钢帘线项目分析.docx
《钢帘线项目分析.docx》由会员分享,可在线阅读,更多相关《钢帘线项目分析.docx(17页珍藏版)》请在冰豆网上搜索。
钢帘线项目分析
钢帘线项目分析
1、市场预测
1.1相关行业发展情况
1.1.1国内汽车生产情况
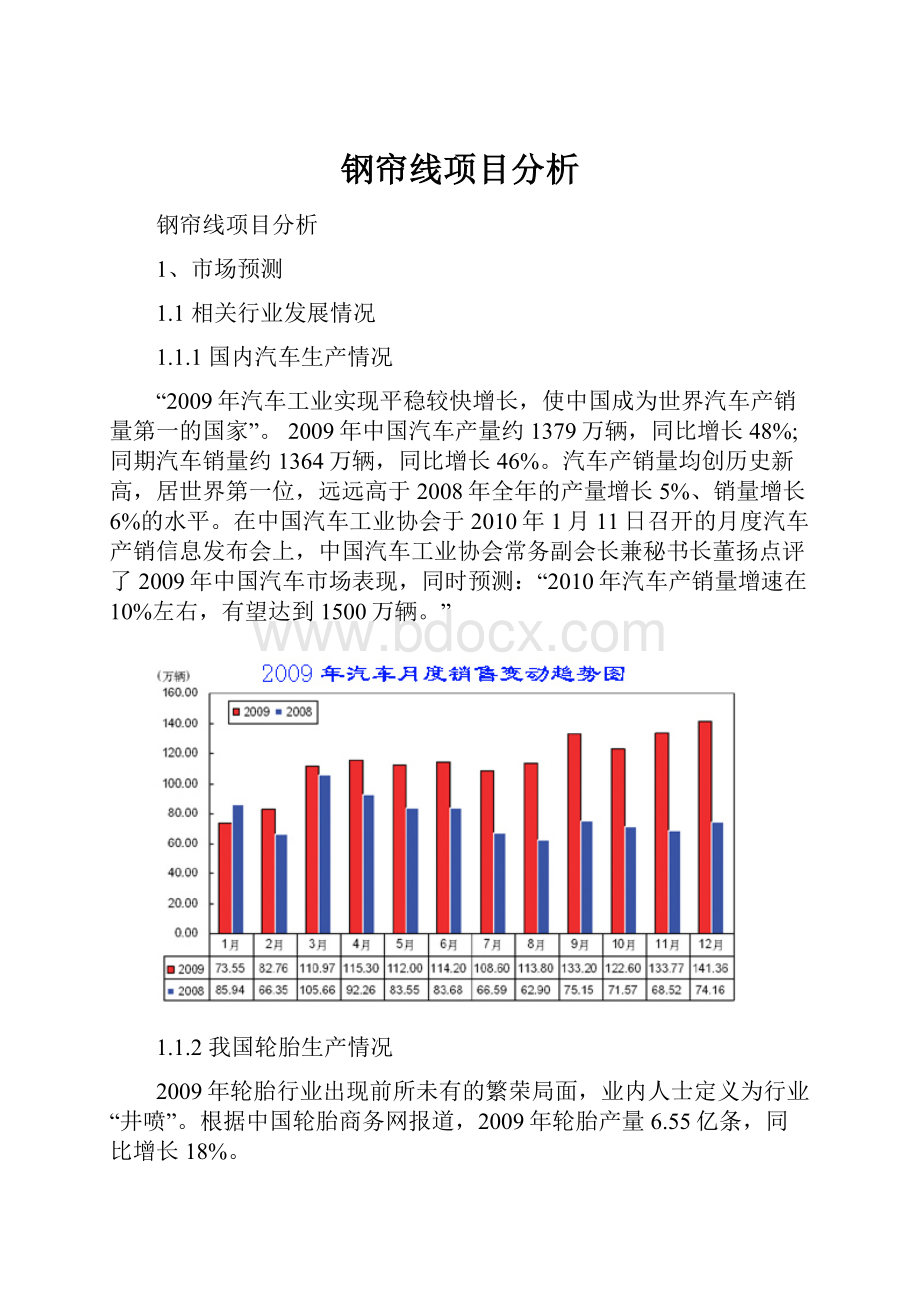
“2009年汽车工业实现平稳较快增长,使中国成为世界汽车产销量第一的国家”。
2009年中国汽车产量约1379万辆,同比增长48%;同期汽车销量约1364万辆,同比增长46%。
汽车产销量均创历史新高,居世界第一位,远远高于2008年全年的产量增长5%、销量增长6%的水平。
在中国汽车工业协会于2010年1月11日召开的月度汽车产销信息发布会上,中国汽车工业协会常务副会长兼秘书长董扬点评了2009年中国汽车市场表现,同时预测:
“2010年汽车产销量增速在10%左右,有望达到1500万辆。
”
1.1.2我国轮胎生产情况
2009年轮胎行业出现前所未有的繁荣局面,业内人士定义为行业“井喷”。
根据中国轮胎商务网报道,2009年轮胎产量6.55亿条,同比增长18%。
2010年,受需求增速下降和原材料价格上涨的影响,轮胎行业不可能继续“井喷”。
考虑到需求的持续增长,轮胎行业保持较高的盈利水平还是有可能的,至少是高于2009年之前的行业盈利水平。
在美国轮胎特保案的影响下,其他国家陆续对中国轮胎行业提出相关的关税制裁,对于出口占比40%的中国轮胎行业来说,出口市场大幅增长可能性很小。
因此需求继续增长的动力来源于国内市场的增长,汽车行业和机械行业的继续增长。
首先,2009年机动车保有量达到1.86亿辆,其中汽车7619万辆(汽车保有量与轮胎总量的比例一般为10%左右)。
这个数字意味着未来轮胎行业维修市场巨大。
其次,我国目前是汽车第一大国,从汽车需求增长预测来看,未来两年15-20%增长率可以维持。
随着汽车保有量的增加,替换胎市场将进一步加大。
除了汽车行业之外,机械行业也是橡胶轮胎行业的下游市场之一,占比约10%左右。
我国处于工业化中期阶段,未来很多大型基建项目仍然会上马,比如西部大开发、南水北调、西气东输、铁路建设等大型基建项目以及矿产资源的开发,都给予了工程机械行业强劲的内需支持。
根据中国工程机械信息网预计,工程机械行业未来仍有望保持三年15%的复合增长率,将拉动工程机械用轮胎的需求。
根据橡胶工业协会“十一五”规划和预测,2010年,我国轮胎总产量将达到约7亿条,平均子午化率将达到75%左右,轮胎总产量、子午胎产量都将实现较快的增长,未来5年轮胎行业年均增速约10-15%。
工程子午胎原材料构成及其重量比重
1.2钢帘线市场预测
1.2.1钢帘线生产情况
随着子午线轮胎的发展,钢帘线的产量也逐年增加,钢帘线的质量也逐年提高。
钢帘线生产厂家及2009年生产能力见表1
钢帘线生产厂家及2009年生产能力表1
企业名称
2009年能力(t/a)
备注
贝卡尔特中国公司(含沈阳、山东、江苏、广东)
250000
