机械加工工艺卡万向节滑动叉.docx
《机械加工工艺卡万向节滑动叉.docx》由会员分享,可在线阅读,更多相关《机械加工工艺卡万向节滑动叉.docx(23页珍藏版)》请在冰豆网上搜索。
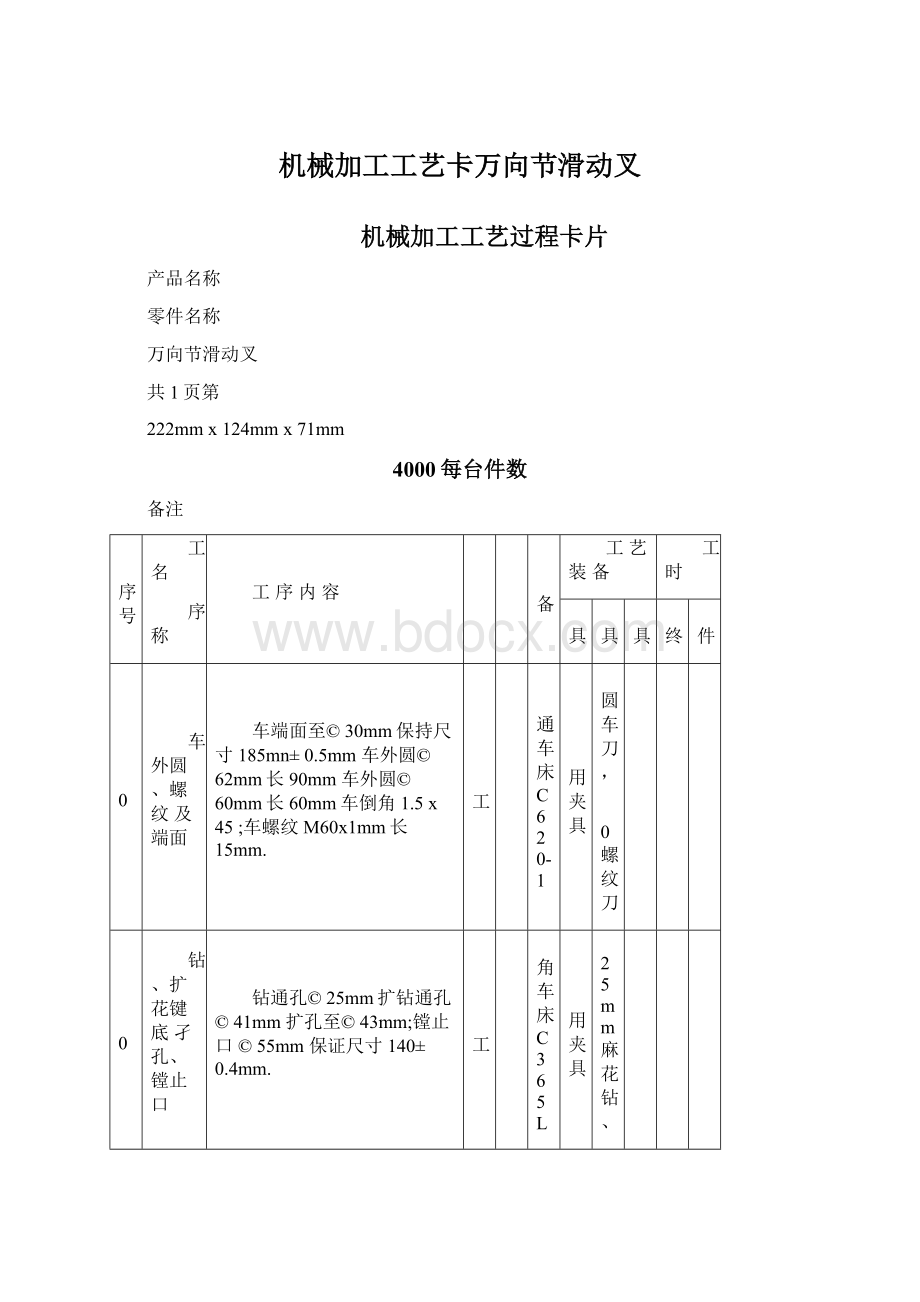
机械加工工艺卡万向节滑动叉
机械加工工艺过程卡片
产品名称
零件名称
万向节滑动叉
共1页第
222mmx124mmx71mm
4000每台件数
备注
工序号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
夹具
刀具
量具
准终
单件
10
车外圆、螺纹及端面
车端面至©30mm保持尺寸185mn±0.5mm车外圆©62mm长90mm车外圆©60mm长60mm车倒角1.5x45;车螺纹M60x1mm长15mm.
