校直机说明书1.docx
《校直机说明书1.docx》由会员分享,可在线阅读,更多相关《校直机说明书1.docx(89页珍藏版)》请在冰豆网上搜索。
校直机说明书1
1.校直机工作原理MACHINEOPERATION
当检查一个圆形工件的弯曲度时,需要旋转工件,通过传感放大器检测与两个基准传感器之间差值。
这项操作称作“检测TEST”。
注释:
为了容易区别,在本文中,把基准传感器称作Ro和Rt,在配有8个传感器的机床上,通常称为“0”和“7”;在配有15个传感器的机床上,通常称为“0”和“15”。
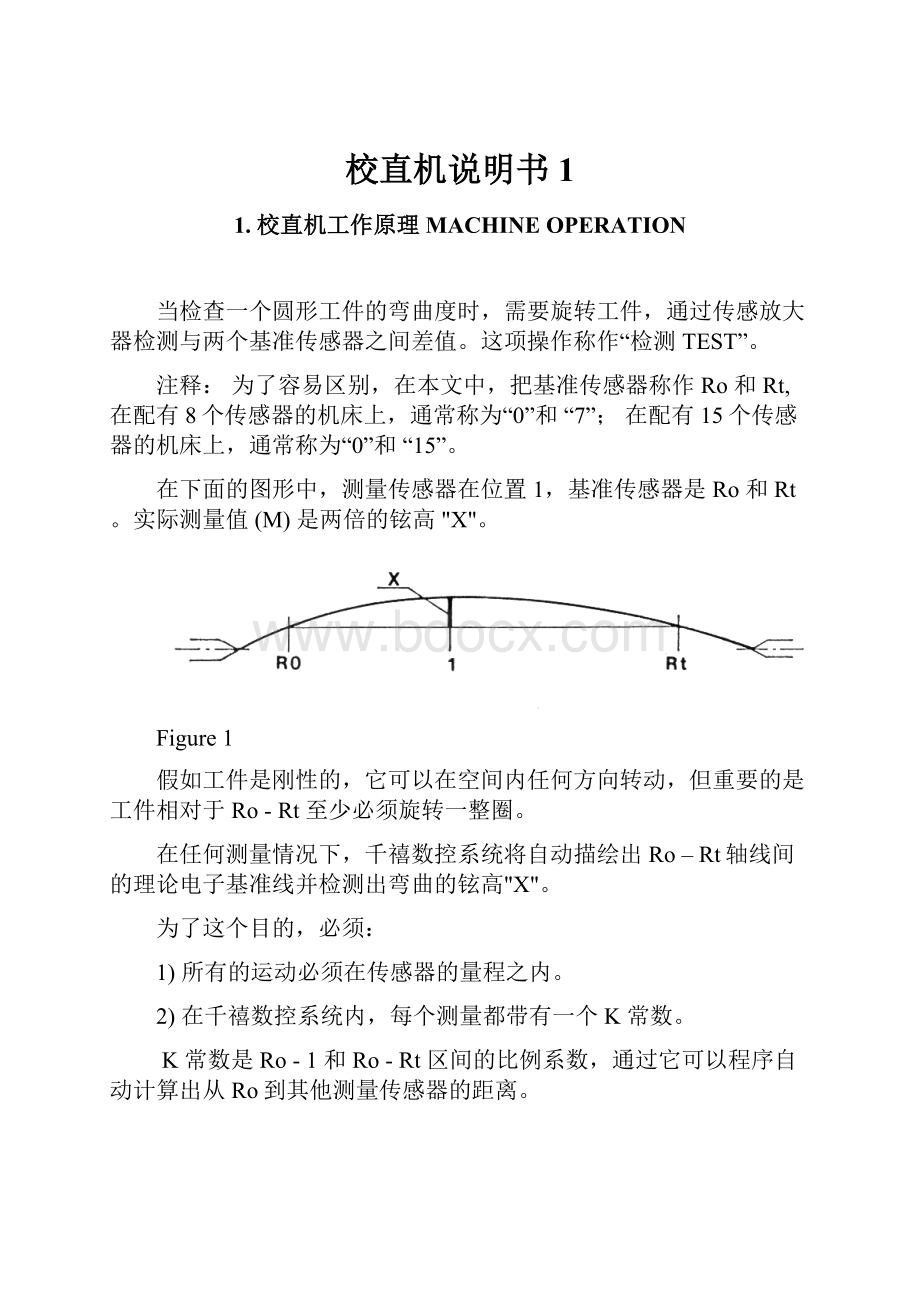
在下面的图形中,测量传感器在位置1,基准传感器是Ro和Rt。
实际测量值(M)是两倍的铉高"X"。
Figure1
假如工件是刚性的,它可以在空间内任何方向转动,但重要的是工件相对于Ro-Rt至少必须旋转一整圈。
在任何测量情况下,千禧数控系统将自动描绘出Ro–Rt轴线间的理论电子基准线并检测出弯曲的铉高"X"。
为了这个目的,必须:
1)所有的运动必须在传感器的量程之内。
2)在千禧数控系统内,每个测量都带有一个K常数。
K常数是Ro-1和Ro-Rt区间的比例系数,通过它可以程序自动计算出从Ro到其他测量传感器的距离。
Figure图2
实际上,采用两种测量方法:
-曲率测量。
在工件轴线部分区段测量。
-偏心度测量。
当基准测量点Ro-Rt接近两端或处于工件几何中心地方。
偏心测量用来更大范围的曲率测量并被称作车间生产的稳定测量值。
在千禧系统中,上述测量方法被称为“标准方式STANDARD”,另外还可以通过选择传感器1到8和常数“K”,来编制“特殊方式SPECIAL”。
区别轴的弯曲及截面形状误差
校直圆形工件达不到绝对圆形,这是因为工件具有形状误差errorsofform"F",如椭圆,毛边等。
用手动量规测量工件时,由于跳动与所有的形状误差混在一起,所以测量值(M)不能代表纯跳动误差。
例如:
椭圆形工件,其轴线为
和
,即使工件完全校直,其跳动测量值X仍为
=
.
采用弯曲工作原理的校直机,像高达比尼机床,只能消除轴的弯曲误差,但不能消除工件的形状误差(形状误差只能通过变形的方法消除)。
当形状误差远远大于弯曲误差的时候,在校直时,非常重要的一点是必须将二者区别开。
高达比尼机床通过数学模拟的方法,可以完美地区别这两个误差:
-RUNOUTerror全跳动误差
(Totalindicatorreading)代表所有误差的总和。
-DEFrunout偏心误差
完全由轴弯曲引起的误差。
Figure图3
挠度公差和跳动报警DEFtolerancesandRUNOUTalarms
