水产饲料工程工艺设计.docx
《水产饲料工程工艺设计.docx》由会员分享,可在线阅读,更多相关《水产饲料工程工艺设计.docx(16页珍藏版)》请在冰豆网上搜索。
水产饲料工程工艺设计
水产饲料工艺文献汇总
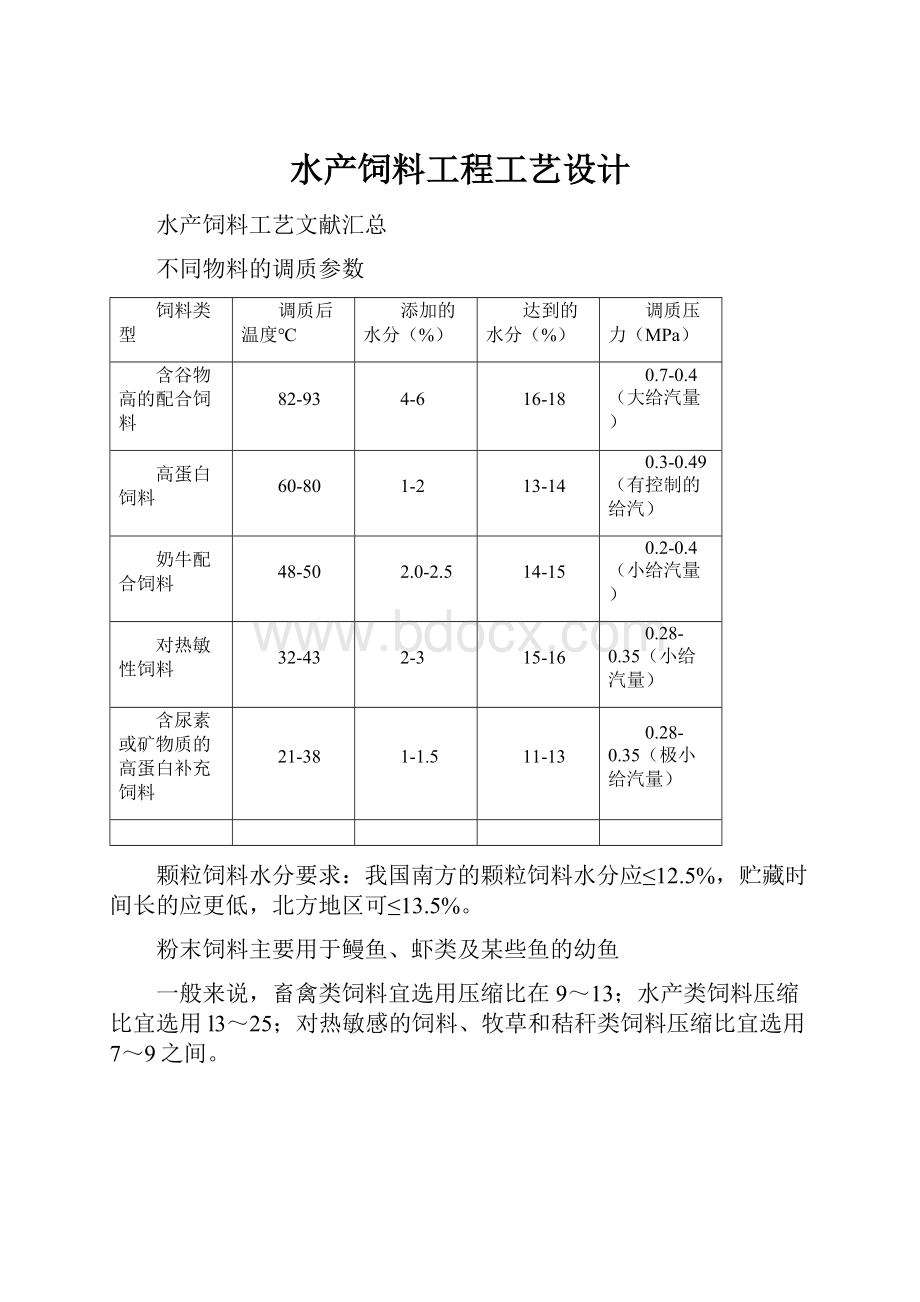
不同物料的调质参数
饲料类型
调质后温度℃
添加的水分(%)
达到的水分(%)
调质压力(MPa)
含谷物高的配合饲料
82-93
4-6
16-18
0.7-0.4(大给汽量)
高蛋白饲料
60-80
1-2
13-14
0.3-0.49(有控制的给汽)
奶牛配合饲料
48-50
2.0-2.5
14-15
0.2-0.4(小给汽量)
对热敏性饲料
32-43
2-3
15-16
0.28-0.35(小给汽量)
含尿素或矿物质的高蛋白补充饲料
21-38
1-1.5
11-13
0.28-0.35(极小给汽量)
颗粒饲料水分要求:
我国南方的颗粒饲料水分应≤12.5%,贮藏时间长的应更低,北方地区可≤13.5%。
粉末饲料主要用于鳗鱼、虾类及某些鱼的幼鱼
一般来说,畜禽类饲料宜选用压缩比在9~13;水产类饲料压缩比宜选用l3~25;对热敏感的饲料、牧草和秸秆类饲料压缩比宜选用7~9之间。
文献一膨化型水产饲料加工热点问题的探讨
(马亮范文海刘雄伟江苏牧羊集团中宏公司,扬州225009,中国粮油学报2006年第21卷第3期)
1、沉性水产饲料的加工
沉性饲料的容重一般要求为490kg/m3,目前虾饲料应用比较多。
1.1挤压工艺参数的控制
挤压工艺参数的控制对颗粒的沉浮特性影响很大。
加工沉性饲料对原料一般要求淀粉含量≥10%,在挤压前的调制器中调制水分为22%-33%,调制温度85℃~95℃,在挤压腔中最大压力为20-35个大气压、挤压后由于闪蒸的作用,物料的水分会下降至22%~27%,最终得到的产品糊化度为90%-95%,容重为490-550kg/m3。
1.2淀粉含量、模板孔径和漂浮率的关系
通常来讲加工普通淡水浮性水产饲料要求配方中淀粉的含量为≥20%,油脂含量≤5%,在这样一种状况下可以保证能得到100%漂浮的浮性饲料。
但是很多厂家在实际使用中,配发中淀粉含量不足20%,也能加工出100%漂浮的浮性饲料;同事也有一些厂家使用同一种配方利用大孔径模板能生产出合格的浮性饲料,而用小孔径的模板却总有部分膨化颗粒下沉。
由实验得出结论(3%油脂):
一、对于使用大孔径模板加工油脂含量低的普通浮性水产饲料的配方,其淀粉含量可以<20%;二、加工小孔径普通浮性鱼料配方要求的淀粉含量必须≥20%。
文献二膨化鱼料加工质量的关键控制点
[布勒(常州)机械有限公司]
1、膨化鱼料原料和配方对膨化鱼料质量的影响
蛋白质含量
淀粉含量
油脂含量
粗纤维含量
其它功能性原料
30-45%
≥20%
3-5%
10%
原料的粉碎细度主要影响膨化鱼料的外观均匀性和光洁度;