东方钢帘线公司
40000
米其林上海钢丝厂
15000
江苏兴达钢帘线公司
200000
湖北福星科技股份公司
50000
荣成成山钢帘线公司
30000
青岛高丽钢线公司(韩国企业)
50000
青岛晓星钢线公司(韩国企业)
50000
江苏骏马钢帘线公司
35000
河南恒星科技
30000
山东华帘钢帘线有限公司
15000
山东胜通钢帘线有限公司
45000
合计
780000
注:
目前在建钢帘线项目还有河北10万吨/年及山东10万吨/年,项目为分期建设。
估计投产时间在今年年底。
1.2.2钢帘线市场预测
1.2.2.1子午线轮胎用钢帘线消耗见表2
表2
类型
消耗(kg/条)
备注
乘用胎
0.60~0.75
轻卡胎
3.10~3.30
全钢子午胎
8.0~15.0
不含工程子午胎
1.2.2.2钢帘线市场需求量
在2009年,国内轮胎生产总量为6.55亿条,如果按70%的子午化率计算,则子午线轮胎总量为4.585亿条(目前具体数据还未出,本数据是根据2009年参考数据测算出来),按测算比例计算得出,乘用胎约为27280亿条,轻卡胎约为8895万条,全钢子午胎约为9620万条(未含工程子午胎),根据轮胎型号的钢帘线消耗计算得出,2009年钢帘线消耗量约为85万吨。
根据轮胎需求数量的增加,2010年钢帘线的需求量将达到90万吨以上(如果含工程子午胎用钢帘线则可达100万吨以上)。
2、产品方案及工艺
2.1产品方案、生产规模及目前的平均价格
根据市场调研,项目拟定年产30000t/年钢帘线,产品结构及目前平均价格如表3示
表3
产品用途
系列
典型结构
年产量(吨/年)
合计(吨/年)
半钢胎用帘线
1×2、
1×3
2×0.30HT
3000
8000
3×0.27HT
3×0.30HT
2+1、
2+2
2+1×0.23HT
3500
2+2×0.23HT
2+2×0.25NT/HT
2+2×0.30HT
2+2×0.38
2+7、
3+9
2+7×0.22
1500
3+9×0.22
全钢胎用帘线
3+6、
3+8、
4+6
3×0.20+6×0.35NT/HT
7000
22000
3+8×0.33HT/ST
4+6×0.33HT
3+9+1、
3/9+1
3+9×0.22+1NT/HT
2000
12×0.20+1NT/HT
3×0.24/9*0.225HT
3+8+13+1、
3+9+15+1、
1+6+12
3+8+13×0.18+1HT
11000
3+9+15×0.175+1
3+9+15×0.22+1
0.22+6+12×0.225HT
0.22+6+12×0.20HT
全钢胎用高伸长帘线
HE
3×4×0.22HE
1500
3×7×0.20HE
HI
5×0.30HI
500
5×0.35HI
注:
目前切割丝(用于切割晶硅片)的市场很好,可以考虑将此产品做为附产品,一旦其市场不好时,所用设备可以转为钢帘线产品生产用。
即考虑上5000吨/年切割丝。
其中典型产品规格的市场售价如表4
(含税)表4
产品结构
