立盘过滤机设备研制过程的结构设计.docx
《立盘过滤机设备研制过程的结构设计.docx》由会员分享,可在线阅读,更多相关《立盘过滤机设备研制过程的结构设计.docx(16页珍藏版)》请在冰豆网上搜索。
立盘过滤机设备研制过程的结构设计
立盘过滤机设备研制过程的结构设计
一、简介
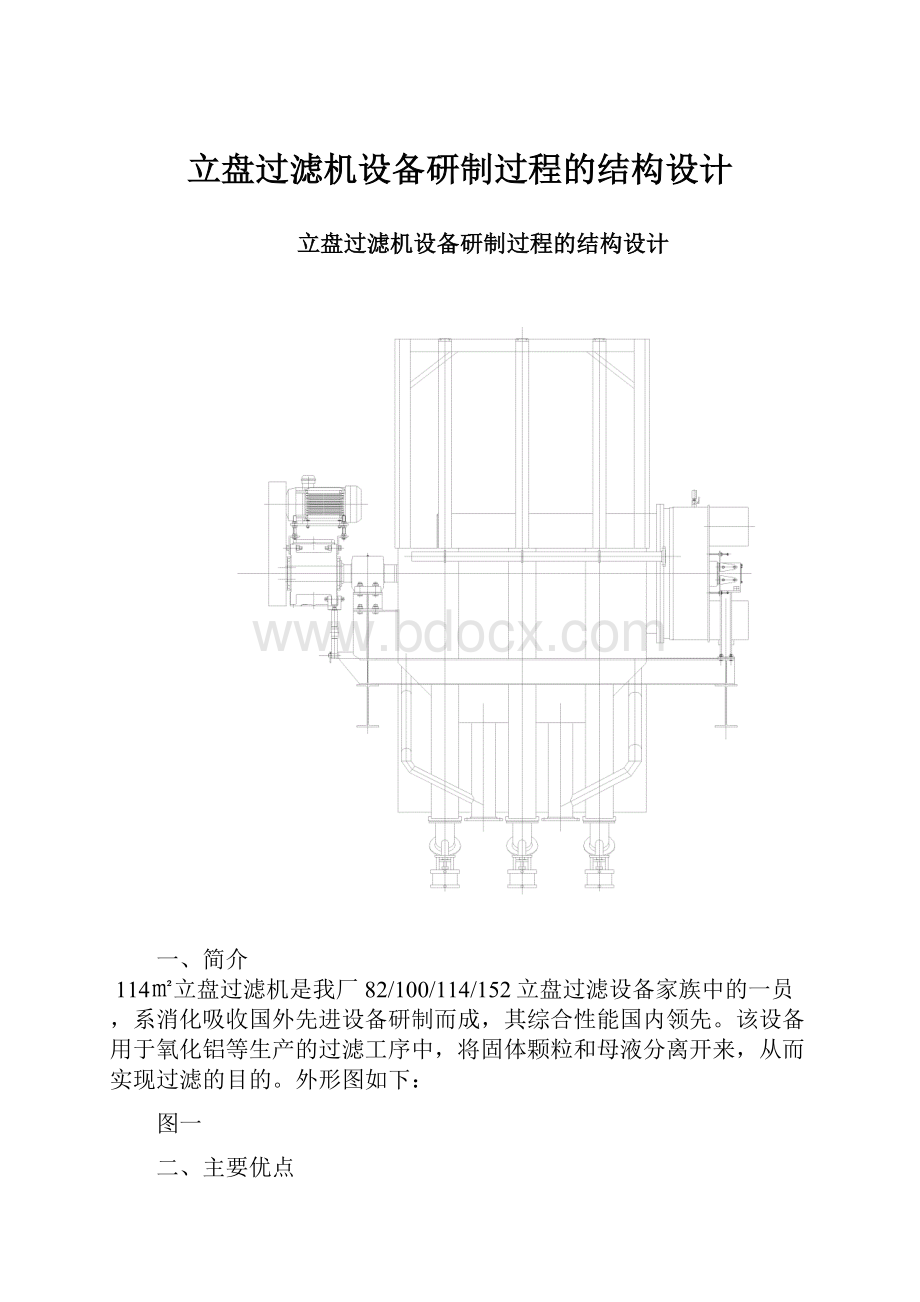
114㎡立盘过滤机是我厂82/100/114/152立盘过滤设备家族中的一员,系消化吸收国外先进设备研制而成,其综合性能国内领先。
该设备用于氧化铝等生产的过滤工序中,将固体颗粒和母液分离开来,从而实现过滤的目的。
外形图如下:
图一
二、主要优点
1.高产能:
根据氢氧化铝的物料不同特性,真空过滤机的:
Ø最大产能为:
<6t/h.m2
Ø滤饼的含水量为<16%。
2.盘的刚性:
每个扇形板用滤板保持架和卡销装在卡座里,滤板外缘靠外圈支撑用螺钉将楔形铁锁紧在两滤板外缘的楔形口上,整个滤盘具有很好的刚性、更换滤布更快捷。
3.较大的标准尺寸:
由于部件固定可靠,过滤盘有很好的刚性,所以过滤盘的直径可以做的很大,从5.4-6.2m,一般可以做1-4个盘,最大面积可做到200平方米。
4.较高的运行速度:
由于整体刚性好,可以得到较高的运行速度。
5.压缩空气消耗和滤布寿命:
传统的滤盘装有12-30个滤板,本设备装有48个滤板,这样可以节省一半的反吹风量,从而使滤布的寿命提高一倍。
6.槽体设计:
槽体设计有独到之处,采用相对独立的滤液槽和切向进料,可以有效的防止结疤和沉淀。
7.采用高液位设计,提高产能。
8.独特的滤板和内歧管结构设计使得滤板坚固耐用、过滤阻力最小,滤液的排出速度最快。
9.独特的中心轴结构一改传统的滑动轴承为滚动轴承,提高了轴承使用寿命,即润滑简便又不浪费润滑脂。
10.先进的干油润滑系统,实现了油箱的缺油报警和管路阻塞报警,从而保证了设备运转的可靠性。
11.根据物料情况用变频电机调速,以得到最佳的过滤效果。
三、技术参数及性能:
过滤面积
㎡
114
过滤盘数
个
3
过滤盘直径
㎜
5630
传动轴转速
rpm
0.5~5
外形尺寸
㎜
6645×4350×6150
总重量
kg
26000
减速机及电机
减速机型号
R167DV180M4
