刮板机安装说明.docx
《刮板机安装说明.docx》由会员分享,可在线阅读,更多相关《刮板机安装说明.docx(10页珍藏版)》请在冰豆网上搜索。
刮板机安装说明
刮板机安装说明
埋刮板输送机设备安装说明
1.安装工具准备:
米尺,1.5米钢板尺,扳手,撬棍,垫铁,锤子,10吨起重机,吊索,测量用线绳,吊坠,φ4mm铁丝20米,电焊机及焊条。
2.设备部件清点:
根据设备安装施工图明细表对设备组件数量进行确认和清点,并做适当分类。
3.设备安装基础校验与核查:
a.检测设备安装基础标高是否正确。
b.检查基础预埋螺栓位置是否正确。
4.安装刮板机支腿
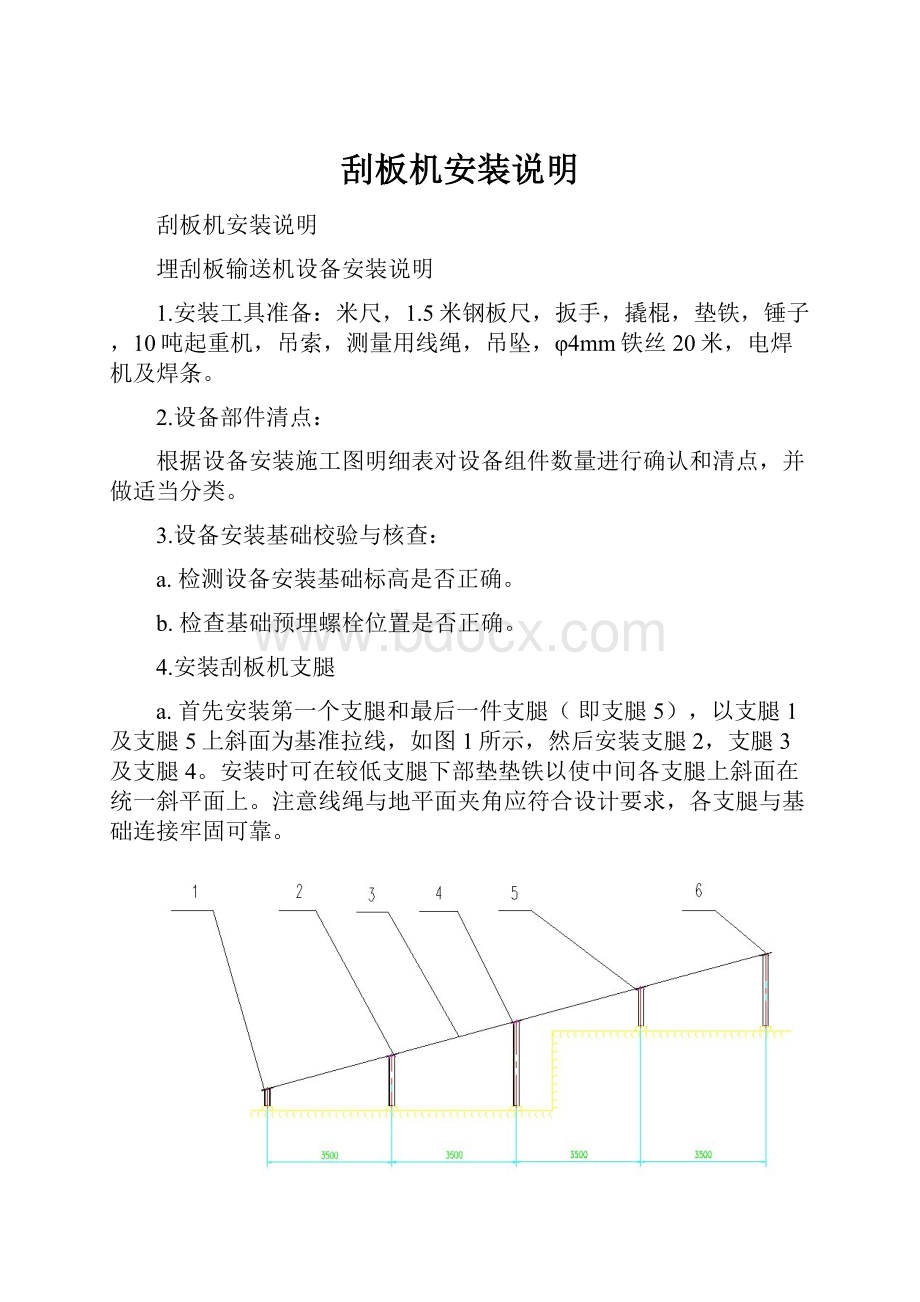
a.首先安装第一个支腿和最后一件支腿(即支腿5),以支腿1及支腿5上斜面为基准拉线,如图1所示,然后安装支腿2,支腿3及支腿4。
安装时可在较低支腿下部垫垫铁以使中间各支腿上斜面在统一斜平面上。
注意线绳与地平面夹角应符合设计要求,各支腿与基础连接牢固可靠。
图1
1支腿12支腿23线绳4支腿35支腿46支腿5
b.安装枕梁
依设备安装图示将枕梁用螺栓分别连接于各支腿之上。
在确认各枕梁上面均在同一斜平面的情况下,可将各枕梁槽钢与支腿上斜板焊接为一体,这样做对日后设备的稳定运行有很大的好处,
5.安装机头部件及中间段1
a.首先根据设备安装图在地面上将机头部件和中间段1用螺栓进行连接,如图2所示,图示(w)处盖板连接螺栓可暂时不装,
注意:
各段连接时需关注法兰处内侧及外侧是否对正,是否平齐,中心线是否存在偏差,在确认内侧无偏差或单边偏差小于3mm的情况下,将左,右及底部螺栓拧紧.
b.吊装机头部件及中间段1,并放置于支腿4及支腿5之上,根据支腿中心线及出料口中心线对机头放置位置进行调整,使其中心线重合,偏差不大于3mm,调整位置符合要求后用压块及螺栓将其牢固固定于支腿枕梁之上,如图3及图4所示。
6.预组装中间段
在地平面上依图5所示将各中间段以螺栓连接,连接时注意各段法兰无明显错位,中心线无偏差或单边偏差小于3mm,图中(w)处盖板螺栓可暂不装配。
7.吊装中间段,如图6所示。
8.中间段吊装到位后,依图7所示进行连接,注意壳体法兰连接处无明显错位或单边法兰内侧偏差不大于3mm,调整位置正确后用压块及螺栓将其固定于枕梁之上。
图2
1中间段12连接螺栓3密封垫4机头部件
