机械加工常用磨床使用砂轮的选择与应用.docx
《机械加工常用磨床使用砂轮的选择与应用.docx》由会员分享,可在线阅读,更多相关《机械加工常用磨床使用砂轮的选择与应用.docx(3页珍藏版)》请在冰豆网上搜索。
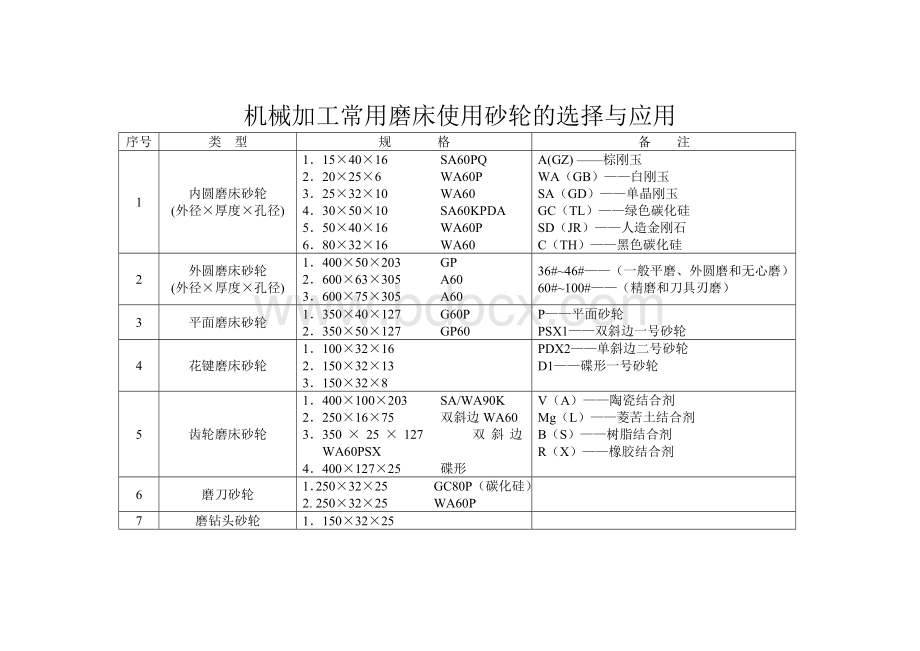
机械加工常用磨床使用砂轮的选择与应用
序号
类型
规格
备注
1
内圆磨床砂轮
(外径×厚度×孔径)
1.15×40×16 SA60PQ
2.20×25×6 WA60P
3.25×32×10WA60
4.30×50×10SA60KPDA
5.50×40×16WA60P
6.80×32×16WA60
A(GZ)——棕刚玉
WA(GB)——白刚玉
SA(GD)——单晶刚玉
GC(TL)——绿色碳化硅
SD(JR)——人造金刚石
C(TH)——黑色碳化硅
2
外圆磨床砂轮
(外径×厚度×孔径)
1.400×50×203GP
2.600×63×305A60
3.600×75×305A60
36#~46#——(一般平磨、外圆磨和无心磨)60#~100#——(精磨和刀具刃磨)
3
平面磨床砂轮
1.350×40×127G60P
2.350×50×127GP60
P——平面砂轮
PSX1——双斜边一号砂轮
4
花键磨床砂轮
1.100×32×16
2.150×32×13
3.150×32×8
PDX2——单斜边二号砂轮
D1——碟形一号砂轮
5
齿轮磨床砂轮
1.400×100×203SA/WA90K
2.250×16×75双斜边WA60
3.350×25×127双斜边WA60PSX
4.400×127×25碟形
V(A)——陶瓷结合剂
Mg(L)——菱苦土结合剂
B(S)——树脂结合剂
R(X)——橡胶结合剂
6
磨刀砂轮
1.250×32×25GC80P(碳化硅)
2.250×32×25WA60P
7
磨钻头砂轮
1.150×32×25
砂轮磨料
砂轮的适用范围(刚玉系与碳化系)
棕刚玉砂轮(A)
磨抗张强度较高的金属,如碳素钢、合金钢、可锻铸铁、硬青铜等
白刚玉砂轮(WA)
磨淬火钢、合金钢、高速钢、高碳钢、薄壁零件等
单晶刚玉砂轮(SA)
磨不锈钢等韧性大、硬度高的材料及易变形烧伤的工件
微晶刚玉砂轮(MA)
磨轴承钢和特种球墨铸铁等。
用于成型磨、切入磨、镜面磨等
铬刚玉砂轮(PA)
磨刀具、量具、仪表螺纹等工件表面粗糙度值要求低的工件
锆刚玉砂轮(ZA)
磨钛合金、
外圆磨床与外圆磨砂轮
外圆磨床,磨床中的一种,适用于磨削各种中小型零件的圆柱或圆锥形外圆,特别适用于电动工具、摩托车、工业缝纫机、精密仪器等轴类零件的加工。
外圆磨床所对应的砂轮称为外圆磨砂轮。