减速机速比
I=67.40
减速机输出转速
22rpm
电机功率
30kw
电机转速
975r/m
四、工作原理
114㎡立盘过滤机的过滤原理简单来说是基于压力差和体积差。
1.压力差。
使用真空泵使过滤机滤板内形成0.04-0.05Mpa的真空,滤板浸在母液中,根据压力平衡的原理,母液会流进滤板内。
2.体积差。
过滤机的滤板裹有滤布,利用滤布的压力差,迫使氢氧化铝料浆通过滤布,其中的固相颗粒由于体积大而被截留在滤布上,液体则被真空泵通过滤板经中心轴分配室至分配头进入系统流程。
3.分配头是该设备的关键部件之一,它是设备中的静止部件,基本上分为三个功能独立的区,即过滤区,干燥区和反吹风区。
而与之相配合的是中心轴,中心轴内部是24个相互独立的区,当中心轴旋转时,其24个区会分别依次经过分配头的三个区,当中心轴的区经过过滤区时(此时滤板在液体内),真空泵抽走液体,使固体颗粒吸附在滤布上,当经过干燥区时(此时滤板已露出液面),真空泵造成的真空使空气通过滤饼被抽走,从而带走滤饼中的水分,起到干燥的作用,当经过反吹风区时,高压风吹入滤板内,从而使滤饼脱落,滤饼脱落后接着滤板又进入液体内,从而开始了一个新的循环,即:
过滤――干燥――吹落。
五、主要结构特点简介
过滤机主要由槽体,中心轴,传动部分,分配头和滤板五部分组成。
1、槽体部分
槽体由钢板焊接而成,用于储存氢氧化铝料浆。
槽体由以下部件组成:
Ø槽体主体
Ø进料口(切向进料)
Ø卸料口
Ø观察孔
Ø卸料溜槽
Ø快速卸料阀
Ø滤布洗涤管
Ø卸料导板
Ø导向轮
Ø踏板
其中,导向轮用以平衡盘的转动,滤布洗涤管用以停车前清洗滤布,防止结疤。
槽体采用独立性较好的结构和切向进料,确保了悬浮物不沉淀结疤。
2、传动部分
主传动电机采用YVP225M-6变频调速电机,电机通过皮带传动和减速机连接,减速机采用国外产品,性能先进,机构紧凑。
减速机直接和中心轴的传动轴相连接,从而实现系统的运转。
本传动设计简单,运行良好。
图二
3、过滤盘
过滤盘是实现过滤作用的机构,整机共有三个滤盘,每个由48块扇形板构成一个圆盘,用保持架、螺栓和环形支撑架固定在主传动轴上,每块扇形板外面包有一层滤布。
过滤盘设计成插拔式结构,而且滤盘小,重量轻,便于安装和拆卸,且无需拆下滤盘外圈即可实现装拆。
示意图见下页图三。