图3
图4
1枕梁2连接螺栓3支腿44支腿55机头部件
图5
1中间段2连接螺栓3密封垫
图6
1中间段2吊索
图7
1连接螺栓2密封垫3枕梁4压块
5连接螺栓6支腿27支腿38支腿1
9.预组装机尾与过渡段及安装
在地平面上将机尾及过渡段进行连接,注意壳体法兰连接处处无明显错位或单边法
兰内侧偏差不大于3mm,如图8所示。
图中(w)处盖板螺栓可暂不装配。
10.吊装机尾
将机尾吊装预就位后,调整位置使过渡段右侧法兰与中间段法兰内外侧对齐,然后将其用螺栓连接,然后用压块及螺栓将壳体固定于枕梁之上。
图中(w)处盖板螺栓可暂不装配。
如图9所示。
图8
1机尾部件
2连接螺栓
3密封垫
4过渡段
5吊索
图9
1支腿1
2枕梁
3连接螺栓
4压块
5连接螺栓
6密封垫
7支腿2
8支腿3
9支腿4
10支腿5
11.从机头或机尾开始逐段拆卸掉各段盖板并将其放置于刮板机一侧。
12.以直尺或卷尺检测刮板机头轮和尾轮是否处于壳体纵向中心线上,要求头轮或尾轮齿槽中心与壳体中心线偏差不大于3mm,以线绳为工具,拉线检测头轮及尾轮中间齿槽是否在同一直线上,其偏差不可大于5mm,否则须对头轮或尾轮位置进行适当调整。
如图10所示。
调整的方法是:
对于机尾,分别拆卸掉机尾左右侧轴承座闷盖,松开轴承锁紧螺母,轻轻敲击轴中心,使轴连同尾轮做适当轴向移动,同时用尺测量,直至符合要求为止。
对于机头,分别拆卸掉机头左右侧轴承座上盖,松开轴承锁紧螺母,轻轻敲击轴中心,使轴连同头轮做适当轴向移动,同时用尺测量,直至符合要求为止。
图10
13.衬砌刮板机下槽体铸石板
a.工具准备:
油灰刀,瓷盆,台秤,量杯,铁锤子,木榔头,钢丝刷,毛刷等工具。
b.刮板机内下槽体内表面处理:
干净,干燥。
c.配制胶泥:
根据设备安装图(铸石板用胶泥配比说明)配制胶泥。
d.衬砌板材。
要求板面平整,板缝严密,衬板牢固。
e.检查与整修。
14.用扳手调整机尾两侧丝杆螺母,使尾轮尽量前移,并卸掉机尾后端板。
如图11所示。
图11
1机尾后端板2尾轮3螺母4丝杆
15.刮板链条运行方向的说明(如图12所示)
1尾轮2上部刮板链条3导轨托架4头轮5出料口6下部刮板链条
16.上部刮板链条可平铺摆放于导轨托架上,然后用销轴将其逐条连接起来。
如图13所示。
图13
1刮板链条2销轴3小销轴
17.安装下部刮板链条