原料细度越细;
鱼料产品的外观光洁度好;
对糊化度的提升有促进作用;
可以降低产品的粉化率;
原料的粉碎细度一般要求:
普通淡水鱼料:
40目左右
高档海水鱼料:
80目左右;
纤维状和絮状物越少越有利于生产高品质的成品;
2、调质系统对膨化鱼料质量的影响
1.调质水分:
调质水分根据原料水分调整;
生产膨化料,调质水分控制在25-30%;
水分过高,物料在螺杆内的摩擦力相应减弱,主机负载下降,产品糊化度降低,出模后的水分过高,产品外观变差,烘干成本高;
水分过低:
物料容易产生干摩擦,物料过度受热,容易产生焦糊,膨化产品膨胀不均匀;烘干后水分过低,稳定性变差,粉化率提高;
2.调质时间:
调质时间建议20-30秒。
3.调质水分:
调质温度控制在≥95℃。
3、膨化机结构对膨化鱼料加工质量影响的控制点
L/D长径比对产品的影响
1、长径比大,产品表面密实,趋于圆柱型,产品密度大,容重大;主机负载上升,电耗增多;产品糊化度高,水中稳定性好;
2、长径比小,产品表面多孔,趋于圆球型;产品密度低,容重小;主机负载下降,电耗降低;产品糊化度低,水中稳定性差;
3、一般情况下,模孔直径≤1.5mm时,L/D=1.5;模孔直径≥2.0mm,L/D=2;
主轴转速的控制(常州布勒):
浮水性饲料:
400~600rpm沉性饲料:
350~550rpm
1、主轴转速越快,剪切力越大,提供给物料的能量越多,物料压力积累越大,产品的糊化程度越高,膨胀度越大,容重越轻;试用于生产浮水性鱼料;转速过快,压力分布不均匀,回流压力大,破坏了物料出模时的压力均布,产品外观会受到影响;
2、主轴转速过慢,剪切力小,物料得到的能量有限,糊化度得不到保证,出模压力降低,产品容重大,膨胀度小;适用于生产沉性鱼料;转速慢,会降低膨化机的产量,尤其对单螺杆,引起产品出模压力过低,不能够形成膨化;
文献三膨化工艺设计及设备安装要点
1、膨化机最好与中控室放于同一个楼面(二楼)
2、烘干机放在比膨化机高两层楼的楼面(即四楼)上
最好避免将烘干机直接放在膨化机下面,原因是:
①造成环境温度过高。
因烘干机散发的热量会使周围环境温度升高很多,特别是在夏天,膨化机本身散发的热量就很高,如把烘干机再放在膨化机下方,再加上烘干机上的热气,会使二楼的工作环境温度特别高,有的高达50~60℃;同时对二楼的一些现场电器控制柜也带来不利影响。
②如把烘干机放在一楼,不利于烘干机冷凝水的回收和对膨化机调质器的加水。
3、膨化机和烘干机之间宜采用气力输送
以前大家都倾向于把膨化机直接放在烘干机的正上方,使物料出膨化机后直接进入烘干机中,烘干后的物料用斗式提升机进行提升,认为这样可以避免风送过程中的能耗过大。
其实不然,根据多年生产实践,本人测算了膨化后的物料采用气力输送与采用直接进烘干机这两种不同方式的成本费用。
首先,设备投入上的差异:
前者主要是需要不锈钢的风管、不锈钢的刹克龙、风机和关风器,后者需一台全不锈钢的提升机(畚斗带、畚斗都需要有特殊要求)。
其次,能耗上的差异:
我们以膨化机产量3t/h计算,膨化机出口处物料水分为25%,烘干机出口物料水分为10%,烘干机仍选用国产的(蒸汽耗用较大,进口的则成本太高),烘干1t饲料耗用蒸汽至少0.5t。
采用气力输送时,物料水分闪蒸2%,即用此工艺时,进入烘干机的物料水分为23%,使用热电厂集中供热的蒸汽,其价格140元/t,平均电价0.80元/(kW·h)。
如此测算,用气力输送时,因物料水分闪蒸2%就会使烘干机每吨料少烘干水分2.597kg[我们假设从25%的水分降到23%的水分时,丢失Xkg的水分,解方程(25-X)/(100-X)×100%=23%,即可得X=2.597kg]。
如果膨化机产量3t/h,则烘干机少烘干水分7.79kg/h,而要蒸发这7.79kg水,需耗用蒸汽价32.72元(把1t含水25%的饲料烘到水分10%时,共烘掉水分166.67kg,故每烘干掉1kg水分,耗蒸汽3.0kg,折合人民币0.42元)。
而使用气力输送工艺的电耗为:
风机15kW,关风器1.5kW,都设为满负荷工作,每小时耗电为(15+1.5)kW×1h×0.8元/(kW·h)=13.2元。
故两者比较,用气力输送使物料水分自然下降2%而减少烘干机蒸汽耗用所节省的费用远远大于此工艺电耗所增加的费用(用不锈钢斗式提升机工艺中还有5.5kW提升机的功率耗用)。
最后,除生产宠物料外,不论是浮性还是沉性料,采用气力输送都对物料起到抛棱作用,使物料外观更加美观,当然控制好风速是关键。
另外,用气力输送还可减少膨化机出口的蒸汽外溢,可保护周围的设备和电控柜的使用性能及改善工人操作环境。
4、使用热喷工艺
需进行油脂外喷涂的物料,应采用先喷涂后冷却的工艺为好。
这样更有利于物料对油脂的吸收,使得油脂更加容易渗透到颗粒内部,避免油脂只粘附在颗粒表面后,存放时间稍长,就渗透到外包装袋上了,既影响了包装袋的美观又使得饲料的营养成分丢失。
5、采用两次分级筛选
一次是放在烘干机之后,可避免非成品物料进入喷油工段而浪费油脂,同时可减少因粉末在喷油后粘附在设备及成品料上而影响产品质量;还有一次分级放在成品打包、装袋前。
因物料经前道的提升、进仓必将产生粉末,同时若用滚筒喷涂,时间一长滚筒内也将积存粉末,而这些粉末跟随滚筒一起旋转也将结团成为粉末球混入成品中。
所以,在此增加一道筛分设备,以确保最终产品质量。
6、水管、蒸汽管道系统的安装
国内饲料厂大都使用蒸汽作为热源,膨化机、烘干机也多用蒸汽加热,只有少量的小型膨化机组利用电加热,这就必然涉及到蒸汽冷凝水、夹套冷却水的回收利用问题。
许多厂家都将其直接排放掉,白白浪费了。
所以从现在就应养成节约用水的意识,同时这样也可降低生产成本。
为此,在烘干机的下面一个楼面(即三楼)做一密封的热水池(注意要有溢流口和排放水蒸气于室外的透气孔),让烘干机的冷凝水全都排放到此处。
