触摸屏生产工艺及其流程.docx
《触摸屏生产工艺及其流程.docx》由会员分享,可在线阅读,更多相关《触摸屏生产工艺及其流程.docx(17页珍藏版)》请在冰豆网上搜索。
触摸屏生产工艺及其流程
触摸屏生产工艺及其流程
一、设计规范
1.产品结构
1)薄膜对薄膜结构(filmtofilm)
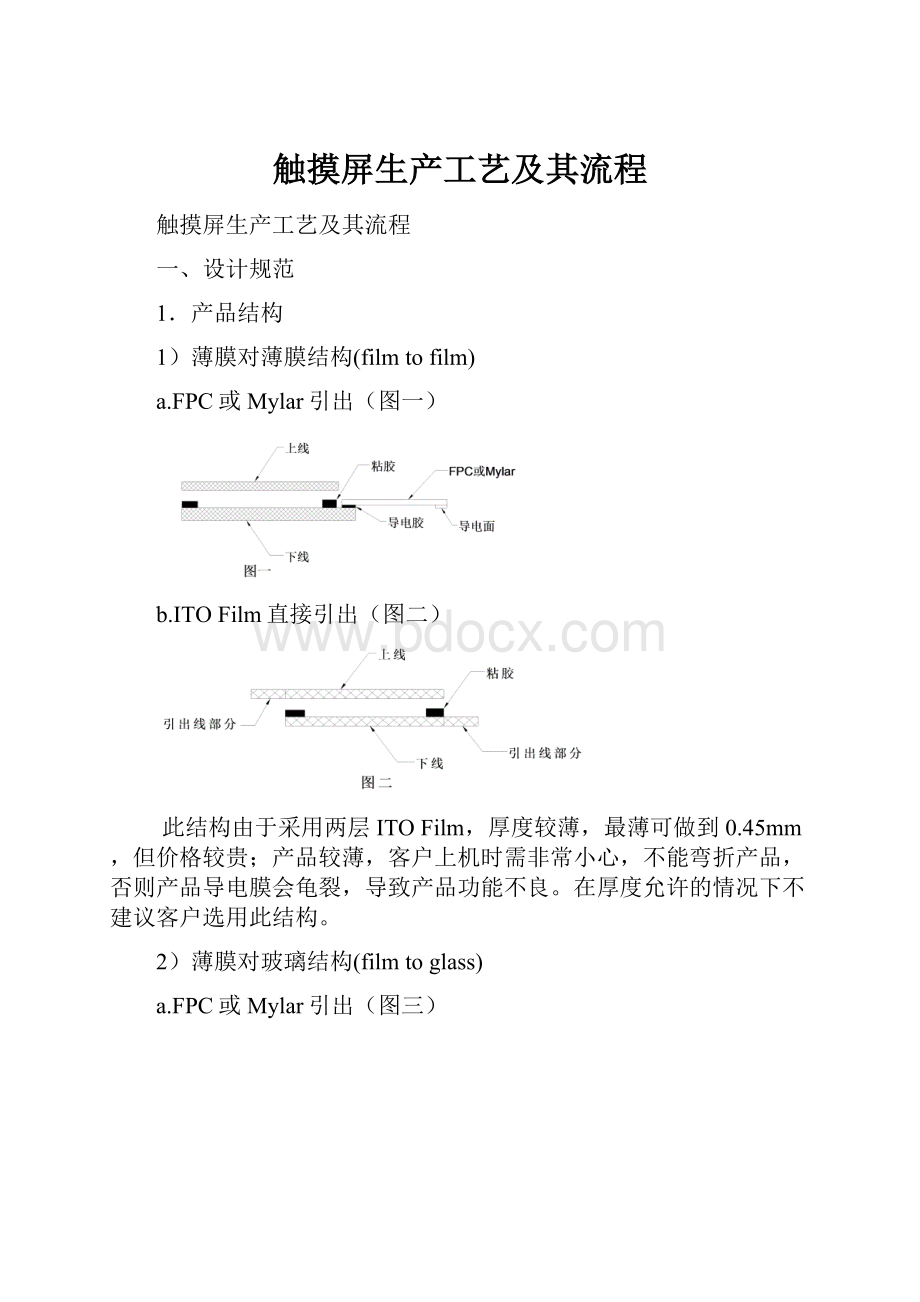
a.FPC或Mylar引出(图一)
b.ITOFilm直接引出(图二)
此结构由于采用两层ITOFilm,厚度较薄,最薄可做到0.45mm,但价格较贵;产品较薄,客户上机时需非常小心,不能弯折产品,否则产品导电膜会龟裂,导致产品功能不良。
在厚度允许的情况下不建议客户选用此结构。
2)薄膜对玻璃结构(filmtoglass)
a.FPC或Mylar引出(图三)
b.ITO玻璃直接引出(图四)
c.ITOFilm直接引出(图五)
此结构成本低,工艺成熟,透明度高,引出线可随意选择,厚度可调整。
b、c两类型采用点胶形式比压合形式好,因上线材料较厚,采用压合时效果不太好;而压头大小也要合适,如果比实际压合面积大会压坏材料。
3)薄膜对薄膜含承托板结构(filmtofilm+PCorglass)
此结构成本高,结构多,透明度低,OCA与Film贴合时良率低,此结构不建议客户使用。
引出线可采用Mylar或FPC。
线路部分设计原则
1)常用术语
a.外形尺寸(Outdimension):
产品的外形面积
b.可视区(Viewdimension):
透明区,装机后可看到的区域。
此区域不能出现不透明的走线及键片等
c.驱动面积(Activedimension):
实际可操作的区域。
………………驱动面积比可视面积小………………
d.键片(Spacer):
用于粘合上、下线路的双面胶。
e.承托板:
粘于下线背面,起支撑产品的作用。
由于材料增多,产品透明度有所降低
f.敏感区:
驱动面积与键片内框的距离。
由于存在键片高度落差,当使用不当,很容易在此区域造成ITO膜断裂导致产品功能不良。
在产品设计上必须考虑周详。
此区域虽小,但不容忽视。
g.蚀刻:
把多余的ITO用酸腐蚀掉。
h.预压:
用低温把ACF固定在FPC或玻璃上的过程,是为热压前做准备。
i.压合:
用脉冲热压机利用高温高压力的方式,溶解并固化ACF,最终把FPC或PET引线固定在玻璃或Film上。
j.ITO:
IndiumTinOxide氧化铟锡
k.ATO:
AntimonyTinOxide氧化锑锡
l.ACF:
AnisotropicConductiveFilm异方性导电热熔胶带
m.OCA:
OpticallyClearAdhesive透明胶
2)线路部分设计规范
外形尺寸及驱动面积有用户指定,一旦确定,则可开始以下设计。
以下提供三种图例,以供参考。
若用户设计与此不同,则可联络我司,共同商讨解决。
a.4线:
引出线由下线路直接引出。
(图一)
●可视区到键片最小距离为A:
0.5~1.0mm
●驱动面积到可视区最小距离为B:
0mm
●可视区到外形的最小距离为C:
2.0mmD:
3.5mm(点银浆);E:
2.0mmF:
5.5mm(压合边)
●最小走线宽度G:
0.3mm
●走线到可视区最小距离为H:
0.6mm
●走线到外形边最小距离为I:
0.6mm
●线间距最小距离为J:
0.6mm
●压合长度K:
6.5~15mm压合深度L:
2.0~2.5mm
●压合区内,走线最小宽度M:
0.5mm最小线长N:
2.0mm
b.4线:
引出线贯孔(图二)
●可视区到键片最小距离为A:
0.5~1.0mm
●驱动面积到可视区最小距离为B:
0mm
●可视区到外形的最小距离为C:
2.0mmD:
2.0mm;E:
2.0mmF:
4.5mm
●最小走线宽度G:
0.3mm
●走线到可视区最小距离为H:
0.6mm
●走线到外形边最小距离为I:
0.6mm
●线间距最小距离为J:
0.6mm
●压合长度K:
6.5~15mm压合深度L:
2.0~2.5mm
●压合区内,走线最小宽度M:
0.5mm最小线长N:
2.0mm
c.多线:
(图三)
●可视区到键片最小距离为A:
0.5~1.0mm
●驱动面积到可视区最小距离为B:
0mm
●可视区到外形的最小距离为:
根据出线的数量定
●最小走线宽度G:
0.3mm
●走线到可视区最小距离为H:
0.6mm
●走线到外形边最小距离为I:
0.6mm
●线间距最小距离为J:
0.6mm
●压合长度K:
根据出线的数量定压合深度L:
2.0~2.5mm
●压合区内,走线最小宽度M:
0.5mm最小线长N:
2.0mm
以上数据是根据驱动面积而设定的最小尺寸,请用户在设计时尽可能参考此尺寸。
3)引线压合面设计原则(图三b)
a.压合面内走线最小宽度M:
0.5mmN:
1.0mm
b.除正常走线外,需在左、右两边各加一条辅助线,以确保引线与ITO粘合的牢固性。
c.导电热熔胶最小面积为:
2.0mm(P)×6.5mm(Q),才能保证粘合的可靠度。
d.左、右两边走线以外各1mm(O)区域必须有导电热熔胶,此区面积小,但可确保引线受到拉力时不宜被撕脱,不容忽视。
e.从外形至压合区深度最小为2mm(L)。
4)尺寸公差
a.产品外形尺寸公差:
±0.2mm;
b.引出线长度尺寸公差:
±0.5mm;
c.产品外形到引线位置尺寸公差:
±0.5mm;
d.引线外形公差:
钢模:
±0.1mm;刀模:
±0.2mm;
e.引线走线宽度公差:
FPC引线:
±0.05mm;PET引线:
±0.1mm;
f.引线总厚度公差:
±0.05mm;
g.产品总厚度公差:
±0.1mm;
h.有面版按键的手机类机种,其按键边缘与产品外形的距离公差:
±0.2mm;
i.金手指加强板的长度尺寸公差:
±0.3mm;宽度尺寸公差:
钢模:
±0.1mm;刀模:
±0.2mm;
j.刀模:
精度±0.15mm,两刀间距最小为1mm;
k.钢模:
精度±0.1mm,两刀间距最小为1mm;
l.面版印刷:
最小线宽0.2mm,印刷套版偏差±0.15mm;
二.使用说明
1.敏感区的处理
1)敏感区处在与键片接洽的边缘,由于键片自身的高度,笔尖越靠近此区域,ITO层受压变形越大,越容易断裂。
建议使用笔尖≥R0.8的笔尖及不能用尖锐物触及ITO产品;使用时尽可能避免在敏感区范围(图四)