市场售价(元/吨)--含税
备注
3×0.30HT
12000
2+2×0.25HT
12000
3+9×0.22
14700
3×0.20+6×0.35HT
13500
12×0.20+1NT
17400
3×0.24/9×0.225HT
16600
3+9+15×0.175+1
18500
3+9+15×0.22+1
15000
0.22+6+12×0.225HT
17500
3×4×0.22HE
22200
3×7×0.20HE
22200
5×0.30HI
21000
注:
此产品价格为国内某大型轮胎企业招标价格,相对其它企业属于较低价格。
2.2工艺技术方案的选择
2.2.1生产工艺流程
盘条(Ф5.5mm)——检验——表面预处理+粗拉连续作业线——中丝热处理+表面处理连续作业线——中丝拉拔——热处理+电镀+热扩散连续作业线——成品丝拉拔——检验——钢丝捻制(半成品捻制+成品捻制)——成品检验——包装——入库
2.2.2主要特性
1)原材料10%采用进口盘条,90%盘条采用国产盘条。
2)工艺采用2吨/工字轮盘重连续化生产工艺,减少不必要的工序,保证产品质量。
3)采用无酸雾、连续化作业的表面处理作业线,可减少环境污染,降低劳动强度,节能降耗。
4)设备选择上,以工艺优化配套,少量进口关键设备,大量使用国产设备,在保证产品质量、生产效率的前提下,最大限度降低固定投资。
2.3设备选型及所需数量
根据产品结构、数量,通过计算得出所需设备型号、数量如表5。
表5
序号
名称
规格型号
数量
单价(万元/台)
总价(万元)
备注
1
粗拉机
LZ-610/7
1
85
85
国产
2
中拉机
LZ-610/13
2
140
280
国产
3
细拉机
LZ-450/10
2
105
210
国产
4
细拉机
LZ-450/9
4
100
400
国产
5
中丝热处理线
40LINE
1
700
700
国产
6
电镀作业线
60LINE
2
2100
4200
国产
7
水箱拉丝机
LT25D
280
18
5040
国产
8
捻股机
LST280
90
15
1350
国产
9
捻股机
LST380+DP-ST3
30
15
450
国产
10
捻股机
LCT680+DP-STA6
60
25
1500
国产
11
捻股机
LCT980+DP-STA9
50
35
1750
国产
12
捻股机
LBT980
45
45
2025
部分进口
13
捻股机
LBT1580+DP-STA15
48
65
3120
部分进口
14
外绕机
LWM900
95
14
1330
国产
15
倒盘机
LRW100
15
8
120
国产
16
对焊机
50
1.2
60
部分进口
17
吊装设备
200
国产
18
半成品运输设备
叉车、推车
200
国产
19
试验室设备仪器
400
部分进口
20
修模设备仪器
150
部分进口
21
循环池
300
冷却+润滑
22
环保处理及设备
600
达标+循环利用
23
各种工字轮
3000
23
其它