然后用此水池的水通过水泵添加到膨化机的调质器中,这样使加入调质器中的水是比室温高许多的热水,会更加有利于物料的熟化,减少能耗。
在实际生产中,膨化机主机的夹套里要么加冷却水,要么加蒸汽。
若加冷却水,就只能使用自来水进行冷却(注意当地二楼的水压是否符合工艺要求),经夹套后的冷却水或蒸汽冷凝水一起进入一楼的一个水池里,然后用一个水泵泵入三楼的冷凝水池中。
至于加入主机内腔的水,最好也使用三楼水池的水,这要看膨化机厂家配置的管道系统能否这样联接。
三楼水池的溢水管可接到工厂里的锅炉房中,用于锅炉的用水,或接入工厂浴室的水箱内,用于职工洗澡之用。
在设计三楼的水池时最好考虑使用三级过滤,并且要有排污口、补充水的入口等。
文献四水产膨化颗粒饲料生产工艺特点及危害分析
1、水产膨化颗粒饲料典型工艺流程
由于水产饲料的品种多、原料变化大、粉碎细度的要求高和物料的流动性差,水产膨化颗粒饲料的生产工艺要求较高,典型工艺流程主要包括:
原料的接收、清理、粗粉碎,一次配料与混合,二次粉碎,二次混合,调质与膨化,制粒与喷涂,产品分级与包装等工序,水产膨化颗粒饲料典型生产工艺流程图见
1.1原料的接收、清理、粗粉碎
一次粗粉碎是水产饲料加工中超微粉碎的前处理工序,主要目的是减少物料的粒度差异及变异范围,改善超微粉碎机的工作状况,提高超微粉碎机的工作效率,保证产品质量稳定。
1.2一次配料与混合
第一次配料主要是大众原料的配制,即配方中配比比较大的物料的配制。
改过程主要由电子配料称来完成,在配料过程中须特别注意配料仓的结拱问题。
1.3二次粉碎
由于水产动物摄食量低、消化道短、消化能力差、因此要求水产饲料的粉碎粒度很细、如对虾要求全部通过40目分析筛、60目的筛上物要少于5%,因此须采用二次粉碎工艺。
在二次粉碎工序中,一次混合的物料经提升后进入待粉碎仓中,然后进入二次粉碎机,二次粉碎工序完成后,进入旋转分级筛,清除饲料中的粗纤维在粉碎中形成的细小绒毛。
1.4二次混合
各原料经过二次配料后进入二次混合机。
在二次混合机的上方设有人工投料口,用于微量添加剂的添加,在混合机上设有2个液体添加装置,分别用于油脂和水的添加。
在二次混合过程中,须将各物料充分混合,变异系数CV小于5%。
1.5调质与膨化
在挤压膨化工序中,物料在高温、高湿、高压状态下蒸煮一段时间,在该过程中物料理化性质发生剧烈的变化(主要淀粉糊化、蛋白质变性),自模孔中挤出的瞬间压力骤降.饲料中的水分从液态转化为气态,并从饲料中散发出来导致物料膨化,形成了所谓的膨化饲料。
由于这种饲料不仅具有一般硬颗粒饲料的优点——适口性好,避免产品的自动分级,便于运输.而且还具有独特的优点——饲料中的淀粉糊化度高,蛋白质更易消化,减少饲喂过程中的浪费.提高动物对饲料的利用率;具有优良的漂浮性,便于观察鱼类的采食情况,可以最大限度地控制水质污染。
1.6喷涂