下部刮板链条可根据图14所示将φ4mm铁丝穿入第一节链条销轴孔内并铰接绕紧,再将铁丝从机尾下部壳体内穿入,铁丝头部从机头出料口处拉出,用此方法将下部链条全部逐条装入。
在刮板机头部和尾部分别用销轴和小销轴将上下链条连接起来。
如果刮板链条太长,可适当去掉壹节或两节,调整机尾两侧丝杆螺母,使链条松紧适度,切记刮板链条不可太紧。
18.安装传动装置
将减速机吊装于机头传动装置架上并用螺栓将其与座架固定,固定前须注意:
减速机尽量靠近机头主轴一侧,同时使减速机输出轴中心线与机头主轴中心线平行,使主动链轮与从动链轮径向轮齿中心线在同一平面上,两者偏差不大于1mm.。
19.安装传动滚子链条。
如图15所示。
滚子链条安装后应松紧适度,同时轮齿应处于链板的中间,不应有顶齿或碰齿现象。
本机传动链条的张紧是通过定紧螺栓使减速机平行移动而张紧的。
20.沿传动滚子链条长度方向涂覆适量钙基润滑脂。
21.安装链轮罩,目测使链轮罩与滚子链条周边间隙均匀,将链轮罩固定角钢与刮板机机头侧壁焊接。
图14
1刮板链条2销轴3小销轴4牵引铁丝5刮板机出料口
1滚子链轮
2主动链轮
3从动链轮
22.检查并清除刮板机槽体内部各种杂物。
23.安装机尾后端板。
从机头侧向机尾方向逐段安装各段盖板(刮板机各段盖板也可以在试车后再安装)。
24.安装进料口接管
进料口接管安装位置根据其上部设备安装位置确定并现场气割盖板下料孔和焊接进料口。
25.设备润滑点与设备润滑
A,润滑点
a,减速机。
b,机头部位左右侧轴承。
c,机尾部位左右侧轴承。
d,传动滚子链条。
B,润滑方法
a,根据随机减速机使用说明书添加相应数量和牌号的润滑油。
(减速机一般选用40#或90#机械油。
为了提高产品性能,延长减速机使用寿命,推荐使用70#或90号极压工业齿轮油。
b,机头轴承压注钙基润滑脂。
(每周一次)
c,机尾轴承压注钙基润滑脂。
(每周一次)
d,传动滚子链条,每班人工用油刷涂刷机械润滑油一次或每周涂钙基润滑脂至少一次。
26.试车准备
刮板机接电试车工作一般情况下必须有四人参与方可进行。
a,清除设备周围一切影响正常运行的各种障碍物。
b,接通电源。
c,点动试运行并仔细观察和聆听设备运行情况。
整机运行应平稳,无碰撞和异响现象。
否则须立即停机并分析原因并进行调整,直至碰撞或刮蹭现象消失。
27.安装工作结束。
 升级会员
升级会员 