100
合计
27570
注:
设备只是估价,具体以市场为准。
2.4资源、物料条件
2.4.1原料选择及需用量
钢帘线是线材制品中,精和较高附加值产品,技术含量高。
钢帘线在生产过程中,钢丝要经受扭转、弯曲和拉伸等一系列变形,同时在使用过程中要受热,承受弯曲拉伸复合交变载荷及冲击载荷等。
为此,对原料盘条的各项性能指标要求都很高。
目前,国内盘条生产厂家如上海宝钢、武钢、沙钢、鞍钢、首钢、青钢、湘钢等已有钢帘线专用盘条,基本可以满足钢帘线产品要求,只是在一些细规格上还有些缺陷,还不能替代国外盘条,但是这些数量也只占使用量的10%左右。
年盘条需用量为33000吨/年,目前钢帘线专用盘条价格在5400~5800元/t(含税)。
2.4.2辅助材料
生产所需辅助材料如润滑剂、拉丝模、工字轮、电解铜、电解锌和化学药品,国内均能生产。
2.4.3动力资源
钢帘线生产水消耗约为10吨/t,此项目进入投产后,由于有生产线上排出的废水经过综合处理,使其可达到一级排放标准,即水的回收利用率可达到90%,减少水资源的浪费;本项目用电装机容量约为15000KW,单位耗电量为1500度/t,年耗电量约为4500万度;天然气的单位耗气量为100m3/t,年耗气量为300万m3。
2.5生产制造成本测算
根据目前成熟企业的生产制造成本及当地的实际情况,制造成本测算如表6
表6
产品结构
生产制造成本估算(元/t)——不含税
备注
3×0.30HT
7500
成本中均不包含折旧及三项费用。
2+2×0.25HT
7700
3+9×0.22
9400
3×0.20+6×0.35HT
8300
12×0.20+1NT
9000
3×0.24/9×0.225HT
8400
3+9+15×0.175+1
11500
3+9+15×0.22+1
9600
0.22+6+12×0.225HT
9600
3×4×0.22HE
14500
3×7×0.20HE
14300
5×0.30HI
9300
3、节能措施
3.1概述
所建30000t/a钢帘线项目的生产要求,生产中主要能源消耗为电、水、压缩空气、蒸汽、天然气等。
3.2节能降耗措施
本项目的设计中,充分采用先进的节能工艺技术,具体体现以下几点:
1)设计采用无扭控冷钢帘线专用盘条,其索氏化率高、性能稳定,在生产过程中减少热处理和拉拔道次。
2)在热处理加热炉及淬火介质选型设计过程中充分考虑了节电、节能措施及环保,即保证能源的充分应用,又保证加热炉和淬火炉的稳定,同时,也保证良好环境(即用水浴淬火替代了铅浴淬火。
使铅污染为零)。
热处理加热炉选用天然气做为能源,而钢丝的冷却淬火选用水浴替代了铅浴。
3)拉丝机、钢帘线捻制设备均为节电的变频器控制技术,节省了大量的电耗。
4、节水措施
4.1节水措施
金属制品行业在用水方面相对较小,主要是拉丝机冷却、水箱拉丝机润滑液的循环、中丝热处理作业线及电镀作业线的表面处理和镀液的配制。
针对这些特点,本项目的节水措施重在冷却水和润滑液的循环方面,中丝热处理作业线及电镀作业的表面处理液的综合回收循环利用方面,主要有如下措施来保障节约用水:
1)拉丝机冷却水和润滑液循环系统的选用,水重复利用率为90%;
2)中丝热处理作业线及电镀作业线的表面处理液的综合回收循环利用达到95%。
5、环境保护
5.1主要污染源及其控制
5.1.1主要污染物
中丝热处理和电镀黄铜作业线采用表面处理新工艺,通过控制炉内气氛等措施减少钢丝的氧化;采用无酸雾清洗技术对钢丝进行表面酸洗;槽液采用自循环系统进行循环,且使用吹扫装置对高速运行钢丝进行吹扫,使钢丝表面的酸液、镀液、清洗水等吹回各自槽内,即减少了有效成分的流失,又能防止将酸液、镀液带出造成环境污染,节省清洗水的乃是;另外,清洗采用三级以上阶梯工冲洗工艺,在钢丝表面充分清洗干净的同时将清洗水的乃是降到最低。
主要污染物为Cu2+,Zn2+,Fe2+,Fe3+,So42-,Bo43-,悬浮物及酸碱度,清洗水经过综合处理后可以有95%进行循环利用。
5.1.2废液
废液主要是水箱拉丝机的废润滑液、酸洗等槽定期排放的槽液。
废乳化液主要污染物指标为:
含8~10%矿物油,90%水,微量的Cu2+,Zn2+,约为1~3mg/L,年排放量为300m3。
废酸洗液主要污染指标:
H2SO4为1800~2200mg/L,H3PO4为280~350mg/L,Fe2+(Fe3+)为150~220mg/L,PH=3~4,悬浮物为2~20mg/L,年排放量90~120m3。
废乳化液经废酸处理,破乳,固液分离及油水分离,深度处理后达标排放,废油贮存定期外运。
电镀液循环使用,基本不排放,因特殊原因需排放时,可加水稀释,流经综合处理池进行处理达标后循环利用。
5.1.3废气
由于本项目采用新工艺及新能源,废气量很少,在标准要求之内。
5.1.4废渣及治理
本项目所产生的废渣有微量的硼砂渣、氧化铁皮、污水处理后的污水泥等,均可以通过处理后出售。
5.1.5噪声及其治理
产生噪声的设备主要有拉丝机、捻股机、空压机、各除尘器风机、水泵等。
由于目前设备较先进,其噪音均小于80dB。
5.2环境影响简要分析
钢帘线工程项目以清洁生产为目标,所用设备及工艺通过多年的引进、消化、吸收、改进、提高等措施,具有技术含量高,机械化程度较高等特点,使钢帘线生产实现了“低污染、少排放”的环保要求。
钢帘线工程项目产生的各种低度污染物经过治理达标后排放;拉丝机冷却水经循环冷却后循环使用,水箱拉丝机的润滑液经冷却后循环使用,生产清洗水经处理后95%循环利用,少量处理达标后排放;噪声源采用隔声、减振、消声等降噪措施;车间周围绿化。
本项目建成后对环境的影响很小,属于清洁工厂。
6、劳动定员
6.1组织机构与管理机构
按正常企业管理进行机构设置。
6.2劳动定员
劳动定员约为550人。
7、项目实施计划
项目实施过程包括项目可行报告审批立项(其中还有项目安全评价、项目环境评价、项目能源评价及项目卫生评价)、项目规划设计、设备考察、设备订购、设备安装、生产调试和资金筹措等几部分,使钢帘线生产能力达到30000t/年规模。
8、投资估算(略)
8.1投资估算依据
