机电设备生产工艺流程.doc
《机电设备生产工艺流程.doc》由会员分享,可在线阅读,更多相关《机电设备生产工艺流程.doc(4页珍藏版)》请在冰豆网上搜索。
空调机组生产工艺流程
机组生产工艺流程
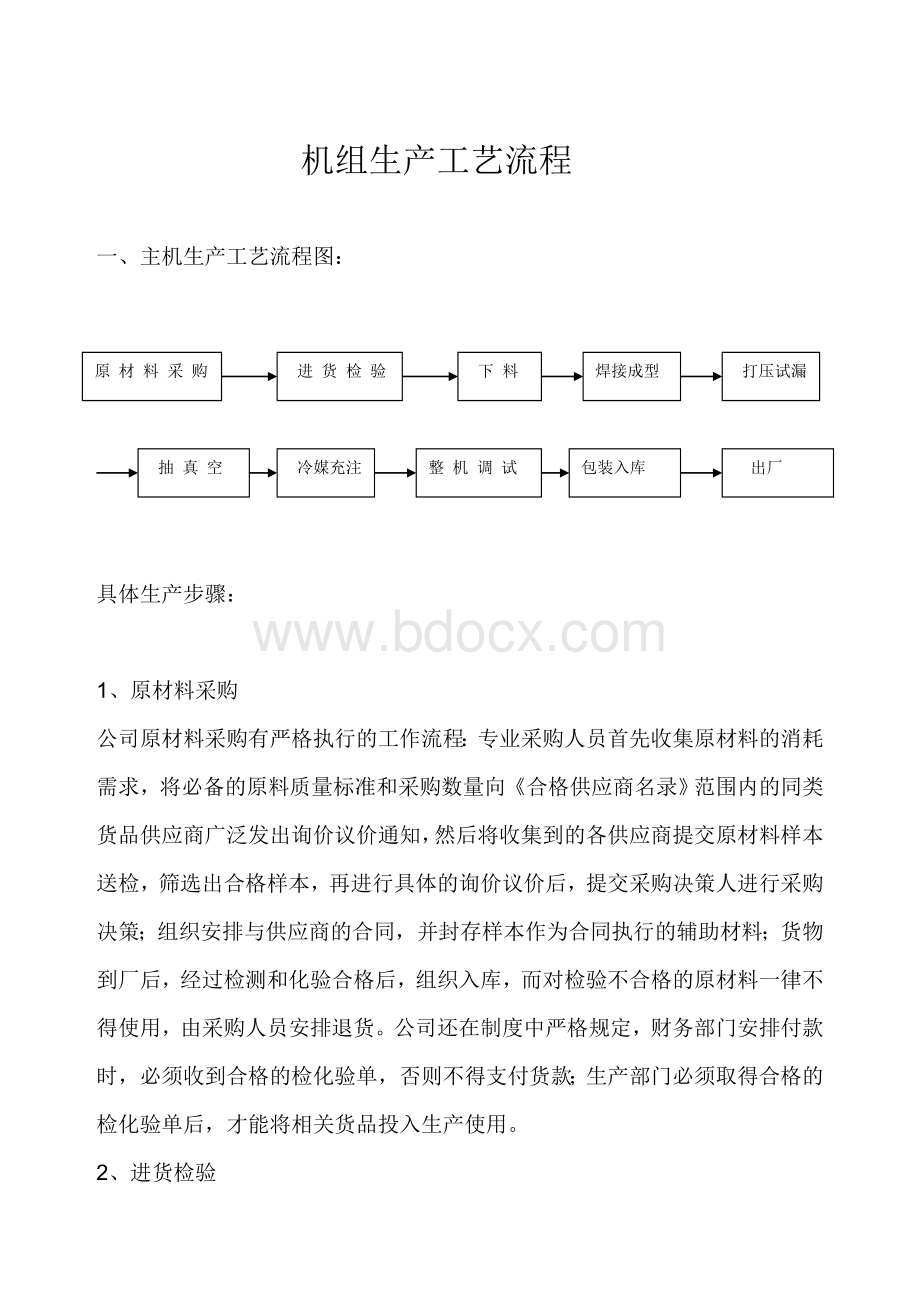
一、主机生产工艺流程图:
打压试漏
下料
进货检验
原材料采购
焊接成型
包装入库
整机调试
出厂
抽真空
冷媒充注
具体生产步骤:
1、原材料采购
公司原材料采购有严格执行的工作流程:
专业采购人员首先收集原材料的消耗需求,将必备的原料质量标准和采购数量向《合格供应商名录》范围内的同类货品供应商广泛发出询价议价通知,然后将收集到的各供应商提交原材料样本送检,筛选出合格样本,再进行具体的询价议价后,提交采购决策人进行采购决策;组织安排与供应商的合同,并封存样本作为合同执行的辅助材料;货物到厂后,经过检测和化验合格后,组织入库,而对检验不合格的原材料一律不得使用,由采购人员安排退货。
公司还在制度中严格规定,财务部门安排付款时,必须收到合格的检化验单,否则不得支付货款;生产部门必须取得合格的检化验单后,才能将相关货品投入生产使用。
2、进货检验
原材料到厂后,由厂内熟悉产品性能的技术人员对其进行严格检验,保证进厂的产品均为合格产品。
3、下料
根据生产要求合理安排人手,产线工人根据设计图纸要求,进行下料作业。
4、焊接成型
由持有上岗证的技术工人对下料进行焊接。
焊接要求:
铜管之间的焊接使用铜焊丝,铜件与钢件、钢件与钢件的焊接使用高银焊丝,氧气与乙炔共同燃烧基础上,在150°高温下,使焊丝溶解成液态,在铜件与铜件及铜件与钢件或钢件与钢件的焊口处焊接,要求不出现焊眼,确保其气密性。
5、打压试漏
打压试漏:
为确保空调主机的内循环系统的密闭性,需使用打压设备以氮气为媒介打压试漏。
用压力表为测压工具,根据不同机型而达到不同的压力标准。
在保压24小时后,应无降压情况。
6、抽真空
抽真空:
在完全封闭,内部系统畅通的情况下,使用真空泵抽机组内空气,根据真空表指示,30分钟,30Pa以下,确保主机内处于真空状态。
7、冷媒充注
冷媒充注:
在作抽真空工序后,充注氟。
在充注前确保主机各个阀门完全关闭。
充注过程中,氟瓶高于主机机身,而且确保氟瓶、充注管、和主机的连接无漏气现象。
8、整机调试
8.1空负荷试车