砂轮外径有400mm,450mm,500mm,600mm,750mm等,砂轮厚度有40mm,50mm,63mm,75mm,100mm,200mm等,孔径有127mm,203mm,305mm等。
外圆磨床砂轮的规格
外圆磨床砂轮的规格:
外圆磨床砂轮的规格可分为普通外圆磨床砂轮:
500*100*305,600*63*305,900*125*305,750*75*305;万能外圆磨床砂轮:
250*20*75,300*40*127,300*50*127,400*50*203,500*50*203,500*75*203;端面外圆磨床砂轮:
600*75*305,750*75*305;高精密度半自动外圆磨床砂轮:
400*50*203;高精密度外圆磨床砂轮等到,这种砂轮也可以称作镜面磨砂轮。
以上砂轮使用粒度是要根据对工件光洁度要求而选定。
内圆磨床与内圆磨床砂轮
内圆磨床与内圆磨床砂轮:
是磨床类型中的一个品种。
这种内圆磨床主要用于磨削产品的内圆孔,其中内圆孔的形状有带锥形、球形、半球形等,(包扩通孔、盲孔)和小于60°的圆锥孔,内圆磨床中的内圆磨床砂轮所用的砂轮有锥形、球形、半球形、圆柱形等形状,在实际生产中,该内圆磨砂轮,因很多品种和规格是根据客户所需要而定的,所以,这种砂轮的规格就特别多,例如:
20*20*6、25*25*6、30*30*6-10。
35*30*8-10、40*40*10-13、直至80*60*20等, 内圆磨床砂轮削砂轮的选择要点:
应根据不同的工件尺寸选用不同的砂轮,并尽可能选大些;
内圆磨削砂轮选择
内圆磨削砂轮,也称内圆磨砂轮或内园砂轮,其选择有以下几点要求:
应根据不同的工件尺寸选用不同的内圆磨砂轮或内园砂轮,并且应选大些直径的,这样可增加砂轮线速度,以提高生产效率和使工件表面粗糙度值降低。
内圆磨砂轮或内圆砂轮在内圆磨削时,砂轮和工件接触面积较大,容易发生烧伤,所以选用砂轮硬度不能过高,粒度应稍粗些。
磨小而长的孔时,为避免产生锥度,砂轮硬度应选高些。
磨内圆兼靠端面时,砂轮端面要修成内斜面的形状。
内圆磨砂轮或内园砂轮磨削内孔时,选用铬刚玉砂轮能获得较好的粗糙度。
平面磨床砂轮
平面磨床砂轮:
在磨削中一般平面磨床砂轮分有以下几种:
卧轴矩台平面磨床砂轮,400*20*127、250*25*75、350*40*127、500*100*305(卧轴矩台平面磨床用);立轴矩台平面磨床砂轮,350*150*280、150*100*35(砂瓦6)(立轴矩台平面磨床用)等;立轴圆台平面磨床砂轮,450*125*350、500*63*305(立轴圆台平面磨床用)等。
磨料有,白刚玉(WA白色)、棕刚玉(棕色A)、铬刚玉(红色PA)、黑化硅(黑色C),绿化硅(绿色GC)的磨粒等。
 升级会员
升级会员 