图三
4、分配头
本设备采用一个分配头,分配头系焊接而成,三个出口接管分别是滤饼形成接管,滤饼脱水接管和反吹风卸料接管。
分配头用以实现过滤机过滤过程的过滤、干燥、吹落三个阶段,中心轴每转一周,过滤机便完成一次过滤过程。
图四
5、中心轴
中心轴用以滤液流通和带动过滤盘,中心轴直径为1400mm,装有24个彼此独立隔开的密封腔,每个密封腔对应6个出孔与过滤盘连通。
中心轴的支撑采用滚动轴承,有效的提高了使用寿命。
中心轴两端装有密封,从而使液位可以达到中心轴的中心线位置,密封外装有防溅板,防止液体溅出槽体。
见图五。
图五
六、安装与调整:
所有的安装必须经现场指导人员指导和确认后进行。
(一)过滤机的安装
1.1过滤机的基础:
过滤机的基础应按提资图预埋钢板,基础钢板应满足水平要求,误差全长距离内不得大于3mm。
1.2将(见附图一)工字梁基础框架安装与基础预埋钢板上,选择对边两点将工字钢点焊于预埋钢板之上。
1.3将槽体吊装到工字钢之上,并调整到正确位置。
将槽体基础框架和工字梁基础框架,从四个角开始按100mm(焊缝)X500mm(间隔)10mm高的角焊缝焊牢。
1.4将工字梁基础框架对边的两点焊点铲去,用高度仪找平槽体基础梁框架四角上表面,误差<1mm/全长,同时将垫板塞与工字梁基础框架和基础预埋钢板之间的缝隙调整。
1.5将200X200框架式水平仪置于传动轴伸出端测量中心轴的水平度,要求误差<0.1/1000。
1.6在保证所有水平度不变的情况下塞实工字梁基础框架和基础预埋钢板之间的缝隙,注意:
塞实面积不得小于基础预埋钢板的2/3面积,以保证焊接后水平度的较小变化。
1.7连续焊缝将工字梁基础框架和基础预埋钢焊接牢固,焊缝高度不小于10mm。
1.8传动部分的安装及调整
a将与中心轴结合的部分和键表面擦试干净,确认没有碰伤的高点后涂上润滑油,将减速机吊平后安装到中心轴上,并把好挡板,注意放松。
b安装电机支架及电机,用拉线法检查两皮带轮端面的平行。
c调整电机底座下的螺栓,使皮带处于恰当的涨紧状态。
d安装皮带轮防护罩
1.9滤板的安装及调整
a先将两节(3组)环形支撑连接后,置入槽体内。
注意:
一端要露出槽体外以便后续安装。
b将滤布套在滤板上,夹好弹簧夹,滤布末端收口系紧。
注意;要确认不会漏风。
.