一般情况下,我们不知道图纸上标注的公差是挠度误差还是跳动误差,所以必须要预先区别两种公差和形状误差。
例如下列一些情况是常见的:
DEFtolerance挠度公差0.04mm
Errorofform形状误差0.02mm
RUNOUTalarmtolerance跳动报警公差0.06mm
或:
DEFtolerance挠度公差0.10mm
Errorofform形状误差0.20mm
RUNOUTalarmtolerance跳动报警公差0.30mm
而下列这种情况是不合理的:
DEFtolerance挠度公差0.01mm
Errorofform形状误差0.08mm
RUNOUTalarmtolerance跳动报警公差0.06mm
当形状误差已经为0.08mm,其总跳动误差不可能在公差范围之内。
为了解决这个问题,请检查原来的加工过程,不要要求校直达不到的公差。
像前面提到的,校直只能解决偏心误差DEF,所以,当测量值在公差范围之内时,机床据此给出“工件合格WORKPIECEACCEPTED”。
假如只是跳动超差,再重复校直循环也是没有用的。
1.2.校直过程
-Measurementprogrammingandsequence测量程序及顺序
下面的例子是一个校直五点的工件:
Figura4
对于多点校直,下列区别各点:
-thereferences基准
基准通常是与最终测量相重合,一般为工件两端的中心。
-therun-outs跳动
(称为绝对值)它们等于M1-M2-M3-M4-M5铉高的两倍。
-thecurvatures弯曲
它是两相邻点或最近的侧面点间的局部转动误差(或多或少在更宽的范围上),例如,两倍的铉高“X”。
一般五点校直的工件,至少需要定义五个点。
工件适当的校直方式
1)根据图纸要求进行总的测量TEST,和所有局部弯曲。
假如所有测量绝对值均在偏心公差DEF之内,机床将给出“合格TotalAcceptance”。
即使有一点超差,机床将进入到第2步。
2)根据程序预先设定的顺序,机床将检查弯曲误差并确定这个误差是否在合理的范围内,并且与程序设定的一致(弯曲公差Bendtolerance)。
例如,假如工件的绝对挠度(DEF)公差为0.06mm,各点的弯曲公差是0.03mm,这是一个较小的数值,绝对误差受局部弯曲之和影响。
3)基于上述检查的结果,机床将移动工件或压头到第一个超差点,并且对该点进行校直。
按照上述情况,最简单的方法是按1-2-3-4–5的顺序校直。
但实际经验告诉我们,这样做并不合逻辑,由于对于整个工件弯曲影响最大的是工件的中点偏心,所以,最好的校直顺序应该为:
:
1-2-5-4-3.
