低拉速可以阻止或减少铸坯内部裂纹和中心偏析
(2)提高拉速可以防止铸坯表面产生纵裂和横裂
(3)为防止矫直裂纹,拉速应使铸坯通过矫直点时表面温度避开钢的热脆区。
5)钢水过热度的影响
一般连铸规定允许最大的钢水过热度,在允许过热度下拉速随着过热度的降低而提高,如图1所示。
6)钢种影响:
就含碳量而言,拉坯速度按低碳钢、中碳钢、高碳钢的顺序由高到低。
就钢中合金含量而言,拉速按普碳钢、优质碳素钢、合金钢顺序降低。
图1 拉速与温度对应表
第四节铸坯冷却的控制
钢水在结晶器内的冷却即一冷确定,其冷却效果可以由通过结晶器壁传出的热流的大小来度量,如图2所示。
图2 钢水在结晶器内的冷却
1)一冷作用:
一冷就是结晶器通水冷却。
其作用是确保铸坯在结晶器内形成一定的初生坯壳。
2)一冷确定原则:
一冷通水是根据经验,确定以在一定工艺条件下钢水在结晶器内能够形成足够的坯壳厚度和确保结晶器安全运行的前提。
通常结晶器周边供水2L/mm·min。
进出水温差不超过8℃,出水温度控制在45-500℃为宜,水压控制在0.4-0.6Mpa。
3)二冷作用:
二次冷却是指出结晶器的铸坯在连铸机二冷段进行的冷却过程.其目的是对带有液芯的铸坯实施喷水冷却,使其完全凝固,以达到在拉坯过程中均匀冷却.
4)二冷强度确定原则:
二冷通常结合铸坯传热与铸坯冶金质量两个方面来考虑.铸坯刚离开结晶器,要采用大量水冷却以迅速增加坯壳厚度,随着铸坯在二冷区移动,坯壳厚度增加,喷水量逐渐降低.因此,二冷区可分若干冷却段,每个冷却段单独进行水量控制.同时考虑钢种对裂纹敏感性而有针对性的调整二冷喷水量.
5)二冷水量与水压:
对普碳钢低合金钢,冷却强度为:
1.0-1.2L/Kg钢。
对低碳钢、高碳钢,冷却强度为:
0.6-0.8L/Kg钢。
对热裂纹敏感性强的钢种,冷却强度为:
0.4-0.6L/Kg钢,水压为0.1-0.5MPa,如图3所示。
图3 凝固系数与二冷水量关系
连铸过程检测与自动控制
一、连铸过程自动检测
(一)中间包钢液温度测定
1)中间包钢液温度的点测
用快速测温头及数字显示二次仪测量温度,如图4所示。
图4 二次温度测量仪
2)中间包钢液温度的连续测定
采用连续测温热电偶对中间包钢液温度进行连续测量,如图5所示。
图5 连续测温热电偶
(二)结晶器液面控制
1)放射性同位素测量法如图6所示:
图6 放射性同位素测量法
2)红外线结晶器液面测量法如图7所示:
图7 红外线结晶器液面测量法
3)热电偶结晶器液面测量法如图8所示:
图8 热电偶结晶器液面测量法
4)激光结晶器液面测量法如图9所示:
图9 激光结晶器液面测量法
(三)连铸机漏钢预报装置如图10所示:
图10 连铸机漏钢预报装置
(四)连铸二次冷却水控制如图11所示:
图11 连铸二次冷却水控制
(五)铸坯表面缺陷在线检测
1)工业电视摄象法如图12所示:
图12 工业电视摄象法
2)涡流检测法如图13所示:
图13 涡流检测法
二、连铸坯表面质量及控制
(一)连铸过程质量控制
1)提高钢纯净度的措施
(1)无渣出钢
(2)选择合适的精炼处理方式
(3)采用无氧化浇注技术
(4)充分发挥中间罐冶金净化器的作用
(5)选用优质耐火材料
 升级会员
升级会员 