物料经过膨化机挤压成型后,形成湿软的颗粒(水分在25-30%),为了减少颗粒的破碎,宜采用气力输送、进入干燥机进行干燥,使物料的水分降至13%左右。
物料经过烘干哈皮,进入外喷涂系统,通过用油脂、维生素、调味剂等对颗粒饲料表面进行外包衣处理,不仅可以满足鱼类对能量的需求,减少在加工过程中对热敏性物质的损失,而且可提高饲料的适口性,降低含粉率。
物料经过外喷涂系统后,须进行冷却和粉碎
1.7产品分级与包装
冷却后的物料经提升、破碎进入分级筛进行分级。
分级筛一般由两层筛组成。
上述生产工艺是目前水产膨化饲料加工工艺的常规配置,可以生产沉性饲料、慢沉性饲料和漂浮新饲料。
尽管膨化颗粒饲料加工工艺作为一种新型的加工工艺得到许多生产厂家的认可,但相对于硬颗粒饲料的加工工艺其投资大,故未能得到广泛的使用。
文献五水产饲料工艺流程与水稳定性的关系
一、粉碎
饲料的粉碎粒度对其水稳定性有着重要的影响,不仅是由于饲料粉碎粒度大(粒度大于40目)者,水分易渗入颗粒饲料中而溃散、而且由于粉碎粒度对混合、蒸汽调质等加工流程有一定影响。
粉碎粒度小,使原料充分混合均匀,有利于物料的调质,激发物料中天然粘结组分,取得良好的粘结效果;物料溶胀性由于粒度比较小,也会趋于一致,从而得到较好的水中稳定性。
原料粒度决定着饲料组成的表面积,粒度越细表面积越大,制粒前吸收蒸汽中水分能力越强,利于调质和颗粒成型,使颗粒料有良好的水中稳定性,同时可延长在水产动物体内的停留时间,吸收效果好,可提高饲喂报酬,减少水质污染。
制粒能否成功,主要取决于粉碎粒度,粉碎较细的粉料,可以生产出持久性很好的颗粒料,但粉碎过细,又会使颗粒变脆)。
例如,当玉米中细粒占20%,中粒占80%,制粒能力最高。
因此、原料制粒度不宜过细,最好以粗、中、细比例适度最好。
这样制粒时,细粒能填满粗粒之间的空隙,增大粒子之间的接触面积,改善制粒性能。
二、配方
2.1蛋白质
蛋白质成分是水产动物成长和维持生命所必需的一种营养素,是水产饲料的重要成分,通常占配方的25%-50%,甚至更多。
配方中蛋白质含量较高时,较易于制粒,颗粒质量也比较好,因为蛋白质受热后可塑性、粘性增大,使制粒产量提高、质量好。
但配方中蛋白质含量过高时,吸收蒸汽能力严重下降,饲料调质温度仅为50-60℃,颗粒质量严重下降。
2.2淀粉
淀粉是水产饲料中发现的主要碳水化合物形式"在最终产品中起膨化和粘合的双重作用。
为保证饲料在水中的稳定性,下沉的水产饲料中淀粉含量最低要达到10%,而浮性的最少要20%,从经济实用角度来看,小麦和小麦副产品是水产饲料最普遍的淀粉来源。
其它淀粉源包括玉米、大米、大麦和淀粉性食粮,豆科植物以及茎类植物(如马铃薯、甘薯等)。
2.3粗脂肪
粗脂肪不仅是重要的成分,而且是优质的能源,脂肪提供光滑性和可塑性。
原料中脂肪水平由原料本身含有的脂肪和额外添加的脂肪共同组成。
原料本身还有的脂肪对制粒影响较小,制粒时油被挤出,有润滑的作用,减少阻力和磨损,有利于制粒。
