车削用刀片材料.docx
《车削用刀片材料.docx》由会员分享,可在线阅读,更多相关《车削用刀片材料.docx(33页珍藏版)》请在冰豆网上搜索。
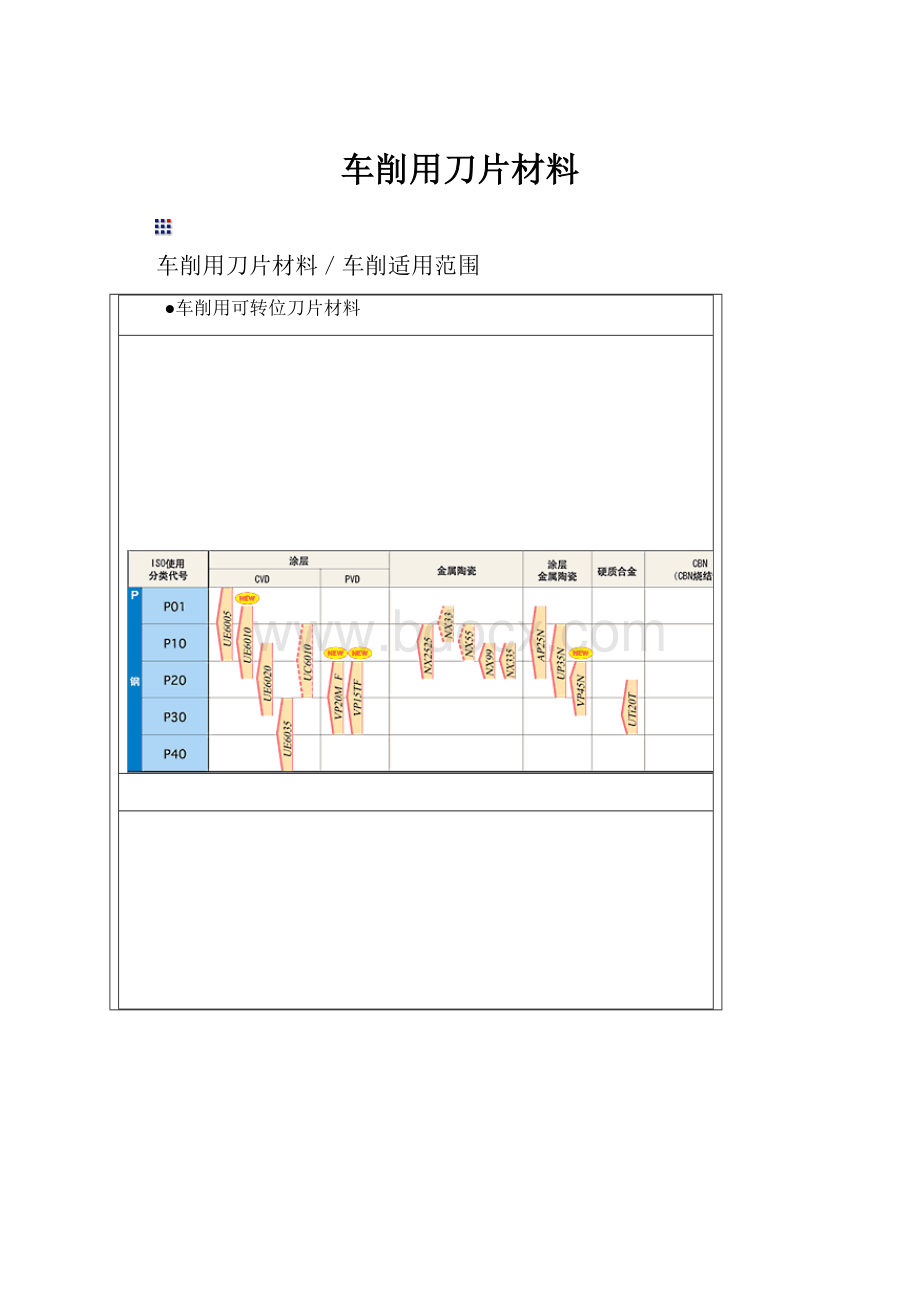
车削用刀片材料
车削用刀片材料/车削适用范围
●车削用可转位刀片材料
●车削适用范围
涂层硬质合金(CVD)
●特殊强韧组织,提高了刀片耐磨性和耐缺损性
●应用范围广,所以能减少刀具需要数量
硬质合金涂层UE6010组织照片
耐磨性提高
硬质合金基体与涂层结合强度很高,微粒平滑(Al2O3)厚膜涂层技术开发成功,耐磨性大大提高。
耐缺损性提高
硬质合金基体的强韧性的表层使得破损和缺损现象难以发生。
熔结现象的减少
表面沉积特殊钛化合物且非常平滑,使刀刃缺损原因和熔接产生的机理被抑制。
■材料特性
材料
硬质合金基体
涂层
硬度(HRA)
抗弯强度(GPa)
其他
成份
厚度
UC5005
91.8
2.2
-
TiCN-Al2O3-TiN
厚膜
UC5015
91.0
2.2
-
TiCN-Al2O3-Ti化合物积层
厚膜
UE6005
91.0
1.8
强韧表面
TiCN-Al2O3-TiN
厚膜
UE6010
90.5
2.0
强韧表面
TiCN-Al2O3-Ti化合物积层
厚膜
UC6010
90.5
2.0
强韧表面
TiCN-Al2O3-TiN
厚膜
UE6020
90.0
2.2
强韧表面
TiCN-Al2O3-Ti化合物积层
厚膜
UE6035
89.5
2.3
强韧表面
TiCN-Al2O3-TiN
厚膜
UH6400
89.5
2.3
强韧表面
TiCN-Al2O3-Ti化合物积层
厚膜
US7020
90.5
2.0
强韧表面
TiCN-Al2O3-TiN
薄膜
US735
89.0
2.6
-
多层Ti化合物
薄膜
※1GPa=102kg/mm2
■选择标准
●车削
■组成和切削性
●车削
■加工状态
■切削范围
涂层硬质合金(PVD)
●PVD涂层硬质合金材料在同等切削条件下能延长刀具寿命
●即使在锋利的刃口上也可涂覆此涂层,涂覆时基体不发生软化变质
■选择标准
●车削
■名称分类法
如需要涂层请按下列方法选定涂层材料名称
■VP(MIRACLE涂层)的特点
(Al,Ti)N涂层比原来涂层的耐热性和耐熔结强度大幅度提高。
■优异的耐热性
涂层中的氧与铝形成稳定的氧化铝保护模具有优异的耐热性
(Al,Ti)N和TiN膜的氧化物增量曲线
(Al,Ti)N膜的氧化过程原理图
■优异的结合强度
使用电弧离子涂层的VP(MIRACLE)涂层和基体具有优异的结合强度
电弧离子涂层装置原理图
金属陶瓷
●超微粒组织耐磨性和耐缺损性提高
●应用范围广,所以能减少刀具需要数量
NX2525由于高硬度的钛化合物微粒均匀分布,耐磨损性和耐缺损性提高。
NX2525的组织照片
■选择标准
●车削
注)湿式切削条件,适用涂层金属陶瓷,不易产生缺损。
■切削性能
●车削
■材料特性
材料
硬质合金基体
硬度(HRA)
抗弯强度(GPa)
导热系数
(W/m·K)※
热膨胀系数
(X10-6/K)
NX1010
92.7
1.8
33
7.7
