零件结构的工艺性.doc
《零件结构的工艺性.doc》由会员分享,可在线阅读,更多相关《零件结构的工艺性.doc(14页珍藏版)》请在冰豆网上搜索。
零件结构的工艺性
一、零件结构工艺性概念
设计零件
设计结构
选择材料
确定尺寸
使用性能:
能用、好用、耐用
工艺要求:
好做、好装、好修
工艺要求:
好做、好装、好修
u机械加工零件的结构工艺性
由于一般情况下切削加工的劳动耗费最多.因而零件结构的切削加工工艺性更为重要。
下面将就单件小批生产中对它考虑的一般原则及实例进行简要分析。
①尽量减少不必要的加工面积
减少加工面积不仅可减少机械加工的劳动量,而且还可以减少刀具的损耗,提高装配质量。
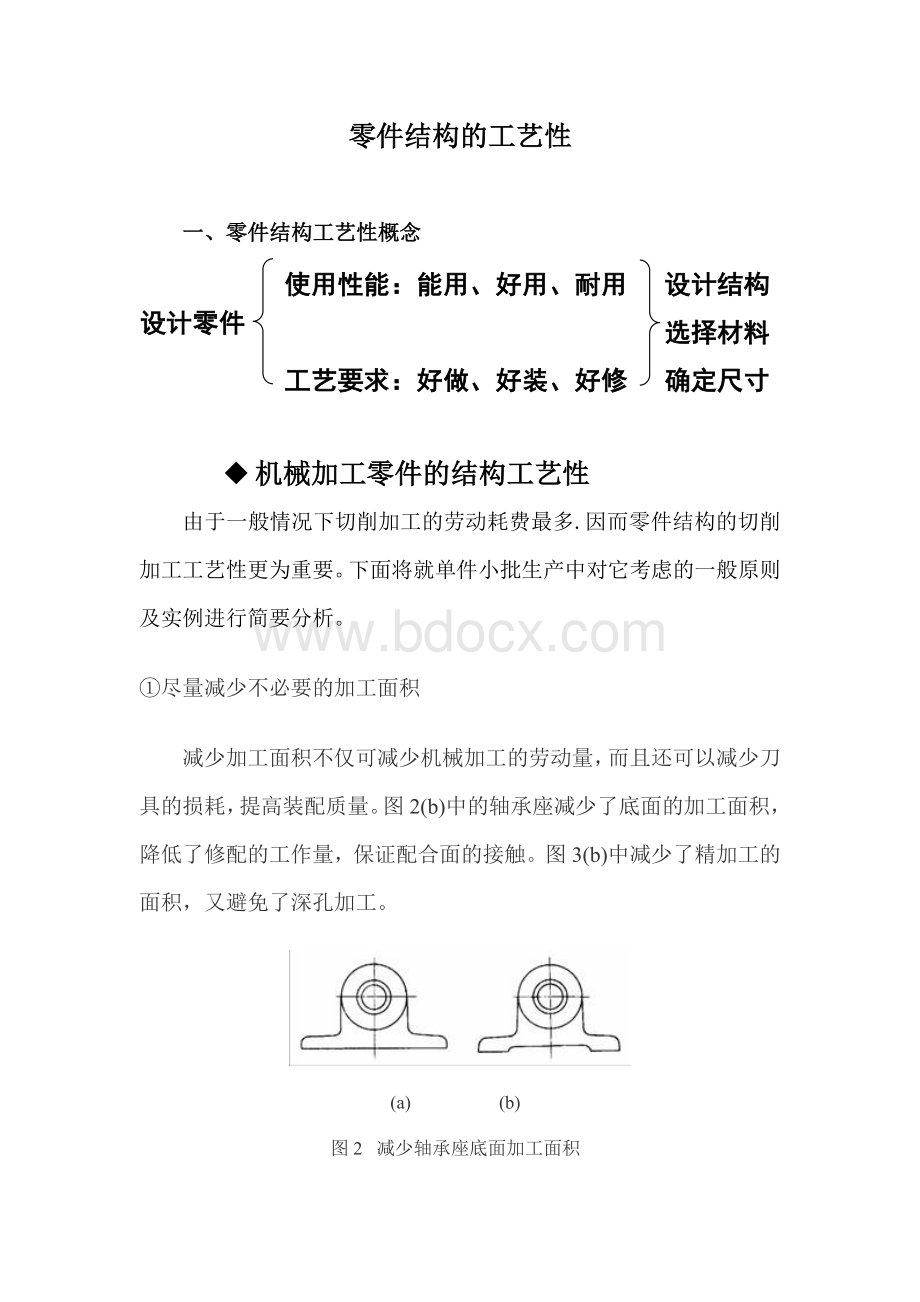
图 2(b)中的轴承座减少了底面的加工面积,降低了修配的工作量,保证配合面的接触。
图3(b)中减少了精加工的面积,又避免了深孔加工。
(a) (b)
图2 减少轴承座底面加工面积
(a) 错误 (b) 正确
(a) (b)
图3 避免深孔加工的方法
(a) 错误 (b) 正确
②尽量避免或简化内表面的加工
因为外表面的加工要比内表面加工方便经济,又便于测量。
因此,在零件设计时应力求避免在零件内腔进行加工。
如图4所示,将图(a)中件2上的内沟槽a加工,改成图(b)中件1的外沟槽加工,这样加工与测量就都很方便。
3、有利于提高劳动生产率
(a) (b)
图5 退刀槽尺寸一致
(a)错误 (b)正确
①零件的有关尺寸应力求一致,并能用标准刀具加工。
如图5(b)中改为退刀槽尺寸一致,则减少了刀具的种类,节省了换刀时间。
如图6(b)采用凸台高度等高,则减少了加工过程中刀具的调整。
如图7(b)的结构,能采用标准钻头钻孔,从而方便了加工。
(a) (b)
图6凸台高度相等
(a)错误 (b)正确
(a) (b)
图7便于采用标准钻头
(a)错误 (b)正确
②减少零件的安装次数 :
零件的加工表面应尽量分布在同一方向,或互相平行或互相 垂直的表面上;次要表面应尽可能与主要表面分布在同一方向上,以便在加工主要表面时,同时将次要表面也加工出来;孔端的加工表面应为圆形凸台或沉孔,以便在加工孔时同时将凸台或沉孔全锪出来。
如:
图8(b)中的钻孔方向应一致;图9(b)中键槽的方位应一致。