金工
普通车床C620-1
专用夹具
外圆车刀,
60螺纹刀
20
钻、扩花键底孑孔、镗止口
钻通孔©25mm扩钻通孔©41mm扩孔至©43mm;镗止口©55mm保证尺寸140±0.4mm.
金工
六角车床C365L
专用夹具
©25mm麻花钻、
镗刀
30
倒角5x60
车倒角5X60
金工
普通车床C620-1
专用夹具
45°端面刀
40
钻Z1/8”底孔
钻Z1/8”底孔为©8.8mm保证尺寸110mm.
金工
立式钻床Z525
专用夹具
$8.8mm麻花钻
50
拉花键孔
拉花键孔16-0SO:
05mmx©4300.17mmx50°.05mm
金工
卧式拉床L6120
专用夹具
60
粗铳©39mm
孔端面
粗铳两端面,保证尺寸118.69红35mm
金工
卧式铳床X62
专用夹具
面铳刀
70
钻、扩$3mm
孔、倒角
钻孔©25mm保证尺寸185mm;扩孔©37mm扩孔©38.4mm;
倒角2.5X45°
金工
立式钻床Z535
专用夹具
$25mm麻花钻
80
粗、精镗
©39mm孔
粗镗两孔至©38.9mm;精镗两孔至©39^.020mm.
金工
金刚镗床T740
专用夹具
镗刀
90
平磨端面
平磨端面①39mm孔端面;平磨©39mm另一端面,最终保证尺寸118;07mm.
金工
平面磨床M7130
专用夹具
100
钻M8底孔及倒角
钻M8底孔4-$6.7mm两个,倒角120.
金工
台式钻床Z4112
专用钻模
110
攻丝M8
Z1/8”
攻丝4-M8;攻丝Z1/8”.
金工
立式钻床Z525、
M8丝锥
专用钻模
120
检验
检
设计
(日期)
校对(日期)
审核
(日期)
标准化(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
材料牌号
毛坯种类
锻件
毛坯外形尺寸
每毛坯件数
45钢
机械加工工序卡片
产品名称
零件名称
万向节滑动叉
共11页第1页
185+05
车间
工序号
工序名称
材料牌号
L5X45fl
毛坯种类
10
毛坯外形尺寸
车外圆、螺纹及端面
每毛坯可制件数
45钢
每台件数
设备名称
222mmx124mmx
71mm
设备型号
设备编号
同时加工件数
普通车床
C620-1
90
20
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
r切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
车端面至30mm保持尺寸185±0.5mm
普通车床C620-1、专用夹具
600
122
0.5
3
2
车外圆©62mm长90mm
普通车床C620-1、专用夹具
600
122
0.5
3
3
车外圆°60mm长20mm
普通车床C620-1、专用夹具
770
145
0.5
1
4
倒角1.5X45
普通车床C620-1、专用夹具
770
145
0.5
1.5
5
车螺纹M60x1mm,长15mm
普通车床C620-1、专用夹具
96
18
0.17
6
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
设计(日期)
机械加工工序卡片
产品型号
产品名称
140±0.4
6
tn
.令
1
JH
W
车间
毛坯种类
设备名称
六角车床
夹具编号
零件图号
零件名称
工序号
20
毛坯外形尺寸
万向节滑动叉
222mmx124mm
x71mm
设备型号
C365L
工位器具编号
工序名称
共11页第2页
钻、扩花键底孔、镗止口
每毛坯可制件数
设备编号
夹具名称
工位器具名称
材料牌号
45钢
每台件数
同时加工件数
切削液
工序工时(分)
准终
单件
工步
号
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时
机动
辅助
钻通孔'25mm
扩钻通孔41mm
扩孔至43mm
镗止口°55mm保证尺寸140±0.4mm
六角车床C365L、专用夹具
六角车床C365L、专用夹具
六角车床C365L、专用夹具
六角车床C365L、专用夹具