当然,对于一些特殊几何形状的工件,校直顺序还要具体分析。
例如,假如一个工件,一部分很厚,而另一部分很薄,且易变形。
这时应该先校直厚的部分,再校薄的部分。
否则先校薄的部分,再校厚的部分,将会影响到薄的部分。
4)综上所述,根据不同的工件,需要确定不同的校直位置顺序,由于下列的两个原因,还需要在两次校直之间,进行一次测量:
a)测量Test工序时间很短,可以迅速地发现工件是否已经在公差之内了。
比如有些工件,只有一到两个弯曲点,可能只通过一次校直Bend,整个工件就已经在公差之内。
当经过检测TEST工件在公差之内时,机床将显示“全部合格TotalAcceptancea”结束校直。
b)在很多情况下,校直一点将会影响相邻点的弯曲度,在校直Bend以后,进行测量TEST将把最新的弯曲参数记录到控制系统的数据库中,使下一次的校直更加精确,时间更短。
所以,最佳的校直方式应该是:
-TEST检测
-Bend1校直-1
-TEST检测
-Bend2校直-2
-Bend5校直-5
-TEST检测
-Bend4校直-4
-TEST检测
-Bend3校直-3
-TEST检测
假如工件仍然不能校直,用“转向GOTO”命令,进入特殊校直程序。
5)在程序执行完校直-4以后,由于某种原因,有可能出现每一点的弯曲度都合格,但某些绝对测量值仍超出公差。
所以,有时必须执行一两个校直程序,使用更宽的测量范围。
例如,在第三点处校直,但与1-5(Ro–Rt)点间为基准测量弯曲度。
在其他场合,某一点有很小的公差时,对这点的校直可以包括用两端Ro–Rt为基准。
所以,校直的结束程序应该为:
....................
....................
....................
重复程序
-Bend3(Ro-Rt)校直-3,与两端为基准
-TEST测试
6)Roughing粗校直
如果初始跳动值高于要求的最终公差的20到30倍,我们建议在程序的开始部分插入一些较宽公差的校直程序段。
例如:
工件具有3mm的跳动,0.050mm的最终绝对公差,0.025mm的最终弯曲公差。
程序可如下列:
-TEST
-Bend1tolerance0.100mm
-Bend2tolerance0.100mm
-Bend5tolerance0.100mm
-Bend4tolerance0.100mm
-Bend3tolerance0.100mm
-TEST
-以下按照4点和5点程序继续。
7)OnepointstraighteningcycleorBendphase一点校直循环或校直程序段
机器能够根据工件的特性进行弯曲校直或捶击校直。
8)Flexionstraightening弯曲校直:
在弯曲校直中,系统检测工件然后将工件的弯曲高点向上,并定位于压头之下。
压头只加力于工件的两个支撑点之间的中点,并且每个冲程增加挠度变形,直到获得所要求的公差。
Straighteningcycleisthefollowing:
校直循环如下列:
a)根据记忆数据定位角度,以便工件弯曲高点向上并定位在压头下方。
b)第一个冲程自动计算变形。
c)随后的每一冲程都增加变形,直到获得所要求的公差。
在千禧软件的每一个程序段中编程基本增量。
如果增量过高,机器的过修正重复循环太频繁。
绝不可加力进给太大,以避免工件产生裂纹和破损。
当工件的弯曲量非常小时,机器执行基本增量。
如果弯曲量大,机器自动增加进给步长。
2.千禧数控系统的操作方法
在GALDABINI数控校直机上,采用千禧数控系统。
所用工作程序在WINDOW环境下编制,可以用工业PC上的鼠标和功能键操作。
下面给出一些功能键的使用方法:
在程序页面,用该键调出下拉菜单,例如输入一个传感器,一个测量,一个程序段。
删除键,用于删除所选择的部分,按DEL。