2)建议在组装透明轻触开关时,在产品表面加上一防护垫圈,再装外壳。
垫圈应落在键片上,且不能超出键片范围(图五)
3)外壳不要直接与ITO面接触,应保留一定距离,以免外壳下压造成不必要的短路(图四)
4)由于外壳四周恰好是敏感区边缘,而且此区还有防护垫圈的厚度,因此建议不要用笔尖或尖锐物沿屏幕边缘划动,这样会造成ITO膜的损坏。
若用力太大,也可能造成玻璃断裂(图六)
5)建议用户在设计时,一定要考虑敏感区的尺寸及外壳的构造
2.透明轻触开关必须轻拿轻放,且只能靠四边拿,不可以触及可视区域和拿引线部分
三.标准材料
1.上层线路材料:
1)表面硬化处理(全透明)材料:
7mil
2)表面防眩处理(半透明)材料:
7mil
3)防牛顿环材料:
7mil
2.下层线路材料:
1)ITOFilm:
表面硬化处理(全透明)材料:
7mil;表面防眩处理(半透明)材料:
7mil
2)普通ITO玻璃:
7mm,1.1mm,1.6mm,2.0mm,3.0mm
3)化学涂层强化玻璃:
1.1mm,1.6mm
四.材料种类及品牌
Ⅰ.材料种类
1.矩阵式(数字式)材料
FilmA.普通亮面:
300Ω/□
B.亮面防刮花(Clearhardcoating):
300Ω/□
C.雾面防眩防刮花(Anti-glarehardcoating):
300Ω/□
D.雾面防牛顿环(Anti-glarehardcoating&Anti-newtonrings):
300Ω/□
E.亮面防牛顿环(Clearhardcoating&Anti-newtonrings):
300Ω/□
GlassA.1.1mm100Ω/□
B.1.1mm20Ω/□
C.2.0mm100Ω/□
2.类比式(模拟式)材料
FilmA.亮面防刮花(Clearhardcoating):
450Ω/□
B.雾面防眩防刮花(Anti-glarehardcoating):
450Ω/□
C.亮面防牛顿环(Clearhardcoating&Anti-newtonrings):
450Ω/□
D.雾面防牛顿环(Anti-glarehardcoating&Anti-newtonrings):
450Ω/□
GlassA.0.7mm500Ω/□
B.1.1mm500Ω/□
C.2.0mm500Ω/□
Ⅱ.材料品牌
Film:
CPFOikeNeovac卓伟帝人联享日东
Glass:
AppliedIP南玻冠华三星
五、触摸屏制作流程
1.打样前准备
卷宗整理:
1)卷宗按图纸、来往传真(或邮件)及客户资料、内部订单、样品制作单,样品制作品质检验流程单,样品承认书等顺序归档。
最新资料放在上面,重新打样机种的资料从上次样品承认书开始按顺序放置。
2)图纸需盖章,样品制作单需填写清楚样品制作过程中的用料,注意事项,由设计工程师签字,出样时由主管签字后加盖工程部印章。
3)样品制作品质检验流程单需在打样过程中逐项检验并填写测试结果,出样时由主管及经理审核并签字。
4)若样品重复打样,则每次打样的资料都要保存完整。
同样每次打样的资料按1)顺序整理,每一次的资料分开,并按时间顺序放置。
5)出样后需把卷宗的资料归到大卷宗去。
