冲方孔模具设计说明书.doc
《冲方孔模具设计说明书.doc》由会员分享,可在线阅读,更多相关《冲方孔模具设计说明书.doc(14页珍藏版)》请在冰豆网上搜索。
冲方孔模具设计说明书
一、零件工艺性分析
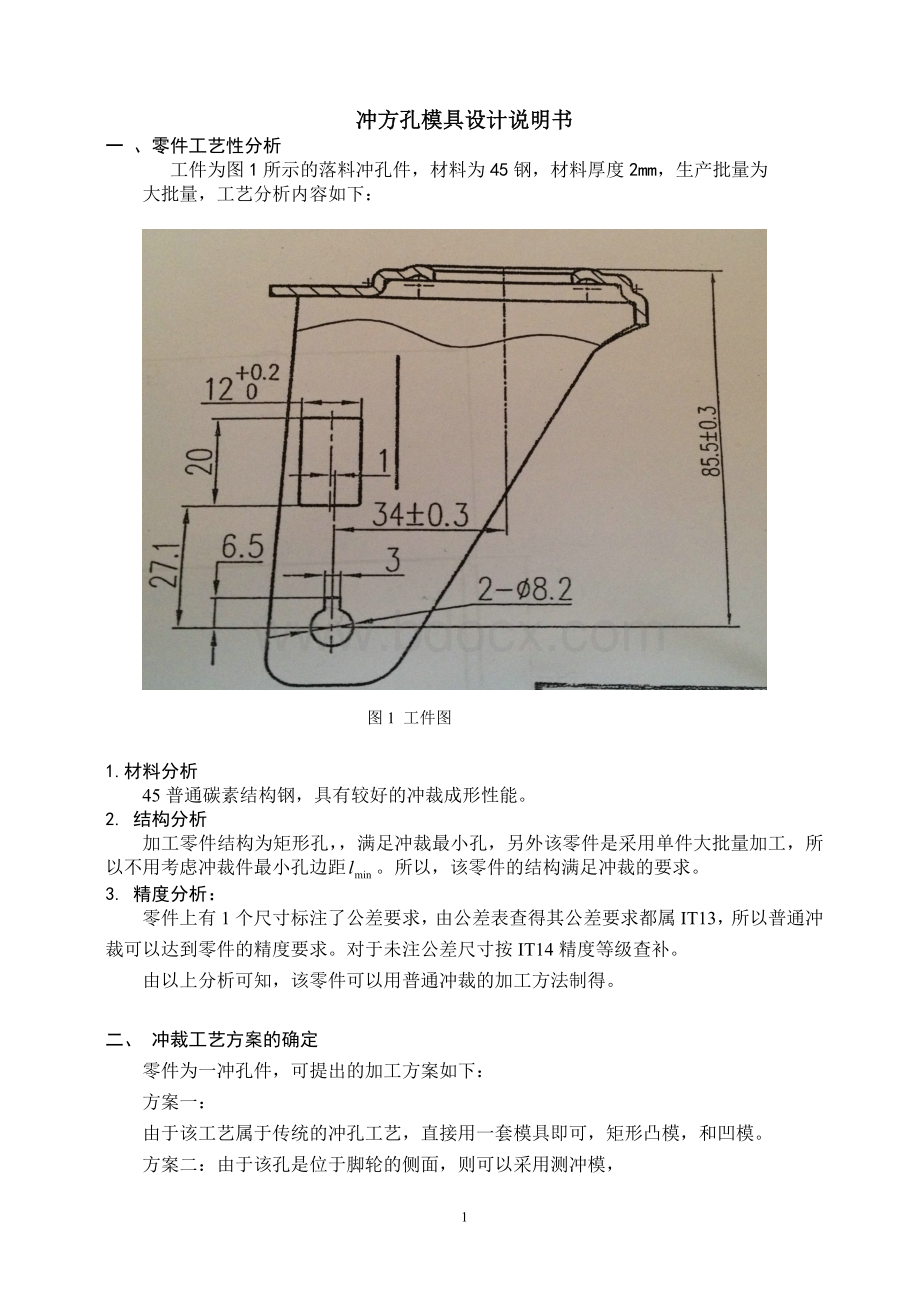
工件为图1所示的落料冲孔件,材料为45钢,材料厚度2mm,生产批量为
大批量,工艺分析内容如下:
图1工件图
1.材料分析
45普通碳素结构钢,具有较好的冲裁成形性能。
2.结构分析
加工零件结构为矩形孔,,满足冲裁最小孔,另外该零件是采用单件大批量加工,所以不用考虑冲裁件最小孔边距。
所以,该零件的结构满足冲裁的要求。
3.精度分析:
零件上有1个尺寸标注了公差要求,由公差表查得其公差要求都属IT13,所以普通冲裁可以达到零件的精度要求。
对于未注公差尺寸按IT14精度等级查补。
由以上分析可知,该零件可以用普通冲裁的加工方法制得。
二、冲裁工艺方案的确定
零件为一冲孔件,可提出的加工方案如下:
方案一:
由于该工艺属于传统的冲孔工艺,直接用一套模具即可,矩形凸模,和凹模。
方案二:
由于该孔是位于脚轮的侧面,则可以采用测冲模,
方案一模具结构简单,仅需一道工序、一道模具,生产效率高,零件精度较好,在生产批量较大的情况下适用。
方案二只需一副模具,冲压件的形位精度和尺寸精度易保证,且生产效率高。
但模具结构较方案一复杂,,模具制造成本高,效率低。
所以,比较两个方案欲采用方案一生产。
三、零件工艺计算
1.刃口尺寸计算
根据零件形状特点,刃口尺寸计算采用分开制造法。
冲孔基本公式为:
尺寸,查得其凸模制造公差,凹模制造公差。
查表经验算,满足不等δ式≤,因该尺寸为单边磨损尺寸,所以计算时冲裁间隙减半,得
尺寸20mm,查得其凸模制造公差,凹模制造公差。
经验算,满足不等式≤,因该尺寸为单边磨损尺寸,所以计算时冲裁间隙减半,得
2.冲压力计算
可知冲裁力基本计算公式为
此例中零件的周长为64mm,材料厚度2mm,45钢的抗剪强度取460MPa,则冲裁该零件所需冲裁力为
模具采用弹性卸料装置和推件结构,所以所需卸料力和推件力为
则零件所需得冲压力为