I
可以在屏幕上各处移动,选择显示的图标
I
and
用于返回上一个页面,和退出下拉菜单
与F功能键配合使用,可以进入该选项的第二功能。
用于确认选择的功能。
用于显示统计屏幕页面(详见后面有关章节)
在屏幕的不同区域内卷动菜单,但不移动菜单。
Fx:
从F1到F10,软功能键,可以进行屏幕提示的各项操作
控制系统有两种工作方式:
手动Manual和自动Automatic
MANUAL手动页面
屏幕下面的颜色可以区别控制系统的工作方式,黄色代表手动;蓝色代表自动方式。
自动和手动方式,屏幕下面的功能键Fx的功能是不同的。
选择的校直测量由
标记。
AUTOMATIC自动方式
黄色的符号
代表系统内部正在执行正常操作。
如果显示灰色符号,代表未执行如何程序。
表示需要在程序中输入密码。
数控轴状态显示:
Activeaxisandstopped控制轴,但停止运动
P-Axisnotfed
用P标识的紫色三角--该轴无进给
Movingaxis-正在运动的轴,假如显示J,代表在点动方式JOG
黄色三角-代表该轴有故障
–Axisfault
2.1工件数值和记数器WORKPIECEVALUESANDCOUNTERS
无论在手动方式和自动方式,都可以用Pag.Up
和Pag.Down
键,来显示下列数值:
带有设定公差的测量数值表(颜色彩条代表工件状态)
测量编号
偏心数值
偏心公差
跳动数值
跳动公差
测头
Figure图86
所有测量值表(带有或不带设定公差)
测量编号
偏心数值
跳动数值
测头
图87
机床工件记数器和时间记数器
校直的工件数
合格工件数
废品1工件数
废品2工件数
总数
总数
总数
总数
部分数
部分数
部分数
部分数
预设极限
预设极限
预设极限
预设极限
未经校直合格工件数
报警次数
工作小时
总数
总数
总数
部分数
部分数
部分数
预设极限
预设极限
预设极限
图88
在程序“工件计数器/计时器Workpiececounters/Timemeters”中,根据不同的密码层次,可以用功能键F1-F9将工件记数器的部分数值复位。
在这个程序中,还可以选择使用或不使用这些计数器。
当不使用这些计数器时,显示数值为灰色,且数值不改变。
当对计数器复位时,程序要求对此进行确认。
只有在关闭记数器的时候,总数数值自动复位。
2.2.主要操作MAINOPERATIONS
在手动manual和自动automatic方式页面,都可以用F1-F10功能键启动各项操作。
在屏幕上有各个功能键操作功能的提示。
在“手动方式Manualmode”页面,按键HOME或ESC可以进入机床参数菜单。
屏幕将分成两个部分:
树状结构的机床参数在屏幕的右边,在屏幕的左边是各个页面的根目录。
另一个把屏幕分成两部分的是编程页面:
树状程序结构在左边,详细的参数显示在右边。
树状结构程序包括一些目录;假如该目录前有+号,说明该内容可以显示(将光标移动到有+号的对方,按确认键ENTER);与此相反,在标有“-”号的地方,说明该目录是关闭的。
当你在目录间移动光标时,屏幕右边将显示各个页面的内容。
用TAB按键,可以把光标从右边移动到左边。
在有些编程页面,用TAB键,可以选择右边屏幕内的不同项目(例如,在测量页面)
在屏幕页面的右侧,可以用箭头键移动光标,选择不同的项目,并改变它们的数值。
可以修改下列参数:
Numericalvalues数值:
通过输入新参数改变
Checkbox检查窗口:
用空格键spacebar打开或关闭这个状态
Listbox菜单窗口:
下拉式菜单,选择需要的项目;
用确认键ENTER打开菜单,再用确认键ENTER选择所需要的选项。
在菜单中选择了项目以后,按插入键INS可以进入下一级子菜单,或执行所选择的操作。
在菜单中选择了项目以后,按删除键DEL,在操作允许的情况下,将删除这个参数或选项。