c将密封圈中心轴接口内,再将滤板装在中心轴上。
小心不要把密封圈掉入槽体内。
d将另外两节外圈固定好整体吊入,连接好一端后,用吊车吊另一端旋转出接头后连接。
小心不要碰伤滤布。
e调正环形支撑,插入滤板夹并固定。
调整锲块的螺钉,边调整滤板边拧紧螺钉。
注意:
要四周同时调整、同时紧固,一方面要注意滤板之间的间隙、楔块的松紧和环形支撑与滤板之间隙均匀。
f检查滤板是否位于同一平面内,检查各处螺栓螺钉是否紧固。
2.0给料、卸料、溢流、滤液排出的接管方式根据现场布置安装。
注意:
不得泄漏,不得别劲。
连接管内要清洁,不要忘记加装密封垫片。
3.0反吹风口与压缩空气管路联接。
注意:
不得泄漏,不得别劲。
连接管内要清洁,不要忘记加装密封垫片。
4.0将挡板安装在过滤机上。
5.0安装所有电气控制柜和走线,确认:
电机旋向正确,走线正确。
(二)试运转及调整:
1、试运转前的检查:
✧检查各部件的安装是否正确,螺栓是否紧固;
✧运转部分应转动灵活无妨碍;
✧槽体内无异物及运输加固物除尽;
✧清洗涂在裸露加工表面上的防锈漆。
✧油脂泵是否加足润滑脂,运行油脂泵,打开润滑端接头,观察并确认上油,油量每次3-10ml。
上紧此接头。
✧检查各个干油杯是否加注润滑脂,并首次加入10ml。
✧检查减速机润滑油,并确认按说明书的要求加入润滑油。
✧检查分配头的压紧是否恰当。
1、空车运行
✧经过以上检查并确认无误后方可空载试车。
✧手动启动润滑泵5分钟后,启动大盘电机2小时,手动变频调速检查、检查轴承发热,温升不得大于:
室温+60℃、检查滤板偏摆不得大于10毫米。
后停车。
✧检查自控程序:
将手柄转换到手动,启动后应按先启动润滑脂泵,延时,后启动主电机的次序启动。
停车应先停止主电机,延时,后停止润滑泵的次序停止。
注意:
手动启动应严格按上述次序进行。
2、重车启动
✧打开反吹风风机。
✧确认真空泵运行平稳。
✧确认滤饼传送装置运行。
✧打开反吹风阀,并确认压力在0.2-0.3Mpa之间。
✧确认排料阀关闭。
✧将变频调速钮设置到低速,启动过滤机。
✧逐步调整转速至1.8rpm。
✧打开喂料阀。
✧当浆液到达轴底部时,逐渐打开真空阀。
✧调节盘转速,观察真空表,真空度显示在0.05Mpa。
✧观察,直到稳定运转。
✧调节反吹风阀,使反吹风量合适,若太强会加速滤布磨损,若太弱会使滤饼卸料差及滤布堵塞。
✧检查并调节主轴液位密封用压缩空气阀门控制开度的大小。
✧控制进料阀门的开度,尽量减少物料的回流量。
✧全面检查各管路是否通畅,联接处应密封良好。
扇形板与传动轴、分配头与摩擦盘之间均应密封良好,。
有无异常。
4、停机次序:
Ø关闭进料阀。
Ø打开速卸阀。
Ø关闭反吹风阀和真空装置。
Ø调节盘转速至0.8rpm。
Ø打开清洗泵及阀门,清洗滤布及滤槽。
Ø关闭主传动电机。
Ø关闭干油泵。
七、过滤机的运行
机器运转时应定期检查运转情况。
检查滤饼的形成和脱落情况,当滤布有破损时应及时更换或修补。
以下问题需要注意:
1、浆液搅拌:
低容量窄槽,切向进料和高速旋转引起的自然搅拌足以使浆液均匀,但为了避免槽体最低部分颗粒的沉淀和变硬,速卸阀须在一定周期内即可打开,周期的长短(约8小时)依现场情况而定。
2、盘转速:
转速可根据工况的产能在0.5-5转间调节,原则上转数越快产量越高。
3、浸没率:
为了保持浸没率,要定期检查密封装置的密封情况,并及时更换磨损件。
4、真空度:
保持过滤区的真空度最小位0.02Mpa,过小可能是滤布破损严重,请及时检查。
真空度过高超过0.065,产量过小,可能是因为滤布阻塞结硬造成,请及时碱煮或更换。
5、运行期间要经常检查:
润滑脂泵的油位,并及时添加。
听到报警要及时检查润滑脂泵的油位、润滑管路的阻塞情况,发现异常及时处理。
6、经常检查主轴轴承温升,及时润滑。