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
136
58
58
44
10.68
7.47
7.7
8.29
0.41
0.76
1.24
0.2
卍50
5
Q
7777"/
工步
号
1
车倒角5X60
车间
工序号
工序名称
材料牌号
30
倒角5X60°
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
222mmx124mmx
71mm
1
设备名称
设备型号
设备编号
同时加工件数
普通车床
C620-1
1
夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时份)
准终单件
普通车床C620-1、专用夹具
主轴转速
r/min
切削速度
m/min
进给量
mm/r
12016.20.08
切削深度
mm
进给次数
工步工时
机动I辅助
机械加工工序卡片
产品型号
产品名称
110
车间
毛坯种类
设备名称
立式钻床
夹具编号
零件图号
零件名称
工序号
40
毛坯外形尺寸
万向节滑动叉
工序名称
共11页第4页
材料牌号
钻Z1/8”底孔
每毛坯可制件数
45钢
每台件数
工步
号
钻Z1/8”底孔为8.8mm,保证尺寸110mm
222mmx124mmx
71mm
设备型号
Z525
工位器具编号
立式钻床Z525、专用夹具
设备编号
夹具名称
工位器具名称
同时加工件数
切削液
工序工时(分)
准终
单件
主轴转速
r/min
680
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
切削速度
m/min
18.8
进给量
mm/r
0.11
切削深度
进给次数
工步工时
mm
机动
辅助
工步
号
1
A-A放大
拉花键孔16-'50oO.O5mm^'4300.17mmx5q'°5mm
卧式拉床
车间
工序号
工序名称
材料牌号
50
拉化键孔
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
222mmx124mmx
71mm
1
设备名称
设备型号
设备编号
同时加工件数
卧式拉床
L6120
1
夹具编号夹具名称切削液
工位器具编号工位器具名称工序工时份)
准终单件
艺装备
L6120、专用夹具
主轴转速
r/min
切削速度
m/min
3.6
进给量
mm/r
切削深度
mm
0.06
进给次数
工步工时
机动I辅助
车间
工序号
工序名称
材料牌号
工步
号
1
毛坯种类
锻件
设备名称
60
毛坯外形尺寸
222mmx124mmx
71mm
设备型号
卧式铣床
夹具编号
工位器具编号
X62
粗铳'39mm孔端面
每毛坯可制件数
45钢
每台件数
设备编号
夹具名称
工位器具名称
同时加工件数
切削液
工序工时(分)
准终~~单件
工步内
粗铳两端面,保证尺寸118.69°0.35mm
工艺装备
卧式铳床X62、专用夹具
王轴转速
切削速度
进给量
r/minm/minmm/r
37.526.560
切削深度
mm
0.08
进给次数
工步工时
机动I辅助
工步
号
钻孔25mm保证尺寸185mm
2扩孔©37mm
3扩孔$38.4mm
倒角2.5X45
车间
工序号
工序名称
材料牌号
70
钻、扩©39mm孔、倒角
45钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
222mmX124mmX71mm
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z535
1
夹具编号夹具名称切削液
工序工时(分)
工位器具编号工位器具名称
准终单件
立式钻床Z535、专用夹具
立式钻床Z535、专用夹具
立式钻床Z535、专用夹具
立式钻床Z535、专用夹具
主轴转速
r/min
切削速度
m/min
进给量
mm/r
19515.30.25
687.90.57
68
68
8.26
0.72
切削深度
mm
进给次数
工步工时
机动I辅助
工步
号
工步
粗镗两孔至*38.9mm
2精镗两孔至*39:
.010mm
 升级会员
升级会员 