初选设备为开式压力机JA31—25。
3.压力中心计算
孔外形为矩形对称状,所以该冲模的压力中心就是孔外形对角线的交点。
四、冲压设备的选用
根据冲压力的大小,选取开式双柱可倾压力机JA31—25,其主要技术参数如下:
公称压力:
250kN
滑块行程:
80mm
最大闭合高度:
250mm
闭合高度调节量:
70mm
滑块中心线到床身距离:
190mm
工作台尺寸:
380mm×610mm
工作台孔尺寸:
560mm×360mm
模柄孔尺寸:
φ50mm×70mm
垫板厚度:
70mm
五、模具零部件结构的确定
1.标准模架的选用
标准模架的选用依据为凹模的外形尺寸,所以应首先计算凹模周界的大小。
由凹模高度和壁厚的计算公式得,凹模高度,凹模壁厚。
所以,凹模的总长为(取160mm),凹模的宽度为。
模具采用后置导柱模架,根据以上计算结果,可查得模架规格为上模座160mm×125mm×35mm,下模座160mm×125mm×40mm,导柱25mm×150mm,导套25mm×85mm×33mm。
2.卸料装置中弹性元件的计算
模具采用弹性卸料装置,弹性元件选用橡胶,其尺寸计算如下:
(1)确定橡胶的自由高度
由以上两个公式,取。
(2)确定橡胶的横截面积
查得矩形橡胶在预压量为10%~15%时的单位压力为0.6MPa,所以
(3)确定橡胶的平面尺寸
根据零件的形状特点,橡胶垫的外形应为矩形,中间开有矩形孔以避让凸模。
结合零件的具体尺寸,橡胶垫中间的避让孔尺寸为82mm×25mm,外形暂定一边长为160mm,则另一边长b为
(4)校核橡胶的自由高度
为满足橡胶垫的高径比要求,将橡胶垫分割成四块装入模具中,其最大外形尺寸为80mm,所以
橡胶垫的高径比在0.5~1.5之间,所以选用的橡胶垫规格合理。
橡胶的装模高度约为0.85×40mm=34mm。
3.其他零部件结构
凸模由凸模固定板固定,两者采用过渡配合关系。
模柄采用凸缘式模柄,根据设备上模柄孔尺寸,选用规格A50×100的模柄。
六、模具装配图
模具装配图如图所示。
七、模具零件图
模具中上固定板、冲孔凸模、底座、垫块、定位销、定位器、凹模、模柄、上模块、上垫板。
14
 升级会员
升级会员 