7、下表是114㎡立盘过滤机在一定条件下的试验结果供熟悉控制操作时参考:
工艺条件:
氢氧化铝固含:
750g/l
粒度分布:
<45μm占30%
转数Rpm项目(50%液位)
1
1.4
1.8
2.2
2.6
3
3.4
3.8
4.2
4.6
5
滤饼厚度mm
液体产能m3/m2h
料浆产能m3/h
氢铝产能t/h
27.2
2.1
419
314
23
2.5
499
374
20.3
2.8
559
419
18.3
3.1
619
464
16.9
3.4
679
509
15.7
3.6
719
539
14.7
3.9
778
584
13.9
4.1
818
614
13.3
4.3
858
644
12.7
4.5
898
674
12.2
4.6
918
689
八设备维护
1.轴承的维护。
轴承维护的主要内容是使轴承保持足够的润滑。
2.分配头的维护。
分配头耐磨板的磨损情况要定期检查,当耐磨板厚度磨损去10mm后必须更换。
3.滤布的更换。
滤布要每天检查,当发现滤布有滤布洞时(表现位在此区域无滤饼形成或者滤饼极薄)必须及时更换滤布。
滤布拆卸程序:
Ø松掉相关的螺钉和滤板夹
Ø把滤板旋转90度,使销子对准滤板架上的开口拔出滤板,当销子脱离滤板架后,斜侧滤板并拔出(无需卸开外圈)
Ø取下弹簧夹和滤板末端的系带,
Ø取下滤布
滤布安装程序
Ø按拆卸程序反向安装即可。
4.导向轮的更换。
导向轮每月检查一次,也可随时检查,如果磨损严重要及时更换。
一般来说,导向轮直径磨损小10mm或者形成锥度过大即为磨损严重。
5.滤板的维护
滤板要每天检查,发现破损及时更换,一般来说,破损处滤布会被刮破或者滤饼明显凹陷,比较容易发现。
6.电机和减速机的维护
见电机说明书和减速机说明书,本说明书不再赘述。
7.干油泵的维护。
详见甘油泵使用说明书,本说明书不再赘述。
九、润滑点说明
润滑规程
编号
名称
润滑点数
时间
润滑油
检查
换油
补充
1
轴承
2
每周一次
根据需要
复合钙基润滑脂2号
SH/T0370-1995
2
干油泵
3
每日一次
根据需要
复合钙基润滑脂2号
SH/T0370-1995
3
主传动减速机
每月一次
每年一次
根据需要
按减速机说明书
4
各阀门
每周一次
根据需要
复合钙基润滑脂2号
SH/T0370-1995
注:
减速机如果选择不到其进口牌号时,可选用:
重载荷工业齿轮油GL-5GB13895-1992
十、易损件明细表
件号
图号
名称
数量
材质
重量
备注
3-2
LPLJ-114.0.3-1
分配头耐磨板
1
QT600-3
230
6-3
GB/T288-1994
轴承23144CCK/W33+H3144
1
标准件
62.7
6-6-1
LPLJ-114.0.6.03.01
摩擦环
1
复合材料
2.1
6-25
GB/T288-1994
轴承23038CCK/W33+H3038
1
标准件
22.65
6-37
LPLJ-114.0.6-14
密封圈
三元乙丙
橡胶
15-4
LPLJ-114.0.7-2
滚轮
6
聚乙烯
1.5
4-3
GB11544-1997
三角带SPA2800
6
标准件
0.3
6-28
GB/T288-1994
轴承23032CC/W33
标准件
6-18
LPLJ-114.0.6-6
动摩擦环
1
QT600-3
326
十一、附项及说明
1.由于本设备的外构件(电机,减速机,甘油泵)都附带有完整的使用说明书,所以本说明书在此不作赘述,使用时请用户详细阅读。
2.在安装使用过程中如有疑问,请及时联系恒成厂售后服务部门或者经营部门。
3.本说明书的使用必须在售后服务人员指导下进行。
4.使用中用户如果有好的改进建议,我们十分欢迎您提出宝贵意见,以共同促进产品的改进。
 升级会员
升级会员 