NX33
92.5
1.6
25
7.7
NX2525
92.2
2.0
33
7.8
NX55
91.7
1.8
25
7.8
NX99
91.2
1.9
33
7.8
NX335
91.2
1.9
33
7.8
※1GPa=102kg/mm2、1W/m·K=2.39×10-3cal/cm·sec·℃
金色涂层金属陶瓷
●我公司在世界上最早使用的金色涂层金属陶瓷,它是由金属陶瓷为基体,以PVD法施以金色涂层。
●金色涂层金属陶瓷其耐磨性、耐冲击性能优异,可在高速连续切削、湿式切削、连续切削等方面发挥其性能。
AP25N的组织照片
■选择标准
●车削
■切削性能
硬质合金
●对应不同的工件材料,切削钢用STi系、切削铸铁、非铁金属用HTi系、切削钢、铸铁也可用通用的UTi系。
K系列材料(WC-Co系)
P.M系列材料(WC-TiC-TaC-Co系)
■选择标准
●车削
■硬质合金材料特性
用硬质合金切削钢用P系列,切削铸铁用K系列,M系列通用。
ISO
使用分类代号
合金成分
特长
工件材料
P
WC-TiC-TaC-Co系
耐热性、耐塑性变形性能优异。
碳钢、合金钢、不锈钢
M
WC-TiC-TaC-Co系
耐热性和强度适用性强
碳钢、合金钢、不锈钢、铸铁
K
WC-Co系
强度高、耐机械磨损性强
铸铁、非铁金属、非金属
■硬质合金特性
ISO
使用分类代号
材料
硬度
(HRA)
导热系数※
(W/m•K)
热膨胀系数
(X10-6/K)
弹性模具※
(GPa)
抗弯强度
(GPa)※
P,M
UTi20T
90.5
38
5.5
520
2.0
K
HTi05T
92.5
79
4.5
600
1.5
HTi10
92.0
79
4.6
630
2.0
S
RT9005
92.2
79
4.5
600
2.0
RT9010
92.0
79
4.6
630
2.2
TF15
91.0
71
5.3
580
4.0
※1GPa=102kg/mm2,1W/m•K=2.39×10-3cal/cm•sec•℃
超微粒硬质合金
●超微粒硬质合金等采用了细微的WC硬质相,较之一般硬质合金具有更好的耐磨性及韧性。
MF10的组织照片
TF15的组织照片
■切削性能
<切削条件>
工件材料:
NAK55(HRC40)
使用刀具:
ø6mm,4刃(SED4060S)
螺旋角:
30°
vc=30m/min
n=1,600min-1
fz=0.02mm/齿
vf=128mm/min
轴向切深=9.0mm
径向切深=0.6mm
顺铣、干式切削
■按用途不同的选择标准
刀具
选择材料
工件材料
印刷用电路板
微型钻头
ZH104
SF10
MF10
MF20
非金属
整体钻头
车削用刀片
铣削用刀片
TF15
钢、铸铁
整体立铣刀
HTi10
TF15
MF10
钢、铸铁
滚刀
铰刀
丝锥及其它
TF15
UF20
UF30
钢、铸铁
■材料特性
材料
材料特性
ISO
使用分类代号
耐磨损性
耐缺损性
耐腐蚀性
比重
硬度(HRA)
抗弯强度(GPa)※
ZH104
15.1
93.0
2.9
K01
◎
○
○
HTi10
14.9
92.0
3.2
K10
◎
○
○
SF10
