MRC4齿轮机械加工工艺规程编制及工时定额计算工序卡片.doc
《MRC4齿轮机械加工工艺规程编制及工时定额计算工序卡片.doc》由会员分享,可在线阅读,更多相关《MRC4齿轮机械加工工艺规程编制及工时定额计算工序卡片.doc(26页珍藏版)》请在冰豆网上搜索。
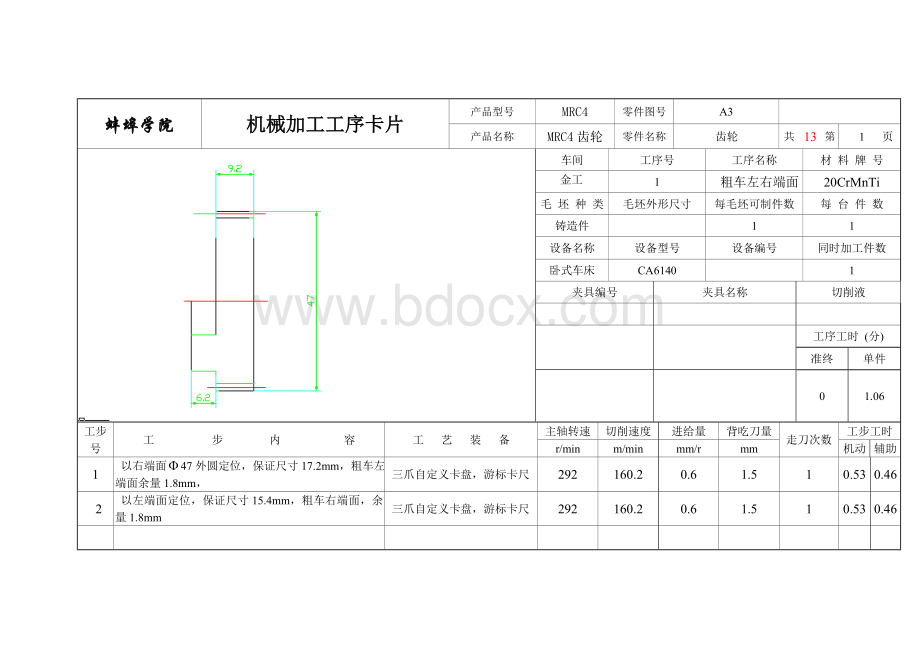
蚌埠学院
机械加工工序卡片
产品型号
MRC4
零件图号
A3
产品名称
MRC4齿轮
零件名称
齿轮
共
13
第
1
页
车间
工序号
工序名称
材料牌号
金工
1
粗车左右端面
20CrMnTi
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
1
夹具编号
夹具名称
切削液
工序工时(分)
准终
单件
0
1.06
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
走刀次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
以右端面47外圆定位,保证尺寸17.2mm,粗车左端面余量1.8mm,
三爪自定义卡盘,游标卡尺
292
160.2
0.6
1.5
1
0.53
0.46
2
以左端面定位,保证尺寸15.4mm,粗车右端面,余量1.8mm
三爪自定义卡盘,游标卡尺
292
160.2
0.6
1.5
1
0.53
0.46
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
蚌埠学院
机械加工工序卡片
产品型号
MRC4
零件图号
A3
产品名称
MRC4齿轮
零件名称
齿轮
共
13
第
2
页
车间
工序号
工序名称
材料牌号
金工
1
粗车外圆
20CrMnTi
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
1
夹具编号
夹具名称
切削液
工序工时(分)
准终
单件
0
0.35
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
走刀次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗车42.8mm外圆,余量2mm,保证尺寸44mm
外圆车刀,游标卡尺
624
159
0.6
1.5
1
0.28
0.16
2
粗车16.5mm外圆面,余量2mm,保证尺寸17mm
外圆车刀,游标卡尺
624
159
0.6
1.5
1
0.28
0.16
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
蚌埠学院
机械加工工序卡片
产品型号
MRC4
零件图号
A3
产品名称
MRC4齿轮
零件名称
齿轮
共
13
第
3
页
车间
工序号
工序名称
材料牌号
金工
1
钻孔
20CrMnTi
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造件
1
1
设备名称
设备型号
设备编号
同时加工件数
麻花钻,扩张钻
Z525
1
夹具编号
夹具名称
切削液
工序工时(分)
准终
单件
0
1.52
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
走刀次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
以外圆面定位,先钻孔,扩孔,铰内孔至
麻花钻,扩张钻,铰刀,内径千分尺
422
127.2
0.6
1.5
1
0.58
0.16
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
蚌埠学院
机械加工工序卡片
产品型号
MRC4
零件图号
A3
产品名称
MRC4齿轮
零件名称
齿轮
共
13
第
4
页
车间
工序号
工序名称
材料牌号
金工
1
车削半弧面
20CrMnTi
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
1
夹具编号
夹具名称
切削液
工序工时(分)
准终
单件
0
1.06
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
走刀次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
以的内孔定位,车削半弧面R6,余量1.8mm,保证R7.8mm
CA6140,游标卡尺
292
160.2
0.6
1.5
1
0.53
0.46
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
蚌埠学院
机械加工工序卡片
产品型号
MRC4
零件图号
A3
产品名称
MRC4齿轮
零件名称
齿轮
共
13
第
5
页
车间
工序号
工序名称
材料牌号
金工
1
精车左右端面
20CrMnTi
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造件
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
1
夹具编号
夹具名称
切削液
工序工时(分)
准终
单件
0
1.082
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
走刀次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精车左右端面,去除余量
CA6140,游标卡尺
1020
262
0.2
0.5
1
0.54
0.46
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
蚌埠学院
机械加工工序卡片
产品型号
MRC4
零件图号
A3
产品名称
MRC4齿轮
零件名称
齿轮
共
13
第
6
页
车间
工序号
工序名称
材料牌号
金工
1
钻孔
20CrMnTi
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造件
1
1
设备名称
设备型号
设备编号
同时加工件数
麻花钻,扩张钻,铰刀
Z525
1
夹具编号
夹具名称
切削液
工序工时(分)
准终
单件
0
1.06
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
走刀次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
先钻孔,扩孔,铰孔至
麻花钻,扩张钻,铰刀,内径千分尺
422
127.2
0.6
1.5
1
0.53
0.46
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
 升级会员
升级会员 