(a) (b) (a) (b)
图8 钻孔方向一致 图9键槽方位一致
(a)错误 (b)正确 (a)错误 (b)正确
③零件的结构应便于加工 如图10(b)、11(b)所示,设有退刀槽、越程槽,减少了刀具(砂轮)的磨损。
图12(b)的结构,便于引进刀具,从而保证了加工的可能性。
(a) (b)
图10应留有越程槽
(a)错误 (b)正确
(a) (b)
图11 应留有退刀槽
(a)错误 (b)正确
(a) (b)
图12钻头应能接近加工表面
(a)错误 (b)正确
④避免在斜面上钻孔和钻头单刃切削 如图13(b)所示,避免了因钻头两边切削力不等使钻孔轴线倾斜或折断钻头。
(a) (b)
图13避免在斜面上钻孔和钻头单刃切削
(a)错误 (b)正确
⑤便于多刀或多件加工 如图14(b)所示,为适应多刀加工,阶梯轴各段长度应相似或成整数倍;直径尺寸应沿同一方向递增或递减,以便调整刀具。
零件设计的结构要便于多件加工。
(a) (b)
图14便于多刀加工
(a)错误 (b)正确
4.提高标准化程度
u机械零件的标准化,就是对零件的尺寸、结构要素、材料性能、检验方法、设计方法、制图要求等,制定出大家共同遵守的技术准则和依据。
现已发布的与机械零件有关的标准,从运用范围上来说,可分为国家标准(GB)、部颁标准(机械工业标准JB、纺织工业标准PJ等)和企业标准三个等级。
从使用的强制性来说,可分为必须执行的(如螺纹标准、制图标准等)和推荐使用的(如标准直径等)。
我国已制订有很多国标和部标,目前还在不断发展和改进,并且已参加国际标准化组织(ISO)。
设计时,应充分了解有关零件的标准,尽可能遵守标准,只有当标准与设计要求之间有矛盾,并有充分理由时,才允许不采用标准。
标准化的优越性表现为:
(1)将同名零件的型号和尺寸限定在合理的数量范围内,可以用最先进的工艺方法进行标准零件的专业化大量生产,可大幅度降低劳动量、材料消耗和总成本,并易于保证质量。
(2)生产零件的技术条件和检验、试验方法的标准化,可以改进零件的质量,提高零件的可靠性。
(3)设计中采用标准件,可以节省设计时间,简化设计工作,缩短设计周期,使设计者有更多的时间和精力从事创造性设计。
(4)由于标准化带来的互换性,当标准零件失效时,可以很容易进行更换,使机器的维修工作大大简化。