14.9
92.7
3.8
K01
◎
○
◎
MF10
14.6
92.8
4.0
K01
◎
○
◎
TF15
14.5
91.0
4.0
K20
◎
○
◎
MF20
14.2
92.0
4.4
K10
○
◎
◎
UF20
14.2
91.5
2.5
K10
◎
○
○
UF30
13.9
90.0
2.9
K20
○
◎
○
※1GPa=102kg/mm2
CBN(CBN烧结体)
●适用于淬火钢、铁系烧结合金及铸铁的高速精加工
●由于对铁的亲和力低,所以能获得较好的精加工表面
●用CBN切削加工能代替磨削
MB8025的组织照片
■选定标准
●淬火钢
工件材料
切削方式
选择材料
推荐切削条件
切削速度(m/min)
进给量(mm/rev)
切深(mm)
淬火钢
结构钢
渗碳淬火钢
(SC,SCM,SCr)
高合金钢
(SKD,SKH)
35~65
HRC
一般切削
MB8025
200(120-250)
-0.3
-0.5
一般切削
120(70-150)
-0.2
-0.3
高速精加工
MBC010
250(150-400)
-0.2
-0.2
高速粗加工
MB810
200(150-300)
-0.15
-0.15
连续~弱断续切
MB820
120(70-150)
-0.3
-0.5
连续~中断续切
MB825
120(70-150)
-0.3
-0.5
强断续切削
MB835
100(50-120)
-0.3
-0.5
●铸铁
工件材料
组织
切削速度(m/min)
进给量
(mm/rev)
(mm/rev)
切深(mm)
切削液
250
500
750
1000
1250
灰铸铁
FC250
铁素体+珠光体
-0.5
-1.0
干式·湿式
FC300
珠光体
合金铸铁
珠光体
-0.4
-0.5
干式·湿式
高强度铸铁
FCD400
铁素体
-0.4
-0.5
干式·湿式
FCD700
铁素体+珠光体
珠光体
●烧结合金
工件材料
选定材料
推荐切削条件
切削速度(m/min)
进给量(mm/rev)
进给量(mm)
高硬度铁系烧结合金
MB710
200(150-250)
-0.1
0.15(0.1-0.2)
烧结锻造品
MB820
150(100-200)
-0.1
0.15(0.1-0.2)
阀座烧结合金
MB730
70(50-100)
-0.1
0.3(0.1-0.5)
耐磨零件
MB820
120(100-150)
-0.1
0.15(0.1-0.2)
●轧辊材
工件材料
适应材料
推荐切削条件
切削速度(m/min)
进给量(mm/rev)
切深(mm)
铸钢
镍铬耐磨铸钢
MB820
80(30-130)
0.3(0.1-0.5)
0.2-3.0
球墨铸铁
轧辊铸铁
冷硬铸铁
MB710
80(30-130)
0.3(0.1-0.5)
0.2-3.0
高铬钢
高合金钢
MB820
80(30-130)
0.3(0.1-0.5)
0.2-3.0
高速钢
MB730
50(20-70)
0.25(0.1-0.4)
0.1-3.0
硬质合金
MB730
20(10-30)
-0.2
-0.2
●耐热合金
工件材料
适应材料
推荐切削条件