6)出样卷宗需放置一套分解样品,以便提供给生产作分解样品。
2.备料
1)先弄清楚产品可印刷模数,根据印刷模数及出样数量,材料开出样品数量的2~3倍左右。
2)开料时注意不能刮花,材料贴上保护膜。
3)按缩水条件缩水,需保证缩水后材料平整,不弯曲变形。
3.流程图
开料→印刷→组合→裁切→压合→测试→终检→入库→出货
4.网版规格
1.丝网70cm×95cm80cm×80cm
2.钢丝网70cm×95cm80cm×80cm
3.钢网70cm×95cm80cm×80cm
5.调墨及对色
1.线路油墨按工程标准调配,根据油墨性能适当添加稀释剂、消泡剂
2.丝印油墨根据要求添加稀释剂、固化剂、消泡剂
3.对色以Pantone色卡号为标准
6.印刷及固化
a.印刷注意事项及要求
1)印刷前必须先了解有哪些版次,用何型号油墨
2)印刷必须注意不能有透空、渗透、针孔、干版、粘版等不良现象,绝缘点印刷不能有拖尾、漏点、渗透等不良现象
3)耐酸油墨印刷完后需放置15分钟后才能过UV烘干
4)绝缘点印刷完一片要马上过UV烘干,不可放置
5)印刷前油墨必须经过脱泡,必须充分搅拌
6)印刷时要测试油墨的附着力
7)要测试油墨的印刷厚度,特别是导电胶
8)为了保证模拟式产品边缘敏感区的寿命,一般尽量将隔离上下线路的粘胶及其它版次的印刷厚度减薄,降低行程
b.固化及其条件
1)银胶Film:
120℃40min
2)绝缘油、透明油:
UV
3)导电胶:
100℃15min
4)粘胶(TB1555B):
60℃30min
5)印刷碳胶,再印银胶:
碳胶110℃40min银胶120℃40min
6)玻璃印刷碳胶→银胶→碳胶时:
第一次碳胶烘烤110℃40min第二次碳胶160℃50min
6.底片检查
1)要分清底片的正反面
2)底片要写上版次,网目,感光胶厚度,并签上检查人的名字及日期,在底片上写字必须写在边框先以外的位置
3)作废的底片要标明作废字样,同时报废
4)要将各版次的套版孔对准检查
5)底片不能有透空、刮花、折伤等不良,以免影响印刷效果
7.蚀刻及注意事项
1)蚀刻时要根据ITO生产蚀刻工艺及印刷材料适当调整条件,使材料蚀刻干净
2)蚀刻要检验绝缘电阻,保证蚀刻干净
3)注意不要刮花材料
8.打孔、下料注意事项
下料:
1)刀模内需垫泡棉,将ITOFilm平放在刀模上
2)下料时注意方向,特别是不对称产品
3)注意材料边沿不能有毛边,不能有油墨脱落,不能折伤材料
4)下料,取料应做到轻拿轻放
9.组合及点胶
组合注意事项
1)擦拭材料时必须使用泡软的鹿皮拭擦,而且不能把材料刮花,并尽可能做到不拭擦材料
2)点胶需放置15~25分钟后才能组合,注意控制点胶及点胶形状,保证产品外观且保证产品功能
3)注意产品的平整度,用吸风组合,必要时过贴片机或滚筒,ITOFilm为普通亮面时组合要特别注意,不能刮伤材料
4)组合好的产品不能有污点、毛屑、杂质、白点等不良
5)点胶的产品组合后将Film面朝下放在网车上,一定数量后要及时烘烤
10.压合
1)ACF必须从冷藏柜拿出来室温放置1小时后才能使用,不能用手触摸ACF表面;已开封的ACF胶带,在25℃室温,可使用一个月
2)压合前一定要使用感压纸调整压头的平整度