8.2投资估算
8.2.1建筑工程
厂房为钢结构,面积约需45000m2。
8.2.2设备购置费用
8.2.3安装工程
8.2.4工程建设其它费用
8.2.5基本预备费用
8.2.6涨价预备费及投资方向调节税
8.2.7建设期利息
8.2.8建设投资估算
8.3流动资金估算
按项目投资额的30%进行计算测定。
9、技术经济分析与评价(略)
10、风险分析
10.1主要风险因素识别
风险因素主要分为以下几种:
1)市场风险。
主要考虑国际、国内轮胎的需求和国内钢帘线的生产状况对本项目的影响。
2)原材料风险。
所处位置对盘条的采购有一定的困难,需要选择两家以上的盘条供应商,以便保证生产的稳定性及产品质量的稳定性。
3)技术风险。
主要是钢帘线新结构的开发有一定的难度,要与轮胎厂家密切合作方可较顺利进行,因此,有一定的技术风险。
4)资金风险。
主要是项目资金需求量大,现金流量出现问题就有一定的风险。
10.2风险程度分析
风险因素和风险程度分析如表7
表7
序号
风险因素名称
风险程度
说明
1
市场风险
1.1
市场需求量
较小
市场变化将直接影响项目的销售量和销售收入,但根据市场分析,目前的产能还不能满足市场需求,有一定的市场空间。
1.2
竞争能力
一般
本项目产品以复杂结构、高性能为主,有较强的竞争力,但要快。
1.3
价格
一般
产品价格变化较大,在外资轮胎企业价格较高,国内较强轮胎企业处于中间,一般企业较低。
应注重产品质量,降低成本,进行高端客户。
1.4
生产负荷
较小
本项目盈亏平衡点为50%,生产负荷增长速度影响投资回收期和效益。
2
资源风险
2.1
价格
较小
钢帘线专用盘条市场较稳定。
2.1
供应
较小
有较充足的货源,但需预附款交易。
3
技术风险
3.1
先进性
较小
通过引进、消化、吸收、改进,国内钢帘线生产技术有了很大提高。
3.2
可靠性
较小
目前的钢帘线设备及工艺技术使用稳定可靠。
3.3
适应性
较小
国内钢帘线技术人员通过长期的与外国先进技术的交流,已较全面掌握了钢帘线生产工艺技术,并在快速、稳步提高。
4
资金风险
4.1
资金
较小
基本为自有资金,只有少量是融资所为。
5
政策变化
较大
政策的变化将直接对汽车的消费起导向和推动作用,也将直接影响配套产品钢帘线的需求。
10.3防范和降低风险
防范和降低风险的对策主要有:
1)加强市场开拓,利用前期与轮胎企业做过碳黑贸易的经验及人脉,建立高效的营销网点和营销体制,采取必要的推销措施,在质量稳定的基础上,降低生产成本,提供优质的售后服务。
通过以上措施,开拓、扩大、稳定市场份额。
2)努力降低投资和采购及制造成本,构成较大的变动空间,增强产品的竞争力。
3)原辅料的选择,通过招标的方式进行原辅料的选择确定,形成稳定的供应厂商,并与原辅料厂家密切合作,降低成本,提高产品质量。
4)利用国家目前对汽车行业的产业政策及当地对高新技术企业的扶持,加快项目进度,尽早建成投产,以最好的经济效益、社会效益回报社会。
2010-3-30
 升级会员
升级会员 