原料中额外添加的脂肪对制粒效果影响较大。
添加脂肪量过多,易使颗粒松散,一般脂肪添加量不宜超过3%。
2.4粗纤维
原料中含有适量的纤维素起牵引作用,有利于制粒,但原料中纤维素含量过高,反而不易被压紧,影响颗粒的硬度和成型率。
又由于它所固有的粘合能力,用这种物料可生产出优质的粒料,生产中一般含量不超过3%。
2.5添加剂
添加剂分为营养性添加剂和非营养性添加剂,而非营养性添加剂中的粘合剂是渔用饲料中特有的起粘合成型作用的添加剂,大致可分为天然物质和化合物物质两大类。
前者按成分可分为糖类(如淀粉类)和动物胶类(如骨胶、皮胶、鱼浆等);化学合成物质有羟甲基维生素、聚丙烯酸钠等。
在水产饲料生产过程中一般通过添加适量的粘合剂以提高饲料在水中的稳定性。
三、混合
混合是确保配合饲料质量和提高饲料报酬的重要环节,而且对水产饲料的稳定性有一定的影响。
如果混合不均匀,将会造成营养物质局部浓度过高或过低;对添加有粘合剂的配合饲料,则使其粘合效果不佳,水中稳定性减弱。
水产饲料加工多采用二次混合工艺,由于第二次粉碎在配料、混合后进行,粉碎后的饲料经风力输送(或其它方式)使物料产生分级的可能性增加。
所以物料在制粒之前再加一次混合,微量添加剂或液体添加剂在第二次混合时加入,为确保产品质量,制粒前粉料混合均匀度的CV值要小于7%,混合时间30-120秒。
四、蒸汽调质
调质的目的是通过加蒸汽使物料软化,更具可塑性,利于挤压成形,提高制粒机制粒能力;通过水热作用,使饲料中淀粉能够充分糊化,蛋白质变性,促进淀粉转化成可溶性碳水化合物,提高饵料的消化利用率;提高颗粒的密,外表光洁,不易被水侵蚀,增加了在水中的稳定性;调质过程的高温作用可杀死饲料中的大肠杆菌及沙门氏菌等有害病菌&提高产品的储藏性能,有利于水产动物的健康。
由于不同原料具有不同的制粒特性,不同的配方及不同的产品有不同的质量要求,就水产颗粒饲料来讲,要求有较高的糊化度和水中稳定性,此时调质技术的关键就在于要根据配方中原料的特性及产品的质量要求选择适宜的调质参数,即调质的温度,水分添加量,蒸汽质量及调质时间等,在水分和温度满足的前提下,还必须延长调质时间。
五、后熟化
由于虾、河蟹等水产动物对淀粉糊化度和耐水性要求更高,需要有更强的调质措施。
采用最多的方法是在制粒后增加后熟化工序,及改变以往颗粒饲料制成后马上进入冷却器冷却,而在制粒机与冷却器支架增加一后熟化器,使颗粒饲料进一步保温完全熟化,可避免外熟内生现象,大大增加饲料利用率及饲料的水稳定性。
★文献六水产饲料加工工艺与质量控制
江南大学 过世东
一、水产饲料的分类
1.1硬颗粒饲料
硬颗粒饲料大多为圆柱体或不规则体,水分含量13%以下。
由于配方和压制条件的不同,硬颗粒饲料的比重在1.1-1.4内变化,投入水中后能较快地沉入水底。
硬颗粒饲料制作简单,压制费用较低。
成品的运输、保藏和投喂都较方便,特别适用于中、下层水域中的成鱼、成虾。