与标准化密切有关的是通用化。
通用化是最大限度地减少和合并产品的型号、尺寸和材料品种等,使零件和部件尽量在不同规格的同类产品甚至不同类产品上通用。
通用化是广义的标准化。
对于同一产品,为了满足不同的使用要求,在基本结构或基本尺寸不变的条件下,规定出若干个辅助尺寸不同的产品,称为产品的系列化。
系列化也是标准化的重要内容。
例如对于同一结构,同一内径的滚动轴承,制出不同外径及宽度的产品,称为不同的系列。
系列大小的规定,一般也是以优先数系为基础。
工程上常采用几何级数作为优先数系的基础,其级数项的公比一般取为10的某次方根。
对于按它们求出的数字系列经圆整后,则分别称为R10,R20和R40系列,选用系列时,应首先按照上述顺序,优先选用公比较大的基本系列。
5.合理地规定表面的精度等级和粗糙度的数值
在满足产品使用性能的条件下,零件图上标注的尺寸精度等级和表面粗糙度要求应取最经济值
在对机械产品设计进行机械加工工艺性评价时,必须对主要工作表面的尺寸公差、极限偏差逐一加以校核。
在没有特殊要求的情况下,表面粗糙度值应与该表面加工精度等级相对应。
尽量选用切削加工性好的材料材料的切削加工性是指在一定生产条件下,材料切削加工的难易程度。
材料切削加工性评价与加工要求有关,粗加工时要求具有较高的切削效率;精加工时则要求被加工表面能获得较高的加工精度和较小的表面粗糙度。
6.既要结合本单位的具体加工条件(如设备和工人的技术水平等)
7.合理采用零件的组合
采用组合式零件结构,在零件的工作部分使用贵重材料,其他非直接工作部分则可采用廉价的材料。
例如大直径的蜗轮,常采用青铜齿圈和铸铁轮芯的组合式结构,以节约大量的有色金属。
u装配和维修对零件结构工艺性的要求
零件的结构应便于装配和维修时的拆装。
Ø配合零件端部要倒角
图片157
Ø柱销孔应有出气孔
如图158-1图结构无透气口,销钉孔内的空气难于排出,故销钉不易装入。
改进后的结构如图158-2图。
Ø轴肩与孔端应能贴紧
Ø配合零件只能有一对配合面
Ø螺钉连接应有扳手活动空间
图片161
Ø螺钉连接应便于螺钉的安装
总结:
•便于分解独立装配单元
•便于平行、流水作业
•调整方便、减轻装配劳动
•便于达到装配精度
 升级会员
升级会员 