3)按要求或压合面大小选择适当尺寸的压头
4)根据压合效果调整适当的压合温度、压力及时间。
压合效果要用显微镜观察,导电金属球有轻微破裂,融化的导电胶不能有气泡
11.测试、成品检验
1)外观检验,尺寸检验
2)功能测试(线性、导通性),绝缘阻抗测试
3)功能测试不良品要注意总结不良原因,以免下次再有同样不良发生
12.包装
13.出样
14.生产规格书(工程规范)的制作
客户确认样品后会下生产定单生产,定单下来后样品设计工程师要制作工程规格书提供给生产。
规格书制作时要注意以下几点。
1)材料规格要注明清楚厂牌,型号,尺寸要足够,不缺料且不能浪费;Mylar开料要注意把丝印钉的料考虑在内
2)开料时注意材料的方向性
3)模具要写清楚共用何机种何模具
4)印刷要写清楚共用的网版,网版要注明网目,厚度;油墨要有型号及比例,并注明印刷注意事项
5)工程图、FPC图、上线图、下线图,逻辑图(数字式),镭射图、线测图须提供给生产
6)配套组合的流程及注意事项,尺寸检验图,压合条件,线性或回路电阻要求,包装等
六、网版、油墨及印刷厚度
版次
网目
感光胶厚度
印刷厚度
使用油墨
备注
耐酸(模拟式)
350
4~5μm
12±2μm
Goo-Per-194B-2
印刷两次
耐酸
350
8~10μm
12±2μm
Goo-Per-194B-2
上线银胶
200
30μm
15~20μm
XA-472LS-415C
点胶工艺LS-415C(日东)XA-472(NV)
上线银胶
250
8~10μm
7~14μm
478SSLS-415C
XA-472
下线银胶
250
8~10μm
7~14μm
XA-436
碳胶
300
8~10μm
6~10μm
FC-415C478SS
FC-413
FC-415C与478SS混合后可印刷在ITOFilm上,XA-436可覆盖在FC-413上
绝缘
300
8~10μm
6~10μm
SN-8400GSN-8400C
透明绝缘
300
8~10μm
6~10μm
1300-800CR-18TC-1
UVF-10GCR-100C-29
粘胶
100-120
40~50μm
50μm
TB-1555D
导电胶
70-120
25μm
25~30μm
TB-3373CBP3500
导电胶
150
25μm
25~30μm
FH-889
绝缘点
—
—
25~45μm
UVF-10T-DS
七、菲林图(Layout图)设计及注意事项
客户确认工程图、面版图(丝印效果图)后,由设计绘图人员根据工程图、面版图,用AutoCAD进行菲林的设计。
1)根据印刷面积及产品大小排出模数
2)耐酸、银浆、绝缘、粘胶,丝印面版必须有套版孔及定位十字架
3)产品裁切区域之外标明机种名称,版次,网目,感光胶厚度及日期
4)银浆,绝缘及丝印字体须有测试块
5)上线,玻璃背面丝印须做镜像处理
6)上线银浆须有镭射裁切线;下线银浆须有玻璃裁切线
7)镭射裁切线、玻璃裁切线线宽度为0.25mm
8)套版孔大小φ3,线宽0.3mm;定位十字架线宽0.25mm;
9)下料孔大小φ2,线宽0.3mm
各版次(仅列出PS版)设计要求如图所示(图七):
 升级会员
升级会员 