3a.MILLENNIUMUNIT"RANDOM"VERSION
千禧单元的“随机”版本
本版本自动地安装。
可以由操作者控制,或在自动方式下由机器的电子逻辑自动控制。
当选择了另一个校直程序或自动换向工作台被修改时,千禧软件要求执行这一段。
通常可以由千禧软件的
开关板选择另一个程序,或者通过外部控制信号自动地选择。
工作台的位置被程序转换与否,转换循环段的顺序是不同的。
a)如果工作台位置被程序转换:
松开尾架并将工作台平移到程序的转换位置。
操作者确认转换完成,千禧软件工具激活位置检查,如果相对于当前程序位置不同则重新定位。
(所有那些位置不同高于所编程的自动交换循环参数)
一旦完成工具重新定位,千禧单元夹紧尾架并将工作台移动到装工件位置,在这个位置开始校直循环。
图5
b)如果工作台位置没有交换编程:
千禧软件检查工具位置,如果存储一个相对于当前程序编程的不同位置则开始工具的重新定位。
工具重新定位一旦完成,千禧单元夹紧尾架(如果在平移期间松开),并将工作台移动到装工件位置,在这个位置开始校直循环。
3b.MILLENNIUMUNIT"MULTIPOINTPUNCH"VERSION
千禧单元“多点冲压”版本
具有千禧多点冲压版本的校直机,不装备可移动工作台。
校直点和校直步奏有程序自动选择,程序激活压头和支撑的移动。
最多可在机器上安装16个压头和16个支撑。
在编程页中—可在校直段输入校直点的支撑和压头的期望配置。
SELECTIONOFPUNCHES-ANVILS选择压头和支座
在手动方式中用功能键“F2”调出校直程序。
移动到所需校直段并按“ENTER”键。
在显示相关程序页选择压头和支座。
图89
用TAB键移动到屏幕右端,为所选校直段选择压头和支撑的配置。
PUNCHES
压头
进入相关校直压头的列表框,选择一个用于校直段。
图90
每一个校直段必须选择一个压头。
ANVILS
支座
通过核选框为每一段选择适当的支座布局。
图91
Example:
例如:
在图91中,机器将激活支座1并保持支乘2不起作用。
每一校直段的支座布局由编程人员选择。
即使机器准备使用16个压头和16个支座,满足特殊工件的校直要求;用户只能选择这些支座的布局真正固定在机器上。
1.5.3c.MILLENNIUMUNIT"MULTIPOINTTABLE"VERSION
千禧单元“多点工作台”版本
带有千禧多点工作台版本的校直机具有与自动交换型相同的工作原理。
自动工具重新定位除外。
这种版本的机器也装备接近开关检查工作台位置;当接近开关(称作“中心安全”)接通,压头不可移动。
这个安全系统防止压头意外冲下,保护夹紧中心。
4.启动机床MACHINESTARTUP
1)接通主电源。
2)等待数控系统启动和自检。
然后按照屏幕上的提示进行操作。
机床启动后,在手动状态manualmode,用面板上的F9功能键进行“机床校零machinezeroing”操作。
Figure6
机床开始工作OPERATIONSTARTING
根据需要选择机床的工作方式。
例如:
-选择手动Manual或自动Automatic
-连接自动上下料Loaderconnected或断开自动上下料disconnected
-其他
在屏幕上,将显示出机床最后一个加工程序。
如果需要继续加工这种工件,只需启动循环即可(当机床在自动方式)。
如果需要加工另外一种零件,则需要调用相应的程序并调整机床。
5.MACHINEZEROING机床校零
5.1RAMZEROING压头校零
每一次接通电气柜的主电源以后,必须进行包括压头的各项机床校零。
压头的零位有两个信号:
-压头零位限位开关(压头的上行程顶点)
-电机编码器的压头零位位置
在手动方式时,假如需要,可以通过相应的操作,随时对压头进行校零。
5.2TABLEZEROING工作台校零