用于鲍鱼等贝类的硬颗粒饲料通常制成扁条形,由类似面条机的槽辊压制。
这种饲料入水后能很快软化,但形状不变,营养成分不溶散于水中。
其配方和加工都有较高的技术含量。
1.2 膨化颗粒饲料
膨化颗粒饲料质地疏松,具有多孔组织,其比重为0.3-0.9。
膨化颗粒饲料能较长时间地漂浮于水面,适用于幼鱼,上层鱼及观赏鱼。
膨化颗粒饲料用作水产饲料的另一优点是便于饲养者观察水生动物的采食情况。
根据采食的多少及时调整投饲量,并可将多余的饲料清除出养殖池,以减少饲料对水质的污染。
1.3 软颗粒饲料
软颗粒饲料在水产养殖场当地制造。
采用渔场丰富的鲜杂小鱼或鱼品加工厂中的鱼内脏、鱼皮、鱼头尾等鱼体废弃物为主要蛋白质原料,配以适量的能量、维生素和矿物质原料,混合成含水量约30%的湿粉料后用挤压成形机制成颗粒饲料。
这种颗粒饲料因含水量高而呈柔软状,故被称为“软颗粒饲料”。
软颗粒饲料中的鲜杂小鱼或鱼体废弃物未经其它处理,营养成分未遭破坏,易为鱼体直接吸收利用。
同时软颗粒饲料质地松软,具有鱼、虾所喜爱的鱼腥味,对鱼虾引诱力强,适口性好。
软颗粒可利用渔场资源就地生产,就地使用。
但因饲料含水分高,运输、保藏都较困难,投喂亦较麻烦
(2)。
同时,软颗粒饲料也会因采用未经灭菌的鲜湿原料而引起水生动物的疾病传染。
1.4 微囊颗粒饲料
微囊颗粒饲料直径很小,仅0.1--0.4毫米。
配制好的全价粉末饲料封在微型胶囊之中。
胶囊由蛋白质、淀粉、纤维或其它大分子物组成。
常温下胶囊不溶解于普通水。
仅当鱼吞入微囊颗粒饲料后,在鱼消化道的摩擦作用,酶或微生物作用及一定的PH值环境中,胶囊破裂或溶解,囊中的营养物质释放出来供鱼消化吸收。
微囊颗粒饲料的制造成本较高,但它能满足水生动物在特殊生长阶段的营养需要,并且在使用的过程中饲料营养成分社流失很少,有利于水质的严格管理。
微囊颗粒饲料常用于鱼类或甲壳类水生动物的幼体。
1.5 粉末饲料
粉末饲料是一种细粉状的商品水产饲料。
粉末饲料中除含有鱼类生长所必需的各种营养素外,还包含粘结物。
饲喂前用水将粉末饲料调和成团状物。
成团投入鱼池,鱼摄食时由外向内啄食饲料团。
由于粉末饲料以团状使用,因此要求粉末饲料具有成团后在水中不溶不散的物性,成团后还需有一定的弹性和延伸性,以利鱼类采食。
粉末饲料主要用于鳗鱼、虾类及某些鱼的幼鱼。
1.5 其它形态饲料
除上述各形态的饲料外,也有采用冻胶饲料、罐装饲料、香肠饲料、疏松饲料等作为水产饲料。
将鲜湿的全价饲料冰冻成块状冻胶饲料,饲喂时冻胶饲料飘浮在水面。
冰冻块在水中由外向内溶解,使幼鱼能采食到软性饲料。
罐装饲料与冻胶饲料一样都为凝胶饲料,将凝胶饲料装罐密封,便于运输、储藏。
使用时将罐中凝胶倒入养殖池即可供鱼采食。
冻胶饲料和罐装饲料大多为高档幼鱼的开口饲料,既要具有全价性,又要在水中不溶不散,还要能浮于水面和具有良好的适口性。
将全价饲料装入肠衣制得香肠饲料,使其便于储藏与运输,又具有良好的适口性。