进行空负荷试车以检查主电机的转向和各附件动作是否正确,以及机组的机械运转是否良好。
试车程序如下:
①将压缩机吸气口的导向叶片或进气阀关闭,拆除冷凝器及蒸发器的检视口等,使压缩机排气口与大气相通;
②启动水泵,排出供水系统中的空气,使供水流量达到设计要求,并打开电机水套的冷却水进出阀门;
③开动油泵,调节供油循环系统,使其达到正常供油;
④点动压缩机,经检查无卡阻现象,应正式启动压缩机,作半小时的连续运转。
同时,观察油温、油压、轴承部位的温升、运转声响及机组振动是否正常。
8.2机组负荷试运转,负荷试运转前,油泵润滑系统、冷冻水和冷却水系统应具备上述的空负荷试运转条件。
浮球室内的浮球应处于工作状态,吸气阀和导向叶片应全部关闭,各调节仪表和指示灯系统应正常。
利用抽气回收装置排除系统中的空气,使机组处于运转准备状态。
使机组投入运转时,先手动启动主电动机,根据主机运转情况,逐步开启吸气阀和能量调节导向叶片。
导向叶片连续调整到30%至35%,使其迅速通过喘振区,检查主电机电流和其他部位均正常后,再继续增大导向叶片的开度,以增大机组的负荷。
连续运转应不少于2h。
导向叶片启闭灵活、可靠,开度和仪器指示值应按随机技术文件的要求调整一致;手动启动主电机运转正常后,再试验自动启动的效果,如自动启动运转无异常现象,应连续运转4h。
9、包装入库
产品包装的基本要求:
9.1产品包装应根据产品的性质、特点和储运条件进行包装设计。
设计应做到包装紧凑、防护周密、安全可靠、便于装卸,并具有科学性、经济性、牢固和美观,确保产品在正常装卸、运输条件下,和在储存有效期内,产品不得因包装原因发生损坏、长霉、锈蚀而降低产品的安全和使用性能。
9.2在特殊情况下产品包装可根据产品储运的具体要求按供需双方协议执行。
9.3产品包装环境应清洁、干燥、无有害介质。
产品包装应在室温条件下,相对湿度不大于85%的环境中进行。
9.4产品检验合格后,应在附件及产品使用说明书、合格证、装箱清单等齐全后才能包装。
9.5产品包装作业应严格按照产品的包装技术文件进行。
9.6包装材料必须保持干燥、整洁,符合本标准要求与产品直接接触的包装材料,应对该产品无腐蚀作用和其他有害影响。
9.7产品在包装箱内不应松动、碰撞,不应与包装箱的内壁直接接触。
以免受外力的冲击而损伤产品触。
以免受外力的冲击而损伤产品。
10、出厂
由厂里的质量检验部门检验合格后的产品根据需求,发往不同的单位。
3
 升级会员
升级会员 