用功能键F9,在完成压头校零以后,进行工作台校零。
像压头校零一样,工作台零位也有两个信号:
-工作台零位限位开关
-电机编码器的工作台零位位置
在手动方式时,假如需要,可以通过相应的操作,随时对工作台进行校零。
5.3ZEROINGCYCLEPROCEDURE校零过程
a)在压头或工作台没有接触零位限位开关以前,压头或工作台慢速向零位限位开关移动。
一旦接触到限位开关,压头或工作台向反向运动,直到到达电机编码器的零位位置时停止。
b)当零位限位开关接触以后,压头或工作台慢速运动直到限位开关脱离接触,然后向反向运动,直到到达电机编码器的零位位置时停止。
注意:
为了检查零位是否正确,或需要进行调整,请见本说明书“服务及诊断”
6.服务及诊断SERVICEANDDIAGNOSTIC
工作台位置偏置
(1)
在工作台校零以后,如果工作台上的零线位置
(2)与固定的零线位置(3)有偏移,就必须输入它们之间相应的偏移量。
这个偏移量的功能是将两个零线重合。
当两个零线重合的时候,工作台就处于零位。
图7
如何消除工作台偏移量
确定工作台的偏移量
进行工作台校零
测量两个零位线(2–3)之间的差值
将这个差值输入到程序里
再次进行校零
RampositionOffset压头位置偏置
与工作台一样,压头的位置也需要修正。
压头的零位是确保压头到工作台表面的距离正确。
Figure图8
除了工作台偏移量以外,还有其他三个参数:
工件驱动Drivingcentre:
不使用,因为工件旋转不需要校零
压头零位差值Deltaramzero和工作台零位差值Deltatablezero:
代表从开始接触零位到检测到零位之间的编码器的脉冲的数量。
这些数值在每次校零时都要刷新。
如果工作正常的情况下,当机床处于两个相邻零位线之间时,这个数值应该在编码器总脉冲数的25%到75%之间。
7.PASSWORD密码
程序中有三个密码层次
LEVEL0–0层,进入机床基本操作,不需要密码
LEVEL1–1层,需要相应的密码,进入编程功能
LEVEL2–2层,需要相应的密码,进入高级编程功能
图9
注意:
实际上系统还有第三层LEVEL3,它是供制造厂Galdabini技术人员使用,用来确定一些机床的基本参数。
在这个页面,选择“密码Password”并按下TAB键,便可进入需要的保护层;当通过密码进入高层以后,也可以进入低层工作。
除了在一个机床参数页面以外,在任何页面,同时按下ALT和F12键,都可以随时修改密码,进入相应的保护层。
图9a
进入新的保护层,先输入密码,再按OK键即可。
8.AXIS数控轴
在机器参数目录中你可以发现子目录“Axis”,“Axis”只能在最高密码级编辑。
Figure图10
有三个数控轴:
压头,工件旋转和工作台移动。
8.1.RAM压头
包括所有压头移动参数。
图11
Galdabini人员在机床初始工作时输入这些参数。
8.2.ROTATEPART旋转工件
包括全部工件旋转运动参数。
图12
Galdabini人员在机床初始工作时输入这些参数。
8.3.TABLE工作台
包括全部工作台移动的相关参数。
图13
Galdabini人员在机床初始工作时输入这些参数。
9.SELECTIONOFALARMSANDREJECTS选择报警和不良品
图14
不同的报警和/或不良品信号可通过下拉菜单选择,如下:
OFF:
选择“OFF”,这些报警信号无效。
(例如:
断开“OutofRunOuttolerance”,以至在跳动超差时机床也给出信号“工件OK”。
ALARM选择“Alarm”,机床停止,同时必须有操作者重新启动校直循环。
一个典型的情况是工件
过弯曲可表示破损。
REJECT1-REJECT2:
准许鉴别各种不良品。
注:
“循环中断外部信号”
 升级会员
升级会员 