饲喂时成段地投入水中作为大型海水鱼的配合饲料。
疏松颗粒饲料在转动圆盘上制取。
配制好的粉状饲料铺散在圆盘上,圆盘与水平面成一定角度并以某一速度旋转。
将粘性液体喷成细滴散落到圆盘上的物料中,物料在圆盘的振动下以雾滴为核心滚动成圆球状颗粒。
颗粒经干燥即成疏松颗粒饲料。
制粒转盘的转速,倾斜角等可调,以得到大小合适的颗粒。
疏松颗粒饲料的制粒过程中没有高温、高压操作,饲料组分中的热敏性物质不被破坏。
疏松颗粒饲料比重较小,能在水面上漂浮一段时间,而后慢慢沉入水底,适合于作幼鱼和观赏鱼饲料。
二、水产饲料特殊的加工要求
1.1原料选择
鱼粉是水产饲料中的重要蛋白源,鳕鱼粉与鲭鱼粉的蛋白质含量及氨基酸组成很相似,鳗鱼对这两种鱼粉的消化率也相差无几。
但是,粉状鳗鱼饲料中使用鲭鱼粉后,粘弹性差,散失严重。
鳕鱼粉的价格即使是鲭鱼粉的1.5倍左右,制造鳗鱼粉末饲料仍以鳕鱼粉为主。
菜籽饼粕被广泛地用于中、低档鱼饲料,在中、低档鱼饲料中的配比量达20—60%。
菜籽饼粕在鱼饲料中的含量如此之高,对饲料产品的水中稳定性必然影响大。
由实验发现,虽然三种菜籽饼粕的营养价值相似,但制得的鱼饲料质量差异非常大。
鱼粉和大豆饼粕都是鱼虾饲料的常用蛋白质原料。
曾采用单螺杆挤压机考察鱼粉与浓缩大豆粉的膨化性能,当饲料中含过多的鱼粉时,膨化就较困难,相比之下,浓缩大豆粉就较鱼粉易于膨化。
一些原料的加入对饲料耐水性的提高有帮助,而另一些原料的加入却使饲料耐水性变差。
对水产饲料的常用原料进行系统考察,发现原料对耐水性的正负影响大体按以下程序排列:
面粉—棉粕—小麦—鱼粉--菜粕—豆粕—蚕蛹—麸皮—玉米黄粉—玉米—米糠
左边的原料在配方中占的比例大,产品的耐水性就好,相反,右边的原料使用量大,产品耐水性就有可能变差。
对同一种类的原料而言,不同品种来源、不同原料处理方式等,也会使其对最终产品的耐水性有不同影响。
如曾对三种典型的菜粕进行考察,发现三者的耐水时间分别为25、50、150分钟。
即使是同一种原料,不同的原料预处理方式也会对产品耐水性有非常明显的影响。
用微波、烘烤和挤压三种方法制得全脂大豆粉。
三种原料所得产品的耐水性依次排列如下:
辐射大豆粉烘烤大豆粉挤压大豆粉
采用某些未变性的鲜湿蛋白原料进行水产饲料的加工,配以合适的干燥条件,可得到耐水性极为理想的产品。
2.2微粉碎
水产饲料的粒度普遍小于畜禽饲料,许多种类的水产饲料需进行微粉碎。
减小水产饲料原料粒度可起到下述三作用:
1,提高饲料利用率
目前,国内养殖较多的是温水或冷水鱼虾,其理想养殖水温为5--30℃。
水生动物以变温动物为多,在此养殖条件下,鱼体温度亦为5--30℃左右,由表4看出,这一温度范围并非消化酶的理想作用温度。
另一方面,某些鱼消化道很短,一些肉食性鱼如鲈鱼、鳜鱼、乌鳢及鳗鱼等的肠管长度与胃长总和仅是体长的1/2--1/3,且肠道呈直管状或仅有
 升级会员
升级会员 