切削速度(m/min)
进给量(mm/rev)
切深(mm)
Ni基耐热合金
(因可耐尔合金等)
MB730
120(100-150)
-0.2
0.5
司太立合金
钴基耐热合金等
MB730
70(50-100)
-0.2
0.5
■特点和主要成分
材料
材料的特点和用途
主要成分
MB8025
新通用材料
采用新烧结技术「粉末活性烧结法」,为中速连续切削到高速断续切削的第一推荐材料。
CBN(微粒)
TiN
Al2O3
MB810
高速连续加工用材料
CBN粒子大,耐磨性提高,特别高速连续切削性能尤佳。
CBN
TiN
Al2O3
MB820
连续切削~弱断续切削加工用材料
设计具有好的热传导系数,达到优异的前刀面耐磨性。
CBN
TiN
Al2O3
MB825
连续切削~中断续切削加工用材料
采用CBN微粒子是耐磨性和耐缺损性兼顾的优异材料。
CBN(微粒)
TiC
Al2O3
MB835
强断续切削加工用材料
采用超微粒CBN粒子,结合强度高,强断续切削时具有好的耐缺损性。
CBN(微粒)
TiN
Al2O3
MB710
一般切削加工用材料
最适用铸铁加工,具有耐磨性和耐缺损性兼顾的优异的适用材料。
CBN
TiC
Al2O3
MB730
高速切削加工用材料
CBN含量高,优异的热传导系数,承受高速切削时产生高切削热的材料。
CBN(高含量)
Co基合金
■切削性能
■淬火钢的连续切削
■淬火钢的断续切削
<切削条件>
工件材料
:
SCM415(60HRC)
进给量
:
0.1mm/rev
切深
:
0.1mm
湿式切削
<切削条件>
工件材料
:
SCM415(60HRC)外径8槽断续切削
切削速度
:
150m/min
进给量
:
0.15mm/rev
切深
:
0.2mm
干式切削
■铸铁的连续切削
<MB710的切削条件>
工件材料
:
FC250
刀片
:
TNGA160408
进给量
:
0.1mm/rev
切深
:
0.15mm
湿式切削
<陶瓷的切削条件>
工件材料
:
FC250
刀片
:
TNGA160408
进给量
:
0.1mm/rev
切深
:
0.1mm
干式切削
超高压烧结体刀片
■焊接技术
原来方法中CBN与硬质合金是不能焊接的,因钎焊处焊接强度低,刀片易从钎焊部位脱落,因此本公司开发了新的钎焊技术,使CBN能与硬质合金焊接,因钎焊面积增大,焊接强度也增大了,可转位刀片CBN的部分也不致从硬质合金处脱落,加工稳定。
此时,切削热还能通过焊缝传到硬质合金,因此可容易实现高速切削。
■修磨技术
本公司根据不同加工用途分类
F型
连续、稳定切削用
G型
通用(轻、中断续切削)
GS型
通用(轻、中断续切削)
G型由于具有更好地切入性,想抑制毛刺与颤振发生可用之
T型
中、强断续切削、不稳定切削用
修磨已标准化,主要用于可转位刀片。
■通用(连续~中断续切削)G型修磨、GS型修磨
适用连续切削~中断续切削
一把刀具可有多种用途,能达到工艺集中的目的。
■连续切削用F型修磨
<切削条件>
工件材料:
:
SCM415(HRC60)
刀片
:
NP-CNMA120408F/G(MB810)
切削速度
:
150m/min
进给量
:
0.1mm/rev
切深
:
0.1mm
干式切削
■断续切削用T型修磨
<切削条件>
工件材料:
:
SCM415(HRC60)
刀片
:
NP-TNMA160408T/G(MB835)8槽断续切削
切削速度
:
100m/min
进给量
:
0.1mm/rev
切深
:
0.1mm
湿式切削
■新小刀头的特点
P强度
P小刀头
P价格
超群的焊接强度
引入新焊接技术,焊接强度是原来的2倍。
切削性能大幅度提高
按不同用途对刀刃进行修磨,使连续和断续切削性能提高。
广泛的应用范围
由于2项技术革新,在高速切削,断续切削等诸方面的适应性进一步扩大。
经济性
因小刀头刀片寿命长,费用低。
无需重磨的可转位刀片
工具管理容易,生产效率提高。
■带修光刃的车刀刀片
小刀头刀片精加工表面质量良好,修光刃已系列化。
大进给量加工其表面粗糙度可保证,并提高了加工生产率。
●带修光刃的刀片
1.大进给量使加工时间缩短、生产率提高。
2.修光刃使加工表面粗糙度降低。
3.长时间加工,粗糙度稳定,刀具寿命提高。
■多刀角刀片
经济的多角型。
MB8025小刀头刀片已系列化。
刀片上有刻印使刀角认识容易。
■10片装用盒
小刀头MB8025多刀角刀片有一片装和十片装2类。
大量使用本刀片的客户为减少保管空间,请用十片一盒装。
注意)10片盒装端面有文字注明,用户提出10片装刀片要求。
PCD(金刚石烧结体)
●适用铝合金非铁金属及纤维强塑料(FRP)等新材料的切削加工。
●适用于超高速精加工
MD220的组织照片
■选择标准化
●车削
工件材料
选择材料
推荐切削条件
MD205
MD220
MD230
推荐切削速度(m/min)
进给量(mm/rev)
切深(mm)
铝合金
◎
1000
(200-1500)
-0.2
-0.3
AI合金(Si含有16%以下)
◎
800
(200-1200)
-0.2
-0.3
AI合金(Si含有16%以上)
◎
○
600
(200-1000)
-0.2
-0.3
铜合金
◎
700
(200-1200)
-0.2
-0.3
强化塑料
◎
600
(100-1000)
-0.4
-2.0
玻璃纤维材料
◎
500
(100-800)
-0.25
-2.0
碳棒
○
◎
400
(100-600)
-0.3
-2.0
陶瓷
○
50
(30-80)
-0.1
-2.0
硬质橡胶
◎
600
(300-800)
-0.15
-1.0
无机质板材
◎
1300
(300-4000)
-0.4
-
硬质合金
◎
○
15
(5-20)
-0.2
-0.5
注1 ◎表示第一推荐材料。
○表示第二推荐材料。
注2 不能用于钢的切削加工。
■切削性能
金刚石烧结体刀具切削高硅铝合金时的摩擦曲线
工件材料:
高硅铝合金,A390
刀具:
P11R,SPGN120308
vc=200m/min
ap=1.5mm
f=0.15mm/rev
切削液:
BANSUTORATEN711
■用途
材料
MD205
MD220
MD230
使用MD220耐磨性
不足时。
非铁金属的精加工,
非金属的切削加工。
当MD220发生缺损
或表面要求高的精加工时用。
 升级会员
升级会员 