平角焊焊接基本操作技术.docx
《平角焊焊接基本操作技术.docx》由会员分享,可在线阅读,更多相关《平角焊焊接基本操作技术.docx(5页珍藏版)》请在冰豆网上搜索。
平角焊焊接基本操作技术
平角焊焊接基本操作技术
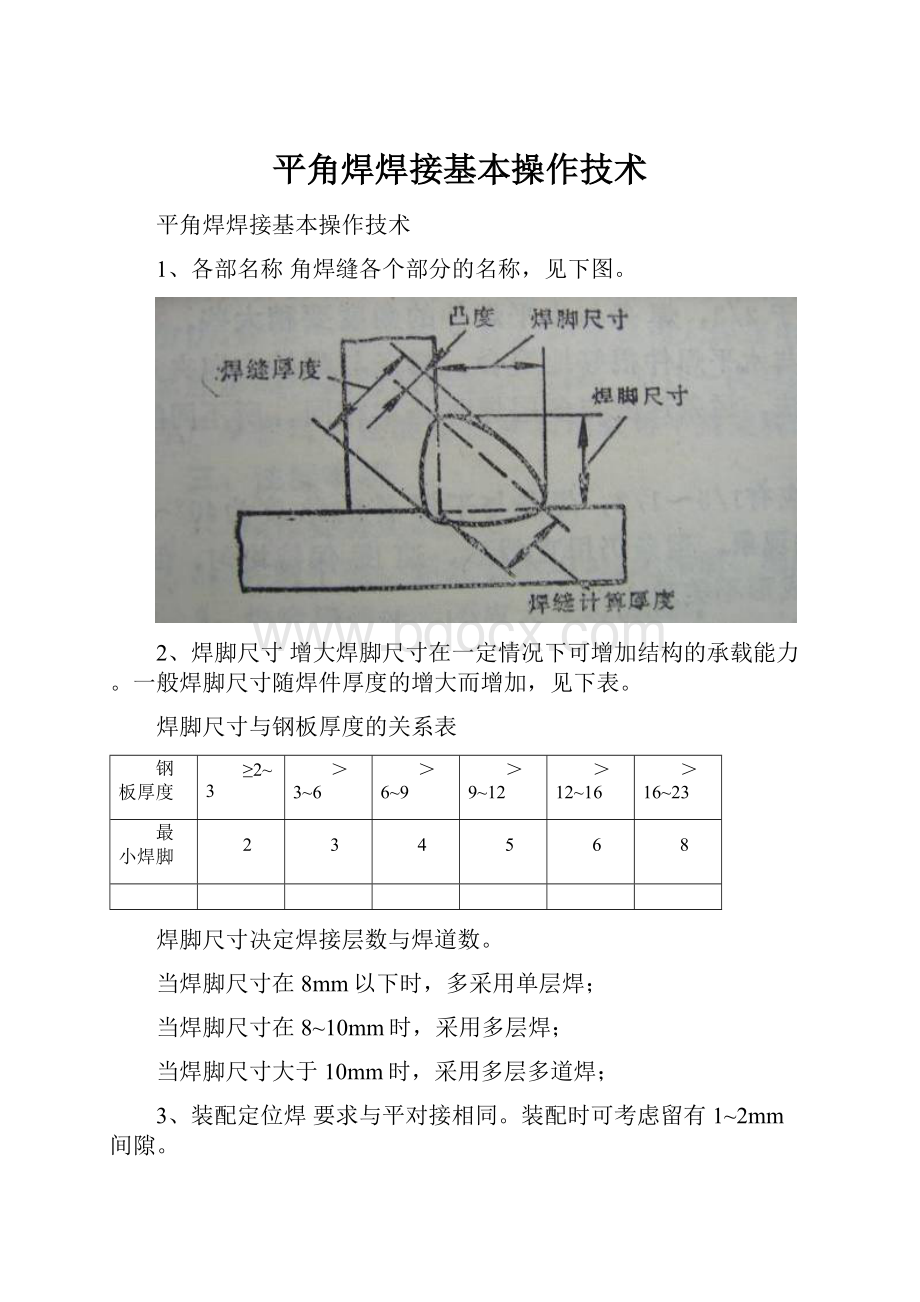
1、各部名称角焊缝各个部分的名称,见下图。
2、焊脚尺寸增大焊脚尺寸在一定情况下可增加结构的承载能力。
一般焊脚尺寸随焊件厚度的增大而增加,见下表。
焊脚尺寸与钢板厚度的关系表
钢板厚度
≥2~3
>3~6
>6~9
>9~12
>12~16
>16~23
最小焊脚
2
3
4
5
6
8
焊脚尺寸决定焊接层数与焊道数。
当焊脚尺寸在8mm以下时,多采用单层焊;
当焊脚尺寸在8~10mm时,采用多层焊;
当焊脚尺寸大于10mm时,采用多层多道焊;
3、装配定位焊要求与平对接相同。
装配时可考虑留有1~2mm间隙。
4、引弧引弧点在起头后10mm左右,拉长电弧对起头处预热,然后从起头处正式施焊(下图)。
5、平角焊平角焊包括角接接头、T形接头和搭接接头平焊。
因操作方法类似,下面介绍T型接头和搭接接头焊接操作。
(1)T形接头焊接径向角根据两板厚度差调整。
板厚相等时为40~45°(见下图a),立板薄时增大(见下图b左、b右),立板厚时角度相反。
焊接角焊缝时,最容易出现的缺陷就是焊缝单边(角度偏下)。
但如进行T型接头焊脚尺寸为5mm以上平角焊时,将焊丝端头水平移开至距夹角1~2mm处,可得到等脚焊缝。
焊丝的行走角为前倾角,一是可对焊接区有预热作用,二是可使焊缝平整;但前倾角太大,则会使焊波成尖角,焊缝中间隆起,熔深变浅,成形不良,严重者可使焊缝两侧产生熔合不良.
(2)搭接接头平焊,焊丝径向角也应如T形接头一样进行调整,见下图。
6、单层焊
焊脚尺寸小于8mm时,进行单层焊;焊脚尺寸小于5mm时,可用直线运丝和短路过渡法进行均匀速度焊接;焊脚尺寸为5~8mm时,采用左焊法、斜圆圈形运丝(下图)。
运丝时由a-b要慢,以保证水平焊件的熔深和熔合良好;由b-c稍快,以防熔化金属下淌;在c处稍作停留,以保证垂直焊件的熔深,避免咬边;由c-d稍慢,以保证根部焊透和水平焊件的熔深;由d-e也稍快,到e处也作停留……;注意收尾时要填满弧坑。
 升级会员
升级会员 